焊接顺序及热处理对T91/12Cr1MoV异质接头残余应力影响的数值分析
2016-12-06杨新宇巩建鸣
杨新宇,姜 勇,高 巍,巩建鸣,陈 虎
(1.南京工业大学机械与动力工程学院,江苏南京210009;2.扬子石化巴斯夫有限责任公司,江苏南京210048;3.宁波特种设备检验研究院,浙江宁波315020)
焊接顺序及热处理对T91/12Cr1MoV异质接头残余应力影响的数值分析
杨新宇1,姜勇1,高巍2,巩建鸣1,陈虎3
(1.南京工业大学机械与动力工程学院,江苏南京210009;2.扬子石化巴斯夫有限责任公司,江苏南京210048;3.宁波特种设备检验研究院,浙江宁波315020)
利用ABAQUS有限元软件,对T91/12Cr1MoV钢管道多层多道焊异质接头进行焊接残余应力有限元模拟,分析焊后热处理和两种焊接顺序对接头内残余应力的影响。结果表明,焊接接头在外壁T91侧热影响区存在最高轴向和环向拉应力。焊接各层焊道时,对比从12Cr1MoV侧向T91侧与从T91侧向12Cr1MoV侧依次焊接各焊道所获得的残余应力,后者所获得的残余应力较低,特别是在管道的外壁处尤为显著。热处理后管道焊接残余应力有所降低,但在T91侧热影响区仍存在较大的残余应力。
主蒸汽管线;异质接头;焊接残余应力;热处理;焊接顺序;T91钢
0 前言
出于经济性考虑,火力发电的临界、超(超)临界机组部件在不同温度段使用不同的钢种,如过热器、再热器和主蒸汽管道在高温段使用马氏体耐热钢T91[1-2],而在低温段使用珠光体耐热钢12Cr1MoV,因此我国在电站机组中存在大量的T91/12Cr1MoV异质焊接接头[1]。对于异质接头,由于两种钢在化学成分、组织结构、机械性能及热物理性能上有较大差异,导致接头内通常存在较高的焊接残余应力[3-5],焊接残余应力引起异质接头发生失效的现象常见报道[6]。焊后热处理是降低焊接残余应力的有效方法,部分研究[3,7-8]表明,焊后热处理可有效降低异质接头的焊接残余应力,但同样考虑到异质接头两侧钢种在性能上特别是屈服强度及线膨胀系数存在较大差异,热处理对异质接头残余应力的消除效果必然不如对同质接头的消除效果明显[9],因此对焊后热处理降低异质接头残余应力的效果尚需进一步研究与探讨[10]。
此外,考虑到异质接头两相异钢种性能不匹配,在多层多道焊时若采用不同的焊接顺序,会引起两侧母材在整个焊接过程中经历不同的热循环状况,从而产生不同的焊接残余应力。因此,基于ABAQUS软件,模拟采用两种焊接顺序的T91/12Cr1MoV低匹配管道焊接异质接头的残余应力,分析回火热处理对接头内残余应力水平及其分布的影响,以期为控制异质接头焊接残余应力提供参考。
1 有限元模拟
1.1接头几何建模及焊接工艺
管道异质接头的几何尺寸和焊缝坡口示意如图1所示。管道母材为T91钢和12Cr1MoV钢,焊材为AWS A5.28 ER90S-B3 GTR-2CM焊丝,材料化学成分见表1。GTR-2CM主要成分是2.5Cr1Mo,620MPa级耐热钢用氩弧焊丝,其电弧稳定、成形美观、熔敷金属的机械性能稳定,常用于高温高压管道、合成化工机械和石油裂化设备的焊接中。焊缝坡口为V形坡口,采用钨极氩弧焊,共分6层16道焊成(打底焊计为第1道焊),焊接工艺参数见表2。焊前预热温度150℃,控制层间温度250℃~300℃[1],焊后进行770℃保温1.5 h的回火焊后热处理(PWHT),热处理升温速度140℃/h,降温速度130℃/h,出炉温度小于130℃。
