汽车冷冲压U形梁卷曲的控制
2018-01-24廖阳
汽车实用技术 2017年24期
廖 阳
(柳州福臻车体实业有限公司,广西 柳州 545006)
1 影响卷曲的因数
1.1 U型梁常见的回弹
侧壁卷曲,如图1所示:

图1
1.2 板厚方向应力差导致的回弹原理
在弯曲R角的外侧为材料延长的拉应力,内侧为材料收缩的压应力。内外的应力差产生力矩导致U形张开角度发生变化(张开回弹)。

图2 有下压料板的U型弯曲
材料从R部流入到侧壁过程中发生弯曲——反弯曲,板后方向上正反应力产生力矩:
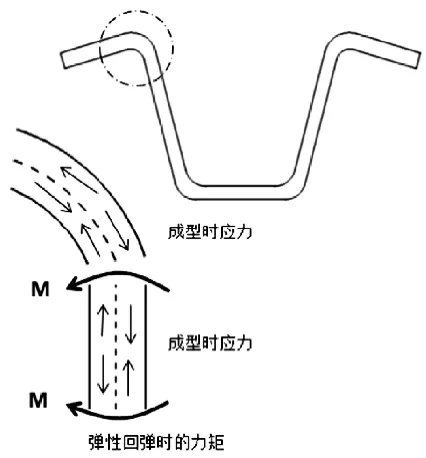
图3 帽形侧壁卷曲
1.3 侧壁卷曲的种类

图4 帽形侧壁卷曲的种类
1.4 侧壁卷曲发生过程
a-b:b点时刻弯曲,板外为拉应力,内侧压应力。
c:c点时刻反弯曲(曲率为0),负向力矩Mp,应力正负反转。
d:Mp弹性回弹,和b相同方向回弹曲率1/ρ。
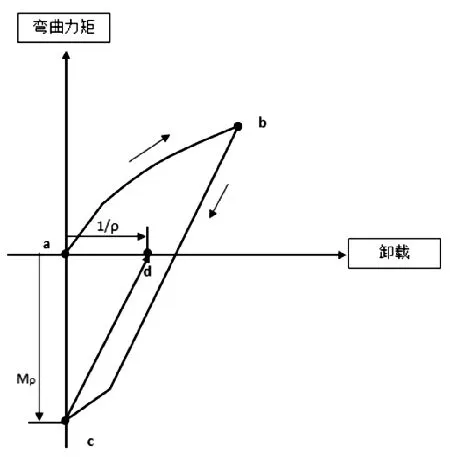
图5 侧壁卷曲原理
1.4 上模半径R对侧壁卷曲的影响
上模Rd对卷曲曲率1/ρ的关系图,t为板厚。
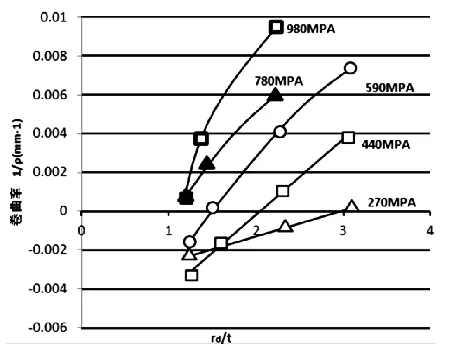
图6 上模模角对卷曲曲率关系
1.5 模具间隙对侧壁卷曲的影响
间隙c对卷曲曲率1/ρ的关系图,t为板厚。

图7 间隙对侧壁卷曲影响关系
1.6 侧壁倾斜角度对卷曲的影响
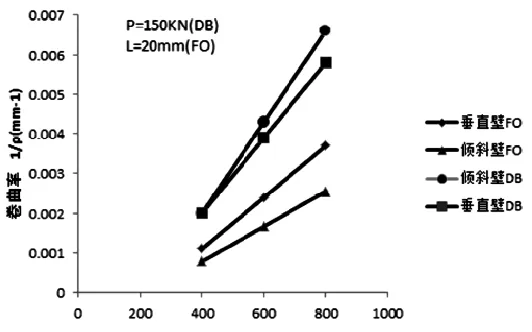
图8 侧壁倾斜角度对卷曲曲率的关系
2 侧壁卷曲的控制技术
①降低减小压料力;
②在调整分模线,增加侧壁的张力来减小卷曲;
③侧壁增加造型弱化卷曲;
④弯曲最大点施加压力,减小应力差。
3 技术运用案例
3.1 调整分模线后,压料力由160吨降低为110吨。

图9
3.2 打开侧壁的拔模角,在反曲的最大处补偿,增加侧壁的压应力。

图10
3.3 在不改动零件的前提下,增加筋条,减小侧壁卷曲。
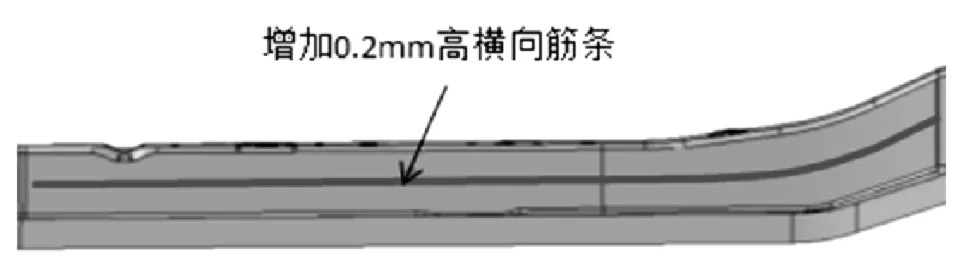
图11
4 结束语
通过项目验证,侧壁卷曲得到了很大改善,但还没有得打彻底的消除,需要通过后工序侧整做进一步改善。
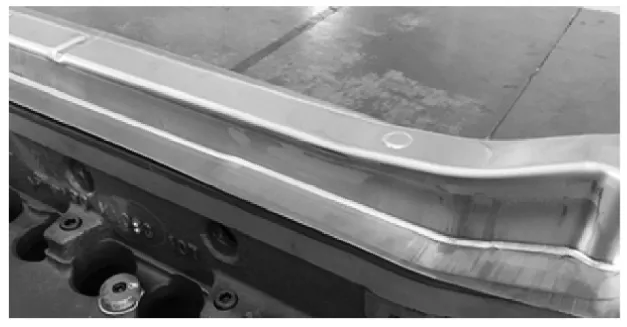
图12
