6.67 dtex非织造专用涤纶短纤生产工艺探究
2017-01-07张晖,李青
张 晖,李 青
(中国石化仪征化纤有限责任公司短纤生产中心,江苏仪征 211900)
应用技术
6.67 dtex非织造专用涤纶短纤生产工艺探究
张 晖,李 青
(中国石化仪征化纤有限责任公司短纤生产中心,江苏仪征 211900)
利用2万吨/年东洋纺前后纺设备,通过选择合适的喷丝板及纺丝、冷却工艺,增强原丝抱合性能,确定合理的牵伸倍率和卷曲工艺,可以生产出用户使用性能良好的6.67 dtex非织造涤纶短纤产品。
非织造 涤纶短纤 原丝 质量指标 牵伸倍率
涤纶无纺布因具有高强度、耐高温、耐老化、化学稳定性好、防蛀、无毒等优点,近年来广泛用于家用、包装、防水材料、装饰材料等领域,具有一定的市场空间。仪化公司于2005年推出了4.44 dtex非织造短纤,因质量稳定,得到了用户的认可,在市场上享有较高的声誉。近年来,用户提出了对更大纤度的非织造专用涤纶短纤维的需求,我公司在此领域仍为空白。2015年以来,仪化公司开发并试生产了6.67 dtex非织造涤纶短纤,产品得到用户认可,基本取得成功。相较于常规非织造短纤,6.67 dtex非织造短纤对前纺冷却工艺、原丝抱合性、后纺牵伸和卷曲工艺等都提出了较高的要求。本文结合前后纺试生产过程,对生产6.67 dtex非织造短纤的工艺进行探讨。
1 试 验
1.1 原料与设备
熔体:仪化聚酯生产中心聚酯熔体;设备:2万吨/年的东洋纺纺丝装置和后处理联合机。
1.2 工艺流程
将熔体纺制成短纤维主要经过以下流程:
熔体输送→增压泵→熔体过滤器→静态混合器→纺丝→冷却→卷绕→落桶→集束→导丝机→油剂浴槽→第一牵伸机→牵伸浴槽→第二牵伸机→蒸汽加热箱→第三牵伸机→紧张热定型机→叠丝机→蒸汽预热箱→卷曲机→冷却输送机→曳引机→切断机→打包机。
1.3 测试方法
EYS1.5:使用XQ-01单纤维强伸度仪,纤维以20 mm的夹持长度和60 mm/min的拉伸速度,在等速伸长型强伸仪上拉伸,在拉伸过程中拉伸应力为屈服应力1.5倍时所对应的伸长读数。
成品线密度:采用中段切断法,按照GB/T14335-2008,在标准大气条件下,从伸直的纤维束上切取中段纤维,测定该中段纤维束的质量和根数,根据公式计算成品线密度。
式中F为成品线密度,dtex;L为中段纤维长度,mm;n为纤维根数;G为中段纤维重量,mg。
断裂强度、断裂伸长率:使用XQ-01A单纤维强伸度仪,按照GB/T14337-2008,单根纤维以20 mm的夹持长度和20 mm/min的拉伸速度,在等速伸长型强伸仪上拉伸至断裂,得到试样的断裂强力、断裂强度和断裂伸长率。
卷曲数、卷曲度:使用YG362A卷曲弹性仪,根据纤维的粗细,在规定张力条件下、一定的受力时间内,测定纤维长度的变化,并根据下面的公式计算卷曲数和卷曲度:
式中Jn为卷曲数,个/25 mm;JA为在轻负荷时,纤维在25 mm内全部卷曲峰和卷曲谷个数,个;J为卷曲率,%;L0为纤维在轻负荷下测得的长度,mm;L1为纤维在重负荷下测得的长度,mm。
