TP347不锈钢焊后稳定化热处理工艺
2016-12-06王庆晖田波清
王庆晖,田波清
(中国石油天然气第一建设公司,河南洛阳471023)
TP347不锈钢焊后稳定化热处理工艺
王庆晖,田波清
(中国石油天然气第一建设公司,河南洛阳471023)
为防止TP347材料焊缝晶界贫铬现象发生,要求对焊接接头进行稳定化热处理。在相同焊接工艺条件下,对TP347不锈钢管材焊接接头采用不同的稳定化热处理工艺,并取样进行力学性能试验和晶间腐蚀性能试验。对比分析实验结果,探讨不同工艺条件下各项试验指标的优劣,对适用于TP347不锈钢焊后稳定化热处理工艺提出指导性建议。
TP347;不锈钢;稳定化热处理
0 前言
TP347材料具有良好的高温耐氧化、耐磨、耐蚀和热稳定性,而被广泛应用于电力、石化等行业。为防止晶界贫铬,保证焊接接头具有良好的抗腐蚀,降低焊缝残余焊接应力水平,施工规范和设计文件常要求对焊接接头进行稳定化热处理。
施工工作中通常涉及的稳定化热处理工艺要求有以下三种:
(1)热处理加热温度在300℃以下,不控制加热速度;300℃以上时,不得超过5 000℃/T(T为母材厚度),且不大于220℃/h,不低于50℃/h,温度升至850℃~900℃,根据管道壁厚恒温1~4h,然后空冷[1]。
(2)设计文件规定,热处理加热温度在300℃以下时,适当控制升温速度;加热温度在300℃以上时,以100~200℃/h升温速度升至900℃±25℃,恒温时间不少于1 h,再以100~200℃/h的冷却速度降至300℃,300℃以下自然冷却。