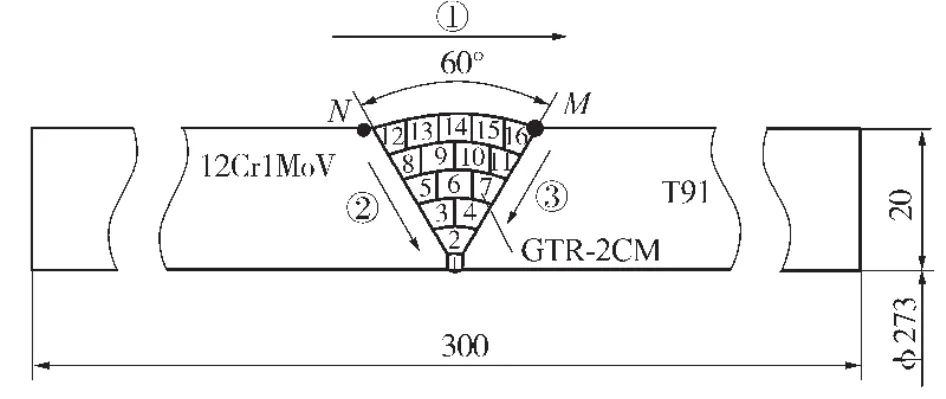
图1 焊接接头示意Fig.1Sketch of welded joint

表1 母材及焊材的化学成分Tab.1 Chemical compositions of base metal and wire%
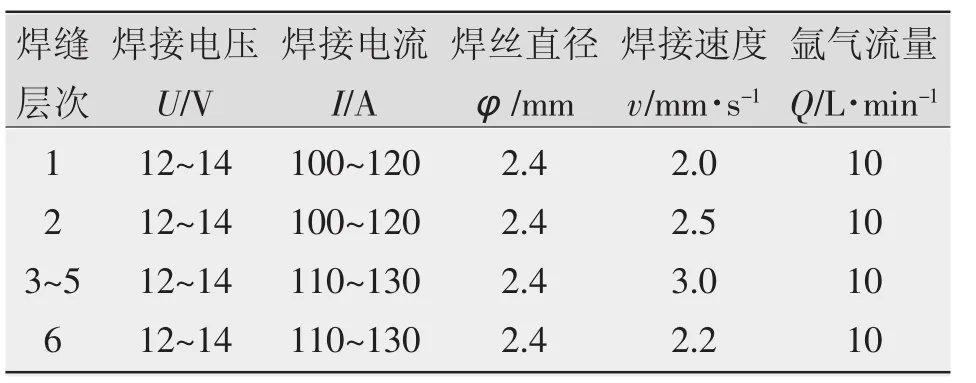
表2 焊接工艺参数Tab.2Welding parameter
建立管道轴对称焊接有限元模型,模型网格划分如图2所示,焊缝及热影响区的网格较为密集,远离该区域较为稀疏。

图2 网格划分Fig.2Meshing of the model
对如图1所示的16道焊道,分两种焊接顺序进行焊接过程模拟,顺序A为对每层焊道焊接时从12Cr1MoV侧向T91侧依次焊接各焊道,即1→2→3→4→5→6→7→8→9→10→11→12→13→14→15→16;顺序B与A相反,从T91侧向12Cr1MoV侧依次焊接各焊道,即1→2→4→3→7→6→5→11→10→ 9→8→16→15→14→13→12,焊后分析和比较两种焊接顺序情况下及热处理前后的接头内焊接残余应力水平和分布。
1.2有限元分析思路
基于ABAQUS有限元软件,开发顺序耦合的焊接残余应力计算程序,并利用“单元生死技术”模拟焊缝金属的形成过程和焊接热源载荷的输入。计算时首先进行焊接温度场和热处理温度场的分析,将所得的各节点温度输出到结果文件作为力分析的预定义场,然后在力分析中先从温度预定义场中读取各节点温度,进行插值计算进而得到残余应力场。计算中温度场计算采用DCAX4单元,应力场计算采用CAX4单元,温度场分析和力分析使用同样的单元和节点。
1.3材料性能参数
母材和焊材的机械性能、热物理性能与温度相关,具体性能参数如图3所示[11]。此外假定各材料性能在温度高于1 500℃后保持不变[12]。
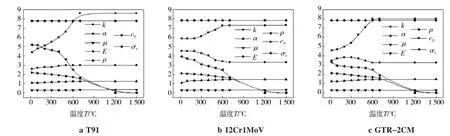
cp—比热容(单位:102J/(℃·kg));k—热导率(单位:10W·m/℃);α—线膨胀系数(单位:10-5/℃);μ—泊松比;σs—屈服强度(单位:102MPa);ρ—密度(单位:103kg·m-3);E—弹性模量(单位:102GPa)。图3 材料参数Fig.3Material properties of the steels
1.4焊接热源与边界条件
焊接热源采用内生热源模型,内生热率等于电弧有效功率除以所作用单元的体积,热流密度为

式中q为电弧效率,取0.68;U为电压;I为电流;S为焊缝截面积;v为焊接速度。
温度场计算中,模型初始温度为20℃,外表面为辐射和对流边界条件,辐射发射率取0.85,对流系数取10W/(m2·K),不考虑不同材料对流系数和辐射发射率的差异及温度变化对它们的影响。应力场计算中,在远离焊缝的端部限制模型3个方向的位移,保证模型不发生刚性移动。