180 ℃干热收缩率:使用YG365A单纤维热收缩仪,将纤维经180 ℃半小时自由状态下热处理后,平衡半小时,用热收缩测定仪测定纤维热处理前后的长度变化,根据下面的公式计算180 ℃干热收缩率。
式中S为干热收缩率,%;L0为烘前长度,mm;L1为烘后长度,mm。
2 结果与讨论
2.1 喷丝板的选择
6.67 dtex非织造短纤属于新开发品种,需要开发或寻找适合的喷丝板。我公司目前有生产6.67 dtex涤纶中空纤维的中空喷丝板,因其与6.67 dtex非织造短纤的名义纤度相同,因此在负荷及单孔吐出量基本相同的前提下,可找一种喷丝板孔数接近该中空喷丝板的棉型喷丝板,用来试生产6.67 dtex非织造短纤。我公司现有一种喷丝板,可用于生产6.67 dtex非织造短纤。这种喷丝板的孔与孔之间间隔大,奇数圈和偶数圈上的喷丝孔交错分布,且原丝直径也明显大于常规品种,即便是加大环吹冷却风速,也不会因风速过大而产生并丝。另外,这种喷丝板的长径比也大于常规棉型喷丝板的0.3/0.228=1.31,熔体在喷丝孔内停留时间长,有助于松弛过程的完成,出口膨化效应的减轻,并提高纺丝的稳定性[1]。理论上,如果选择合适的纺丝、冷却等工艺,使喷丝头拉伸比介于75~160之间的稳定情况下[2],可生产出6.67 dtex非织造短纤。按照60 t/d负荷、前纺24位运行、卷绕纺速1 000 m/min的参数,按下式匡算喷丝头拉伸比[3]:
式中VL为卷绕纺速,m/min;ρ为熔体密度,为1.19 g/cm3;d0为喷丝孔直径,为0.04 cm;w为单孔吐出量,g/min,负荷60 t/d、前纺24位时,单孔吐出量w=1.871 g/min。
计算得到:拉伸比S=79.8,在稳定的范围内。
综上,在选择合适工艺参数的条件下,使用这种喷丝板生产6.67 dtex非织造短纤是可行的,这也节约了大量的新产品开发费用。
2.2 纺丝温度的选择
生产粗旦纤维,难点在于后加工过程中可能出现牵伸不足、导致大量疵点的现象。表征一段牵伸拉倍率对应的原丝指标为原丝EYS1.5指标,而原丝EYS1.5过高最容易发生后纺牵伸不足。因此,要避免成品中出现大量疵点,就要做好对原丝的EYS1.5指标的控制[4]。根据日本东洋纺提供的EYS1.5经验公式:
EYS1.5=K-0.25(TQC-20)-500(IVf-0.6)- 0.15(Vsp-1300)+1.4(Tp-287)- 0.7(60-LNZ)+14(VQC-1.1)
式中TQC为环吹风温度,℃;IVf为原丝的特性粘度,dL/g;Vsp为纺丝速度,m/min;Tp为计量泵出口熔体温度,℃;LNZ为冷却风吹出口到喷丝板面的距离,mm;VQC为环吹风速度,m/s。
从上式可看出,影响原丝EYS1.5指标的因素有:冷却条件、纺丝速度、熔体温度、粘度等,为了控制原丝EYS1.5指标,可从原丝的特性粘度和计量泵出口熔体温度两方面考虑。计量泵出口熔体温度和原丝EYS1.5呈正相关,调整比较容易。特性粘度和原丝EYS1.5呈负相关,在聚酯允许的调整范围内也有少量调整空间。在试生产中,下调纺丝箱体温度,并将熔体粘度按上偏控制,可保证原丝EYS1.5指标不过大,为后纺牵伸充分打下良好基础。经过上式计算,原丝EYS1.5的范围约控制在195%~205%之间为宜。
