牵伸对PAN原丝取向度的影响及生产控制
2017-01-17刘晓虎贾玉亭徐金峰林雪森
刘晓虎,贾玉亭,徐金峰,林雪森
(中国石油吉林石化公司 碳纤维厂,吉林 132021)
牵伸对PAN原丝取向度的影响及生产控制
刘晓虎,贾玉亭,徐金峰,林雪森
(中国石油吉林石化公司 碳纤维厂,吉林 132021)
针对从PAN原丝湿法纺丝生产中牵伸工艺对原丝取向度的影响因素及生产控制进行了试验探讨。生产试验表明:合理的牵伸匹配,可实现原丝均匀的可塑性牵伸,是最终制得无毛丝、细纤度、高强度和高取向度原丝的重要条件。
聚丙烯腈原丝;牵伸匹配;取向度;生产控制
0 引言
高品质的聚丙烯腈(PAN)原丝是制备高性能碳纤维产品的基础。在PAN原丝生产过程中,初生纤维表现出强度低、脆性大等特征。为制备出高性能的PAN原丝,通常利用提高纤维的取向度,实现原丝内部结构致密化的高倍牵伸方法。因此,对于PAN原丝取向度的表征一直是国内外学者密切关注的问题[1~3]。为提高PAN原丝的产品质量和生产稳定性,制得高品质原丝,试验谨对PAN原丝湿法纺丝生产过程中,牵伸工艺对原丝取向度的影响因素及生产控制进行了研究。
1 试验部分
⑴ 实验用PAN原丝(12k)由吉林石化公司百吨装置提供。
⑵ PAN原丝生产工艺采用湿法纺丝工艺。
⑶ 实验仪器:取向度,采用日本岛津公司XRD-6000型X射线衍射仪测定;原丝截面,采用美国OLYMPUSCX41型电子显微镜观测。
2 结果与讨论
在PAN原丝湿法纺丝生产中,其牵伸工序主要可分为凝固浴的负牵伸、沸水牵伸和蒸汽牵伸过程。牵伸过程中,纤维在应力和热效应的双重作用下,分子链沿着外力的方向排列起来而择优取向,分子之间的互相作用会大大增强,各种结构单元沿着纤维轴向聚集和重排,使纤维更多的分子链处于最佳应力状态[4~6]。为考察牵伸工艺对原丝产品性能的影响,在其它工艺条件不变的前提下,对PAN原丝在不同牵伸倍率的工艺条件下进行牵伸匹配试验对比,研究牵伸倍数对原丝取向度的影响(见图1)。
由图1可见,随着牵伸倍数的增加,PAN原丝的取向度升高。牵伸倍数从7增加到9时,其牵伸倍率增加对原丝取向度的正向变化显著;而当牵伸倍率>9.6 倍时,其牵伸倍率对原丝取向度的正向变化趋于平稳。且随着牵伸倍率的增加,原丝产品的断裂伸长率明显下降。这主要是由于牵伸倍率的增加使纤维分子链取向度提高,分子链得到伸展[7~8],而当牵伸倍数过大时(如图2),在牵伸部位会产生断丝和原丝大小不均现象,导致原丝的强度、线密度和直径均一性差。
生产试验表明,原丝生产过程中,牵伸倍率的增加能促使纤维大分子或链段等各种不同结构单元沿纤维轴规则排列,内部结构更加规整,提高了原丝的取向度;而由于纤维在各牵伸工序中,纤维玻璃化温度的差异,不合理的牵伸匹配工艺将导致纤维内部出现结构缺陷。如图2所示,原丝丝束截面在电镜图像中有小径丝现象,直接导致原丝产品性能指标均一性差,直观表现为原丝断裂强度、纤度及直径均一性差,不利于原丝的稳定生产和制备出高品质原丝。因此在原丝纺丝生产过程中要注重牵伸匹配的研究,精确合理的牵伸比例。
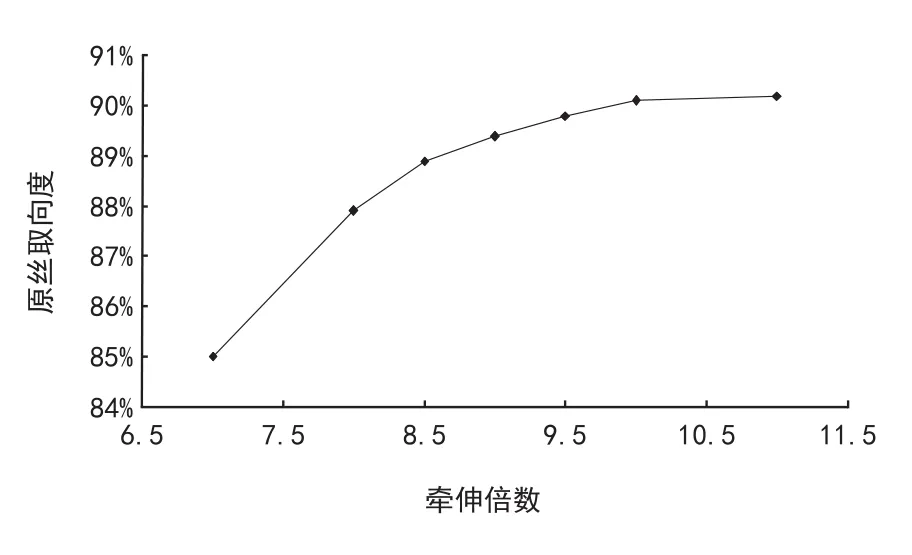
图1 牵伸倍数对原丝取向度的影响
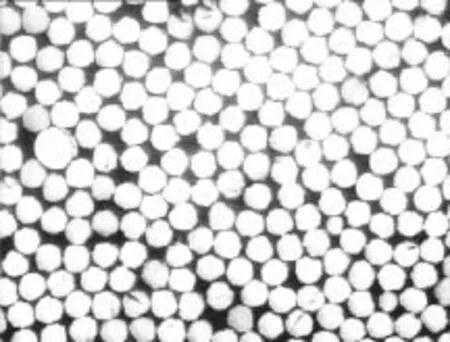
图2 牵伸原丝截面图像

表1 初生纤维负牵伸率试验对比