1.5有限元计算程序的有效性
文献[4]已验证了上述有限元程序的可靠性,结果表明上述建立的焊接残余应力有限元模型用于计算管道焊接残余应力有一定的有效性。
2 结果和讨论
模拟结果显示管道在外壁附近的残余应力较高,且轴向和环向应力远远高于沿壁厚方向的径向应力,在此针对管道的轴向和环向应力进行讨论。
沿管道外壁垂直于焊缝中心线方向、T91侧热影响区和12Cr1MoV侧热影响区沿熔合线方向三条路径(即图1中的①②③方向)的轴向和环向应力在热处理前后的分布如图4所示。
由图4a和图4b可知,在热处理前即焊态,采用顺序A焊接时:管道在外壁T91侧和12Cr1MoV侧热影响区的熔合线附近均存在较高的轴向和环向残余应力,其中T91侧的应力显著大于12Cr1MoV侧;T91侧的最大轴向和环向应力分别达到417MPa和520 MPa,12Cr1MoV侧的最大轴向和环向应力分别达到279MPa和373MPa;在外壁的焊缝区域,轴向应力较为复杂,在靠近12Cr1MoV侧为拉应力,靠近T91侧为压应力,环向应力在焊缝区域为拉应力。分析图3可知,T91钢与焊材GTR-2CM的性能特别是屈服强度和线膨胀系数差异很大(T91屈服强度462~470MPa,线膨胀系数1.15×10-5~1.17×10-5/℃;GTR-2CM屈服强度为278~283MPa,线膨胀系数1.34× 10-5~1.36×10-5/℃);而12Cr1MoV钢与焊材性能差异较小(12Cr1MoV屈服强度308~332 MPa,线膨胀系数为1.34×10-5~1.35×10-5/℃)。因此在焊接过程中T91母材和焊材之间的变形必然不匹配,导致了T91侧的应力明显较高且高于12Cr1MoV侧。采用顺序B焊接时:管道在外壁T91侧熔合线附近存在较高轴向和环向应力,这与顺序A焊接在T91侧获得的情况一致,但数值较低,最大轴向和环向应力分别为311 MPa和485 MPa,比顺序A时的最大轴向和环向应力分别低25%和7%;在12Cr1MoV侧的熔合线附近,轴向应力为压应力,环向应力也较低,这与顺序A焊接时的情况显著不同;在焊缝中部,轴向应力存在一个拉应力区,最大为228 MPa。
由图4c、图4d可知,沿T91侧熔合线方向,采用顺序A焊接时,轴向应力在外壁和内壁处均较高,其中外壁处最高;环向应力在第5和6焊层的交界附近最高,外壁处次之。采用顺序B焊接时,轴向和环向应力的分布与顺序A时的分布相似,但数值相对也较低,特别是在外壁处的轴向应力,明显较低。由图4e、图4f可知,沿12Cr1MoV侧熔合线:采用顺序A焊接时,轴向和环向应力均在外壁处最高;采用顺序B焊接时,在管道外壁和内壁附近,轴向和环向应力均显著低于采用顺序A焊接时的应力,且轴向应力在外壁附近为压应力。

图4 残余应力沿管道外壁、T91侧和12Cr1MoV侧熔合线方向(路径①②和③)的分布Fig.4Distributions of residual stresses along outer surface,meld lines of T91 and 12Cr1MoV