2.3 冷却工艺的选择
由于生产6.67 dtex非织造涤纶短纤时,单孔吐出量达到1.85~1.95 g/min,明显高于常规品种,会导致熔体热交换量增加,必须强化冷却效果。同时,此喷丝板的特点在于孔与孔之间距离大且相邻两圈之间的孔交错排布,也有利于冷风吹入内层,具备强化冷却风工艺的条件。冷却风工艺包括冷却风的温度、湿度、风量和在环吹冷却筒处吹出的风速。一般地,为了能使更粗的纤维尽快冷却、形成初生纤维,可以采取加大吹出风速或降低风温的方式。由于6.67 dtex非织造原丝粗,在环吹处热交换慢,只大幅度下调风温,还不够满足熔体冷却的需求,且冷冻水的冷冻空气能力有限,所以在试验中,要采取既提高风量又下调风温的冷却方式,强化环吹风的冷却能力。用以下公式计算熔体冷却时释放的热量:
Q=mCpΔt
式中Q为释放或吸收的热量,kJ;m为质量,kg;Cp为定压比热容,其中PET为1.7 kJ/(kg·℃),空气为1.004 kJ/(kg·℃);Δt为温度差,℃。
单位吐出量约为1.73 kg/(min·位),熔体温度差Δt=288-50=238 ℃,计算得到Q=702 kJ。为了让熔体释放和环吹风吸收的热量平衡,由风温16 ℃、吸热后风温40 ℃,计算环吹风质量:m=29.1 kg/min。再按照下式计算环吹风速:
v=V/A
式中v为环吹风速,m/s;V为环吹风量,m3/s,V=m/ρ=29.1/60/1.29=0.375 m3/s;A为吹出面积,本装置使用的环吹的吹出面积为0.267 m2。[5]
计算得到v=1.3~1.5 m/s。即采用1.3~1.5 m/s的环吹风速、16 ℃环吹风温,可以实现熔体的充分冷却。实际操作中,采用增加主风道压力以增加环吹部位压差的方式,这样操作比较简单,可达到各个纺丝位风量同步增大的效果。
2.4 原丝抱合性的提高
由于6.67 dtex非织造涤纶短纤原丝纤度达到20 dtex左右,明显大于常规品种涤纶短纤的原丝纤度,原丝的抱合性会下降,容易出现发散现象,从盛丝桶中牵出时,容易发生乱丝、抽筋丝等异常,且部分抽筋丝无法被集束光电管捕捉到,集束没有任何报警。这样的原丝在经过牵伸浴槽后,容易形成大型的硬块(类似浆块),而这种异常纤维会使无纺布形成空洞、硬块或其他缺陷,并有可能损坏设备,故在生产时应当避免。可通过提高第一油剂浓度和卷绕上油轮变频,使原丝含油水率从16.5%左右提升至17.5%左右,以提高原丝抱合性,减少原丝的发散,最终达到增强抱合性的目的。
2.5 牵伸工艺的选择
由于原丝的EYS1.5较高,为保证牵伸充足、成品中不出现疵点,应将总拉伸倍率尽可能都分配在第一段牵伸,使一段牵伸倍率大于自然拉伸倍率。
在选择一段牵伸倍率时,应当考虑原丝EYS1.5指标,按2.2节计算结果,如果变化幅度超过15%,要提高一段牵伸倍率,否则会因牵伸不足而产生疵点。