(3)设计文件规定,管道设计温度350℃以上含有稳定化元素的不锈钢TP347、TP321等焊后需要进行稳定化热处理,稳定化温度875℃~900℃,25~50 mm壁厚保温2 h以上,空冷。
但是,施工过程中TP347材质管道焊缝经过稳定化热处理后,部分焊缝出现裂纹,且随着壁厚的增加,裂纹程度越严重。如何选择及执行该材料的焊后稳定化热处理工艺给技术人员带来困难。在此从实验入手,探讨不同焊后稳定化热处理工艺对焊接接头力学性能及抗晶间腐蚀能力的影响,为焊后稳定化热处理工艺的选择实施提供帮助。
1 材料特性分析
TP347为ASME标准牌号,在ASMEⅨ中归类为P-No.8,相当于我国06Cr18Ni11Nb,具有良好的耐高温、耐腐蚀性能,该材质基于304不锈钢添加稳定化元素Nb,是一种含铌奥氏体不锈钢。文献[2]显示,含钛或含铌的奥氏体不锈钢在经过稳定化热处理时,可在Cr23C6形成前优先形成钛或铌的碳化物,即使再经过易析出Cr23C6的敏化温度区间(850℃~ 450℃)时也不会沿晶界大量析出Cr23C6,从而提高材料的抗晶间腐蚀能力,降低晶间腐蚀的可能性。
2 焊接工艺及焊后稳定化热处理工艺实验
实验选用相同炉批号、同规格TP347管材进行焊接实验,规格φ406.4 mm×40.49 mm。选用涂层焊丝TGF347进行底层焊接,CHS137R焊条填充、盖面,焊接工艺参数如表1所示,三种稳定化焊后工艺参数如表2所示。
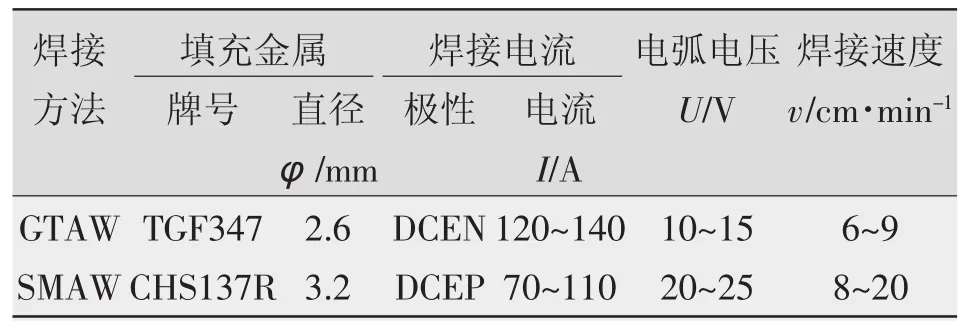
表1 焊接工艺参数

表2 TP347奥氏体不锈钢焊后稳定化热处理工艺