通过以上分析可知,采用顺序B焊接获得的残余应力在整体上低于采用顺序A时获得的应力,特别是在管道外壁处更为明显。这是因为采用顺序B焊接时,每层(特别是第6层)从T91侧焊起,后续焊道金属尚未加入,因此T91侧焊道及其热影响区受到的约束较小,而后续焊道的热输入对T91侧焊道及其热影响区又具有热处理效应,因此最终导致顺序B获得的残余应力较低。
热处理后,除了采用顺序B焊接时管壁中部及靠近内壁区域的轴向和环向应力有所增加外,其他区域的轴向和环向应力在热处理后均降低,特别是外壁处降低较为明显,这表明焊后热处理可降低异质接头的残余应力。
进一步分析热处理前后管道外壁附近的应力可知,无论采用顺序A还是顺序B,热处理对T91侧热影响区的应力降低作用均不如对12Cr1MoV侧明显。如采用顺序A焊接时,T91侧热影响区最大应力由热处理前的416 MPa降到332 MPa,降幅20%,而12Cr1MoV侧热影响区由热处理前的279 MPa降到167 MPa,降幅40%。由图5可见,在热处理前两点处应力为拉应力(顺序A焊接时外壁T91侧和12Cr1MoV侧熔合线附近两点分别记为M和N,见图1),随着热处理加热温度的升高,两点的应力均降低,这是因为温度升高,材料屈服强度降低,产生的塑性变形使残余应力得以释放[13]。而在热处理降温阶段,N点应力略有升高再降低然后保持不变,但M点应力迅速升高,最终该点应力又回升到了很高水平。这是因为T91钢与焊材的屈服强度、线膨胀系数等存在较大差异,在热处理降温阶段,两材料的变形依然存在不匹配,必然又产生热应力,使T91侧应力在降温过程中又回升到较高水平。在此应力水平下只能勉强满足工艺要求,而12Cr1MoV钢和焊材性能相近,热处理降温不会引起较大热应力。
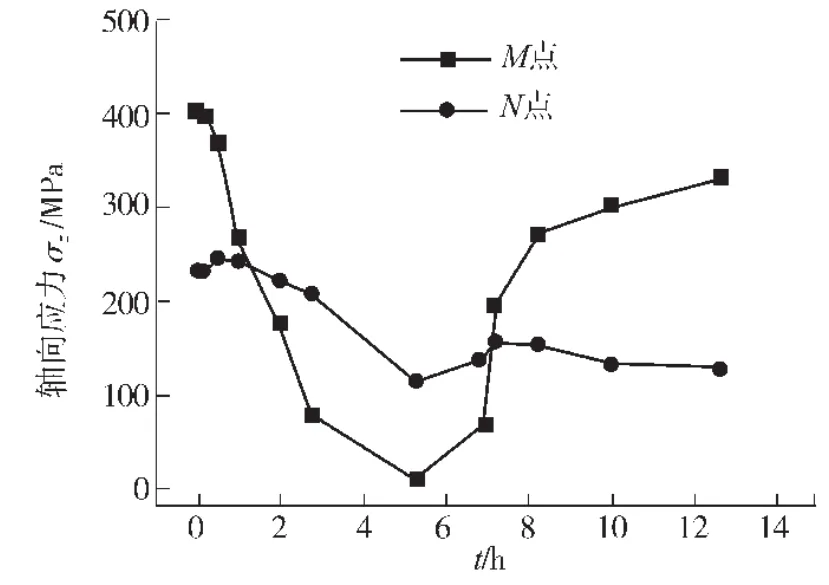
图5 残余应力在热处理过程中的变化Fig.5Residual stress evolution during PWHT
由于T91侧熔合线两侧存在悬殊的成分差别,促使碳元素在焊后热处理中不断地从低合金侧(焊材)向高合金侧(T91钢)迁移,使T91侧增碳形成增碳层,焊材侧脱碳形成脱碳层。在高温工况下,随着服役时间的延长,T91/12Cr1MoV异种钢焊接接头往往容易沿T91侧熔合线发生脆性断裂。
由以上分析可知,虽然焊后热处理可降低接头的焊接残余应力,但由于T91钢与焊材的性能、成分上的不匹配,导致了热处理后T91熔合线处仍存在较高水平的残余应力,此应力需予以重视。
3 结论
(1)T91/12Cr1MoV管道低匹配多层多道焊异质接头,焊后在外壁T91侧熔合线附近的残余应力较大。焊接各层时,采用从T91侧向12Cr1MoV侧依次焊接各焊道获得的残余应力明显比从12Cr1MoV侧向T91侧依次焊接各焊道所获得的残余应力低,特别是在管道的外壁处。
(2)热处理可以降低接头的焊接残余应力,但由于T91钢和焊材的性能不匹配,热处理后T91侧仍会存在较大的残余应力,在进行管道缺陷评定和寿命预测时应当予以考虑。
[1]郑楷,赵大军,张雪莲,等.超(超)临界火电机组SA335P91钢与12Cr1MoV钢焊接性能[J].焊接学报,2012,33(8):77-80.