表1 EYS1.5与牵伸倍率的选择表
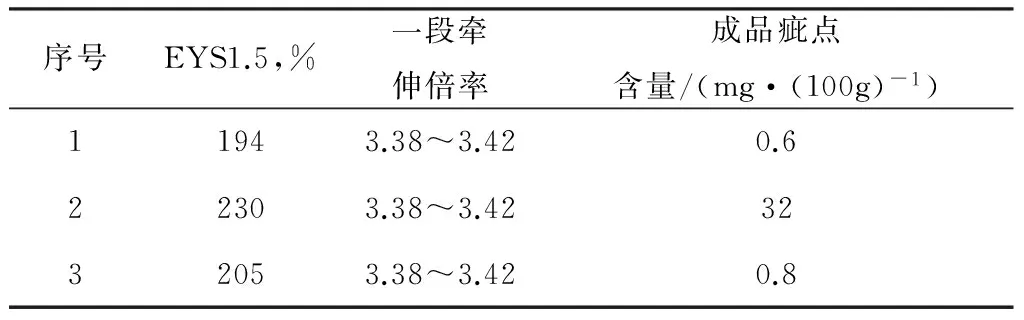
序号EYS1.5,%一段牵伸倍率成品疵点含量/(mg·(100g)-1)11943.38~3.420.622303.38~3.423232053.38~3.420.8
如表1示,原丝EYS1.5在200%左右时,将一段牵伸倍率定在3.38~3.42左右,成品的疵点含量均小于1.0 mg/100 g,说明牵伸已经充足。如果前纺工艺控制不到位、原丝EYS1.5变化明显时,如表中第2,较其余的EYS1.5增加了25%,说明原丝拉伸性能已发生变化。为了验证这种变化,采用3.42的一段牵伸倍率开车,正常后立即停车加样疵点,疵点含量达32 mg/100 g,已经降等。在显微镜下观察,疵点具有典型的细颈特征,确实属于牵伸不足。提高一段牵伸倍率至3.45后重新开车,再次加样疵点含量降至0.5 mg/100 g,说明牵伸已经充足,生产过程正常。
2.6 卷曲工艺的选择
6.67 dtex非织造短纤纤度大,刚性大,塑性形变困难,纤维不容易弯曲。为了保证卷曲效果,可从卷曲旦数、卷曲温度和背压压力三方面入手。
后纺装置现使用的HV742型卷曲机,卷曲密度一般在7 000~8 000 dtex/mm左右。考虑到为了保证卷曲效果,且让三片丝厚薄尽量均匀,可将集束根数增加至18桶/批牵伸。卷曲温度方面,可提高紧张定型机蒸汽压力和蒸汽预热箱开度,以提高卷曲入口丝温,从105 ℃上升至120 ℃左右。在第三次试验期间,集束18根牵伸,保持蒸汽预热箱内有适量蒸汽喷出、卷曲背压提高至0.45 MPa,终检样的卷曲度最终保持在10.7%。
工艺调整对提高卷曲度的贡献是有限的,可考虑试用其他型号卷曲机。本次开发新品过程中,试用了HV742X型卷曲机,增加集束根数牵伸,终检样的卷曲度提高至11%,与工艺调整后的卷曲度基本持平,建议今后改用上压式卷曲机或其他粗旦纤维专用卷曲机再进行试验。
2.7 工艺参数与成品质量指标
通过对调整负荷、纺丝温度、纺速、倍率等的参数的统筹考虑,最终得出试生产的工艺参数如表2。
表2 主要工艺参数表
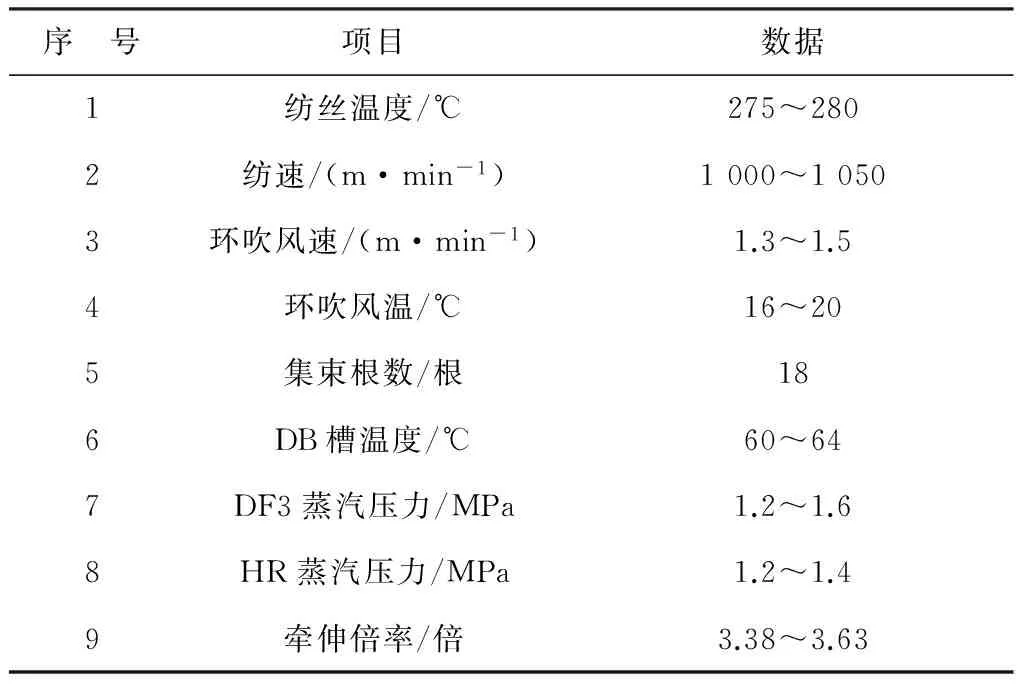
序 号项目数据1纺丝温度/℃275~2802纺速/(m·min-1)1000~10503环吹风速/(m·min-1)1.3~1.54环吹风温/℃16~205集束根数/根186DB槽温度/℃60~647DF3蒸汽压力/MPa1.2~1.68HR蒸汽压力/MPa1.2~1.49牵伸倍率/倍3.38~3.63
在以上工艺条件下,得到的成品质量主要数据见表3。
表3 成品质量数据表
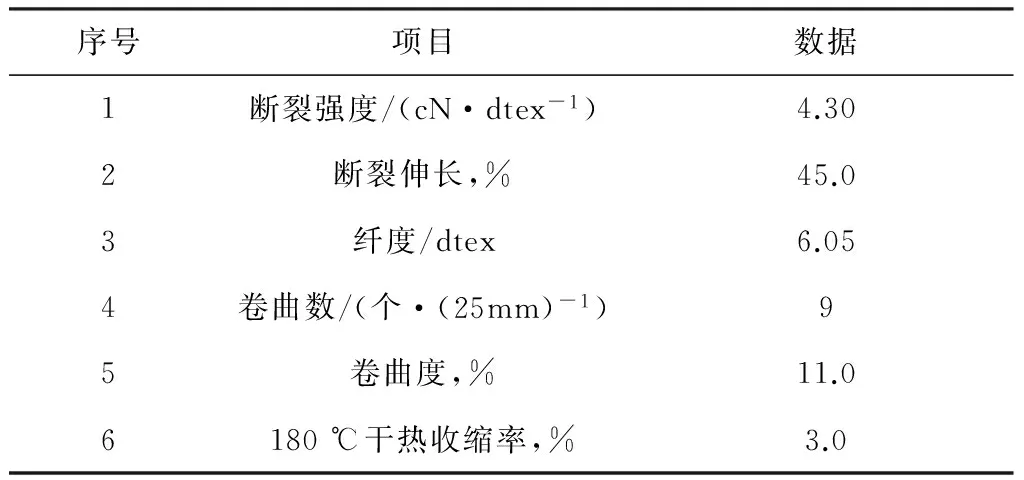
序号项目数据1断裂强度/(cN·dtex-1)4.302断裂伸长,%45.03纤度/dtex6.054卷曲数/(个·(25mm)-1)95卷曲度,%11.06180℃干热收缩率,%3.0