2.1 初生纤维的负牵伸率对原丝取向度的影响
在PAN原丝湿法纺丝生产过程中,纺丝液经计量泵加压从喷丝板喷出,初生纤维已有一定的取向。在其它工艺条件一定的情况下,针对不同负牵伸率的原丝工艺进行了试验对比(如表1)。不同工艺下的原丝截面见图3。
生产试验表明,负牵伸率过大,纤维易引起不规则形变;且由于达不到纤维的自然牵伸比以上,在纺丝过程中,初生纤维在离浴过程中出现下垂,直观表现为丝束间的粘连和缠辊现象,这对原丝的稳定生产和产品性能均有较大影响。
试验发现,负牵伸越低,初生纤维的凝固取向越好。如图4,随着初生纤维负牵伸率减小,原丝的取向度越高。这是由于凝固浴温度相对较低,低于纤维的玻璃化温度,凝固浴中初生纤维内部分子链的排列是随机的,仍呈现各向同性的无规则状态,此时取向很低。初生纤维的负牵伸率越低,对纤维丝条的牵伸力越大,在牵伸力的作用下,位于非晶区的链段能部分延轴向取向,且由于纤维内部水分子的作用,使分子间作用力大大减弱,易于牵伸取向;同时,对纤维的牵伸力越大,初生纤维纤度越细,包含的内部微孔也越少, 分子链的排列也越有序,越利于施加牵伸,取向程度也越高[9~11]。可见,较小的负牵伸率有利于后续牵伸过程中大分子链的再次取向过程;但由于初生纤维还是一种高度溶胀的凝胶体,分子间作用力小,容易变形,抗拉伸能力差,难以承受过大的牵伸力,如工艺4,直观表现断丝现象严重,且在工艺控制过程中,负牵伸率的控制还要考虑对原丝产品均一性的影响。
总之,初生纤维如婴儿般娇嫩,需以精确工艺对其倍加呵护。为提高原丝性能及生产稳定性,需要从源头上确保其凝固成形质量,过大或过小的负牵伸率都会造成初生纤维的结构缺陷,并会遗传到后续的工艺过程中进一步演变、扩大。研究表明,喷丝后的最佳负牵伸率一般控制在20%~40%。
2.2 水浴牵伸对原丝取向度的影响
在PAN原丝湿法纺丝生产中,纤维在水浴牵伸过程中受机械力、分子热运动及热水牵伸共同作用下对纤维进行牵伸,从而实现提高纤维取向度的目的。由于纤维玻璃化温度的限制,纤维在水浴牵伸过程中一般经历2~3 次牵伸实现。需通过精确调整牵伸温度、牵伸倍数及牵伸匹配等一系列工艺条件,实现对纤维品质的优化和生产的稳定性。
试验发现,在经历热水牵伸(1~2 倍)后,原丝几乎没有发生取向变化。其原因主要是初生纤维在凝固浴中为高度溶胀的凝胶体纤维形态,内部结构中的溶剂质量分数较高,由于高浓度溶剂的存在,使纤维在多段牵伸过程中,PAN大分子缠结网络在牵伸作用下产生相对滑移,导致了PAN大分子链和晶区不能沿着纤维轴向产生明显取向[12]。当热水牵伸倍数>2 倍时,纤维内部缺陷增多,直观表现在后部牵伸工序的断丝现象明显。

图3 不同工艺下原丝截面图
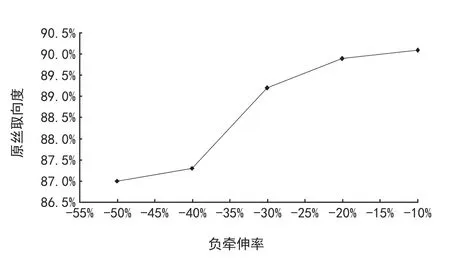
图4 初生纤维负牵伸率对原丝取向度的影响
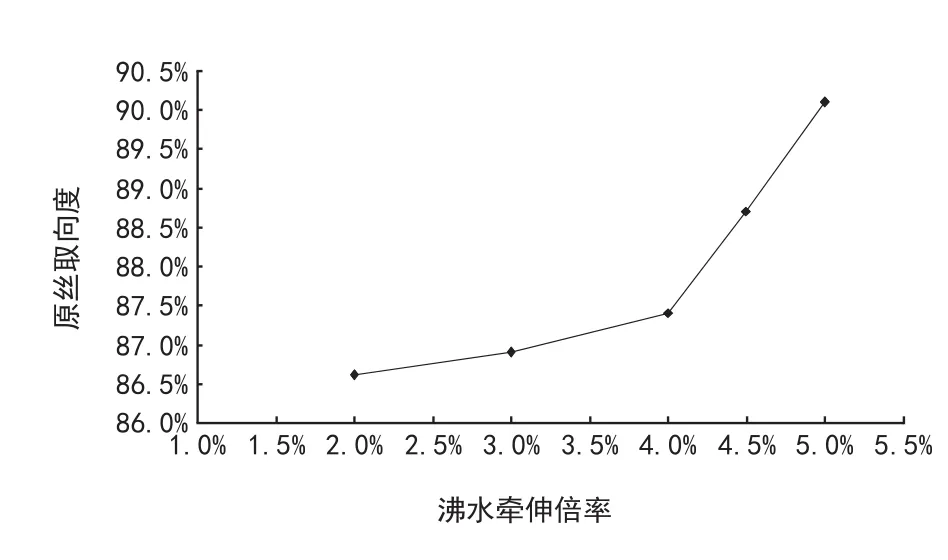
图5 沸水牵伸倍率对原丝取向度的影响
生产试验表明,在热水牵伸中,对纤维施以一定的牵伸,利于牵伸工艺的优化匹配,可改善纤维的后续可牵伸性,但在工艺条件允许的情况下,热水牵伸倍数不宜过高。