[2]朱宝田,周荣灿.进一步提高超超临界机组蒸汽参数应注意的问题[J].中国电机工程学报,2009,29(增刊):95-100.
[3]Joseph A,Rai S K,Jayakumar T,et al.Evaluation of residual stresses in dissimilar weld joints[J].International Journal of Pressure Vessels and Piping,2005,82(9):700-705.
[4]Gao W,Jiang Y,Gong J,et al.Numerical Simulation and Analysis of Welding Residual Stress in T91/12Cr1MoV DissimilarWeldedJoint[J].Proceedingsof the CSEE,2012(26):018.
[5]Sedek P,Brozda J,Wang L,et al.Residual stress relief in MAG welded joints of dissimilar steels[J].International Journal of Pressure Vessels and Piping,2003,80(10):705-713.
[6]Zhao L,Liang J,Zhong Q,et al.Numerical simulation on the effect of welding parameters on welding residual stresses in T92/S30432dissimilarweldedpipe[J].AdvancesinEngineering Software,2014(68):70-79.
[7]Yaghi A H,Hyde T H,Becker A A,et al.Finite element simulation of welded P91 steel pipe undergoing post-weld heat treatment[J].Science and Technology of Welding and Joining,2011,16(3):232-238.
[8]Deng D,Ogawa K,Kiyoshima S,et al.Prediction of residual stresses in a dissimilar metal welded pipe with considering cladding,buttering and post weld heat treatment[J].Computational materials science,2009,47(2):398-408.
[9]Dodge M F.Theeffectofheattreatment on the embrittlement of dissimilarweldedjoints[D].Leicester:UniversityofLeicester,2014.
[10]Chen B,SkourasA,Wang Y Q,et al.Insituneutrondiffraction measurement of residual stress relaxation in a welded steel pipe duringheattreatment[J].MaterialsScienceandEngineering:A,2014(590):374-383.
[11]潘家祯.压力容器材料实用手册-碳钢及合金钢[M].北京:化学工业出版社,2000:356-362.
[12]Cao Z,Dong P,Brust F.Fast thermal solution procedure for analyzing3Dmulti-passweldedstructure[J].WeldingResearch Council Bulletin,2000,55(455):12-21.
[13]蒋文春,王炳英,巩建鸣.焊接残余应力在热处理过程中的演变[J].焊接学报,2011,32(4):45-48.
Numerical analysis on effects of welding sequence and heat treatment on residual stress in T91/12Cr1MoV dissimilar welded joint
YANG Xinyu1,JIANG Yong1,GAO Wei2,GONG Jianming1,CHEN Hu3
(1.College of Mechanical and Power Engineering,Nanjing Tech.University,Nanjing 210009,China;2.BASF-YPC Company Ltd.,Nanjing 210048,China;3.Ningbo Special Equipment Inspection Center,Ningbo 315020,China)
By using finite element program ABAQUS,residual stress in a multi-layer multi-pass welded T91/12Cr1MoV dissimilar joint were simulated.The effects of post-weld heat treatment(PWHT)and two welding sequences on the stress were analyzed.The resul ts showed that as-weld peak axial and hoop tensile stresses were generated in heat affect zone of T91 base metal.If the passes of each layer in the weld was welded one by one from T91 side to 12Cr1MoV side rather than from 12Cr1MoV side to T91 side,lower residual stress would be obtained in the joint,especially near the outer surface of the tube.After PWHT,residual stress in the joint decreased,but the stress in the heat treatment zone of T91 was still at a high level.
main steam pipelines;dissimilar joint;welding residual stress;heat treatment;welding sequence;T91 steel
TG404
A
1001-2303(2016)04-0017-05
10.7512/j.issn.1001-2303.2016.04.04
2015-07-04;
2015-08-29
宁波市自然科学基金项目(2009A610023)
杨新宇(1991—),男,江苏如皋人,在读硕士,主要从事高温结构完整性的研究工作。