3 结 论
在现有的喷丝板和前后纺设备基础上,通过选择合适的纺丝、冷却、牵伸、卷曲等工艺,可顺利生产6.67 dtex非织造涤纶短纤,生产过程稳定,成品纤维各项质量指标均优等。主要的选择原则有:
a) 通过降低纺丝温度、适当提高熔体粘度,可使原丝EYS1.5指标受控。
b) 因单孔吐出量、熔体热交换量增大,冷却困
难,要强化冷却效果。
c) 通过提高含油水率增强原丝抱合性,最大程度避免尾丝、乱丝等在牵伸过程中形成异常纤维。
d) 牵伸时,可将总牵伸倍率都分配在一段拉伸,同时要注意原丝EYS1.5指标的变化,及时调整倍率,防止牵伸不足产生疵点。
e) 提高卷曲机入口温度、卷曲总旦数有利于成品纤维卷曲度的提高,但提高幅度有限,建议今后使用上压式卷曲机。
[1] 沈新元.高分子材料加工原理[M].北京:中国纺织出版社,2011:99-101.
[2] 王永恒,石彩杰,崔再治.喷丝板的设计[J].聚酯工业,2006,19(3):27-30.
[3] 詹领,戚裕军.0.89~1.33 dtex×38 mm涤纶短纤维喷丝板设计探讨[J].合成技术及应用,2002,17(2):33-35.
[4] 李振峰.涤纶短纤维生产[M].南京:东南大学出版社,1991:125-126.
[5] 吴祥新. HV452环吹冷却装置改造和优化[D].苏州大学,2005:7-8.
Discussion on production process of 6.67 dtex polyester staple fiber for non-woven fabric
Zhang Hui, Li Qing
(StapleFiberProductionCenterofSinopecYizhengChemicalFibreL.L.C.,YizhengJiangsu211900,China)
By using the 20 000 t/a Toyobo polyester staple fiber equipment, the author chose appropriate spinneret, spinning and cooling process, enhanced the yarn cohesive property, selected reasonable draw ratio and the curling process, and produced 6.67 dtex non-woven polyester staple fiber products with good performance.
non-woven; polyester staple fiber; as-spun fiber; quality factor; draw ratio
2016-11-14
张晖(1989-),江苏仪征人,助理工程师,主要从事涤纶短纤维工艺质量管理工作。
TQ340.64
B
1006-334X(2016)04-0032-04