在沸水牵伸中提高牵伸倍数,纤维取向度明显增加(如图5)。随着沸水牵伸倍率的增加,原丝的取向度也逐渐变大。但当牵伸倍数>5 倍时,断丝现象明显。这是因为通过水浴预处理后,沸水浴中溶剂质量分数<0.001%,纤维中的溶剂质量分数很低(<0.1%);此外,由于纤维在沸水浴牵伸时,其牵伸温度达到了纤维的玻璃化温度,在牵伸力的作用下,使纤维大分子或链段沿纤维轴运动,大分子链沿纤维轴取向度变大,增加了分子间的氢键及其他类型的分子间力,纤维承受外加张力的分子链数目增加[12],从而使原丝内部结构规则排列,取向度增加。但不合理的牵伸会破坏纤维的内部结构,直观表现在后部牵伸工序的断丝现象明显。
生产试验表明,提高沸水牵伸倍数,原丝取向度增高,但由于水浴温度的限制,牵伸倍数过大,会破坏纤维的大分子结构,直观表现在牵伸工序断丝现象明显,影响原丝产品质量和生产稳定性。因此,需要根据工艺特点和设备性能合理匹配沸水牵伸工艺。研究结果表明,沸水牵伸一般控制在2~4 倍。
2.3 蒸汽牵伸对原丝取向度的影响
在PAN原丝湿法纺丝生产中,蒸汽牵伸是生产优质PAN原丝的关键。由于水浴温度的限制,水浴牵伸倍数不宜过高,因此,需在高温饱和蒸汽中对纤维进行高倍牵伸。干燥致密化后的纤维进入饱和蒸汽牵伸箱内,纤维处于高温饱和水蒸汽中,箱体内的压力和温度恒定,在高于纤维玻璃化温度下及水分子的作用下,对纤维进行高倍牵伸。
生产试验表明,当干燥致密化后的纤维进行蒸汽牵伸时,若蒸汽牵伸倍数过低,运行丝束松弛,容易被蒸汽流吹散或发生剧烈震动,这对原丝生产稳定性有较大影响,这主要是由于纤维在玻璃化温度下,纤维松弛度增加。逐渐增加纤维在蒸汽牵伸过程的牵伸倍率,可有效消除纤维发散或剧烈震动现象,且纤维的取向度随着牵伸倍率的增大显著提高(如图6)。
由图6可见,随着蒸汽牵伸箱牵伸倍数的增加,原丝的取向度逐渐增高,蒸汽牵伸倍数达到4.5 倍时,纤维取向度达到峰值90.7%,但此时纤维经牵伸后开始产生断丝现象;当蒸汽牵伸倍数达到5.0 倍时,纤维会出现大面积断丝,且已无法正常生产。其主要原因是丝束在高于其玻璃化温度下牵伸过程中,高压水蒸气中的高压和高温单个水分子向纤维内渗透起到塑化作用,使大分子链相对滑移和沿纤维轴向排列;牵伸应力促进了分子链的伸直和重排取向[13~14]。但过大的牵伸破坏了纤维的内部结构而出现断丝现象。
生产试验表明,蒸汽牵伸在一定牵伸范围内,随着纤维牵伸倍数的增加,原丝的取向度会显著提高,可制得高品质的原丝;但牵伸倍数过大,在纤维内部形成缺陷,会产生断丝现象,严重时可引起连锁反应,导致大面积断丝,最终影响原丝品质和生产稳定性。研究结果表明,蒸汽牵伸倍数一般控制在2~5 倍。

图6 蒸汽牵伸倍数对原丝取向度的影响
3 结语
通过牵伸匹配试验,考察了牵伸工艺与PAN原丝力学性能的关系,研究了牵伸工艺对PAN原丝产品及其生产稳定性的影响,制备了高品质原丝产品。生产实验表明,通过合理的牵伸匹配,可实现原丝均匀的可塑性牵伸,最终制得无毛丝、细纤度、高强度和高取向度的原丝。PAN原丝品质是制备高性能碳纤维产品的基础,更是我国碳纤维产业化进程的基石。深入研究其工艺控制过程与纤维内部结构和性能的关系意义重大。
[1]刘岳新, 徐梁华, 赵志娟, 等. 声速仪在PAN基碳纤维制备过程中的应用[J]. 纺织学报, 2005, 26(4): 7-9.
[2]Mill berg M E. A simplified cylindrical distribution function[J]. Appl Phys, 1962, (33): 1 766-1 769.
[3]贺福. 碳纤维及其应用技术[M]. 北京: 化学工业出版社, 2004.
[4]焦立平. 用X射线正交透射法测定碳纤维原丝的取向度[J]. 化工科技, 2005, 13(2): 46-48.
[5]杨旭俭, 何艳军. 中空皮芯复合纤维取向度和结晶度的测定[J]. 天津纺织科技, 2007, (1): 54-55.
[6]Xiao song Huang. Fabrication and properties of carbon fibers[J]. Materi-als, 2009, (2): 2 375-2 378.
[7]Keshav V. Datye. Spinning of PAN-fiber; PartIII; Wet spinning[J]. Synthetic Fibers, 1996, (4): 11-19.
[8]陈方泉. 二次拉伸对湿法PAN原丝结构性能的影响[J].合成纤维工业, 2003, 26(6): 4-7.
[9]姜立军. DMSO法PAN原丝湿法纺丝工艺研究[J]. 高科技纤维与应用, 2011, 36(3): 13-14.
[10]季保华, 王成国, 王凯. 湿法纺丝凝固负牵伸的研究[J].化工科技, 2006, 14(1): 1-4.
[11]贺福. 碳纤维及石墨纤维[M]. 北京: 化学工业出版社, 2010: 98-100.
[12]蔡小平. 聚丙烯腈基碳纤维生产技术[M]. 北京: 化学工业出版社, 2012.
[13]贾玉亭. PAN基碳纤维原丝产品均质性研究[J]. 高科技纤维与应用, 2014, 39(1): 48-51.
[14]贺福. 高性能碳纤维原丝与加压水蒸汽牵伸机[J]. 高科技纤维与应用, 2004, 29(4): 13-16.
Effect of degree of orientation on property of PAN carbon f ber and study on Production control
LIU Xiao-hu, JIA Yu-ting, XU Jin-feng, LIN Xue-sen
( Petrochina Jilin Petrochemical Company Carbon Fiber Factory, Jilin 132021 China )
This article resumes that from the spinning process of PAN factors affecting precursor products degree of orientation of the experimental study. Experiments show that reasonable matching of draft, PAN precursor can achieve uniform plasticity draft.
PAN precursor; matching; degree of orientation; production control
TQ342.31
A
1007-9815(2016)01-0054-05
定稿日期:2016-02-28
刘晓虎(1980-),男,吉林延吉人,工程师,从事碳纤维生产和科研工作,(电子信箱)jh_lxh@petrochina.com.cn。