3 试验结果及分析
对三种工艺的试件依据NB/T47014-2011《承压设备焊接工艺评定》进行拉伸、弯曲实验,依据G B/T 4334-2008《不锈钢晶间腐蚀实验方法E法》进行晶间腐蚀实验,三种焊后稳定化热处理工艺试样的试验数据均符合标准及设计要求。同时进行金相检测对比分析,均未发现碳化物。
拉伸实验结果见表3、弯曲实验结果见表4,晶间腐蚀试验和微观金相测试如图1~图3所示。
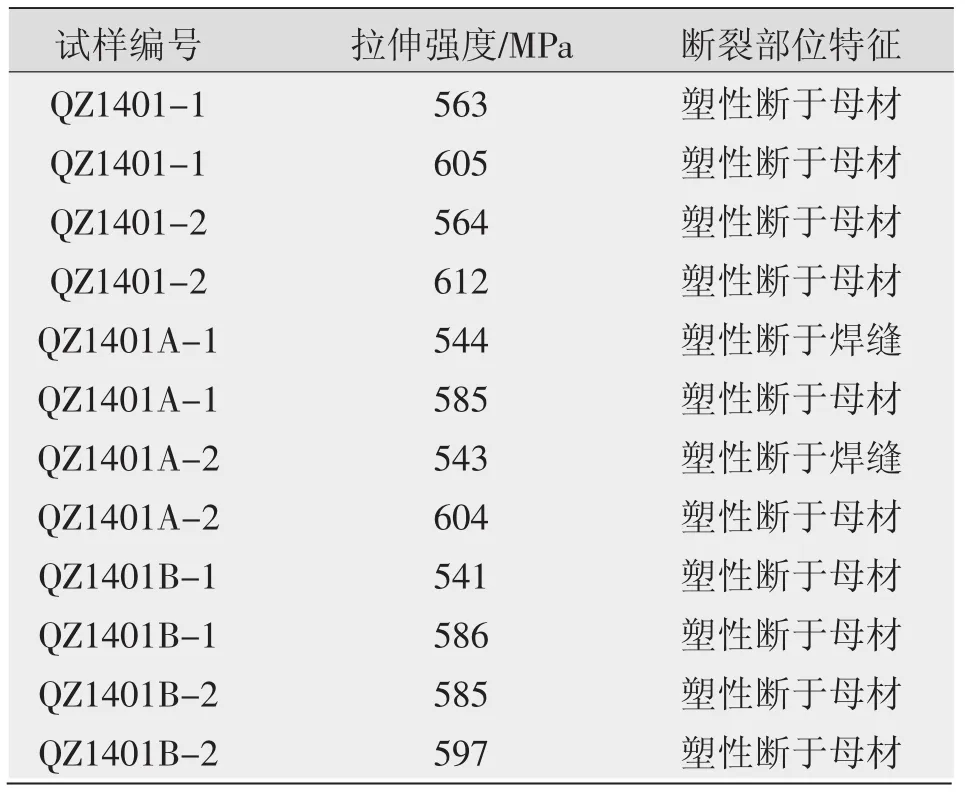
表3 拉伸试验
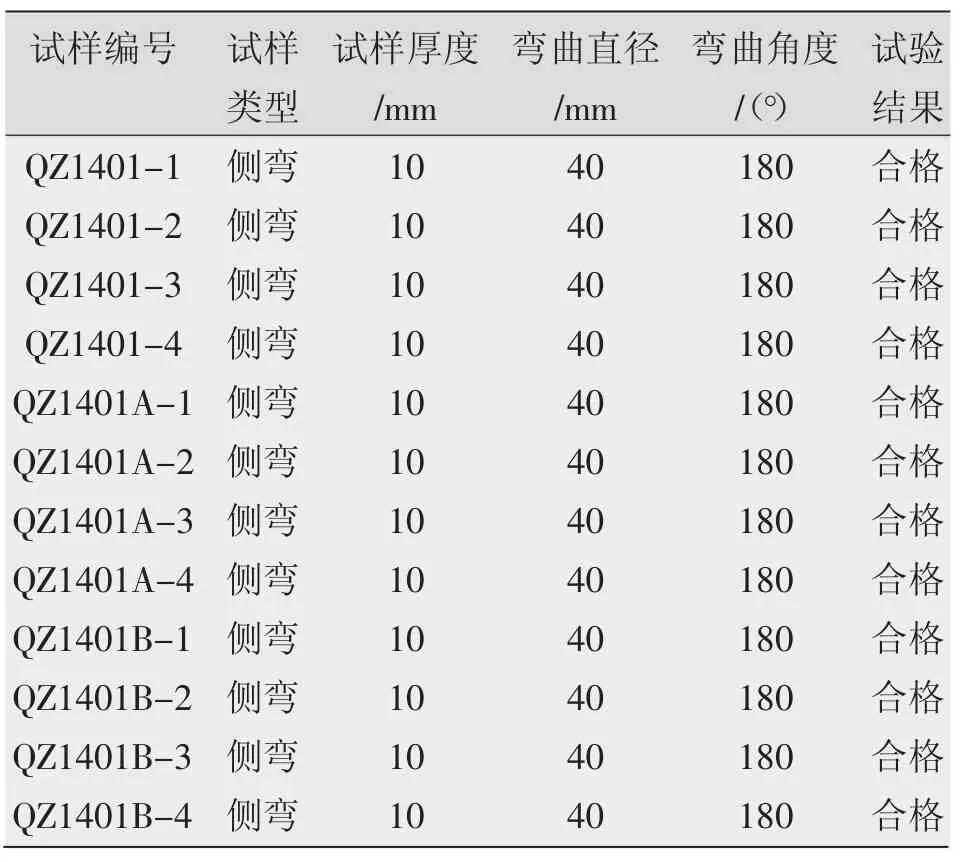
表4 弯曲试验
通过力学性能试验、晶间腐蚀试验及微观金相测试结果分析,三组结果均为合格,但不尽相同,主要体现在:
(1)未进行稳定化热处理的试样,其力学性能结果为焊接接头抗拉强度高于经过稳定化热处理的两组试样。(2)两种稳定化热处理工艺和不进行热处理,晶间腐蚀试验均合格。(3)三组试样金相组织显示,QZ1401、QZ1401A和QZ1401B焊缝金相组织均为树枝状奥氏体+δ铁素体,未发现碳化物。
4 应用及结论
中化某装置蜡油加氢裂化装置的TP347管道焊缝,根据管道壁厚34mm(含34mm)以上及34mm以下管道分别采用工艺1和工艺2,解决了厚壁TP347管道焊缝热处理后开裂难题,装置运行至今一年多,尚未出现问题,证明了工艺的可行性,采用焊后稳定化热处理工艺可为类似工程项目提供借鉴依据。
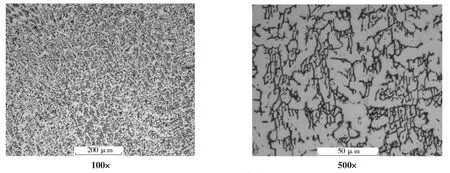
图1 QZ1401焊缝金相组织
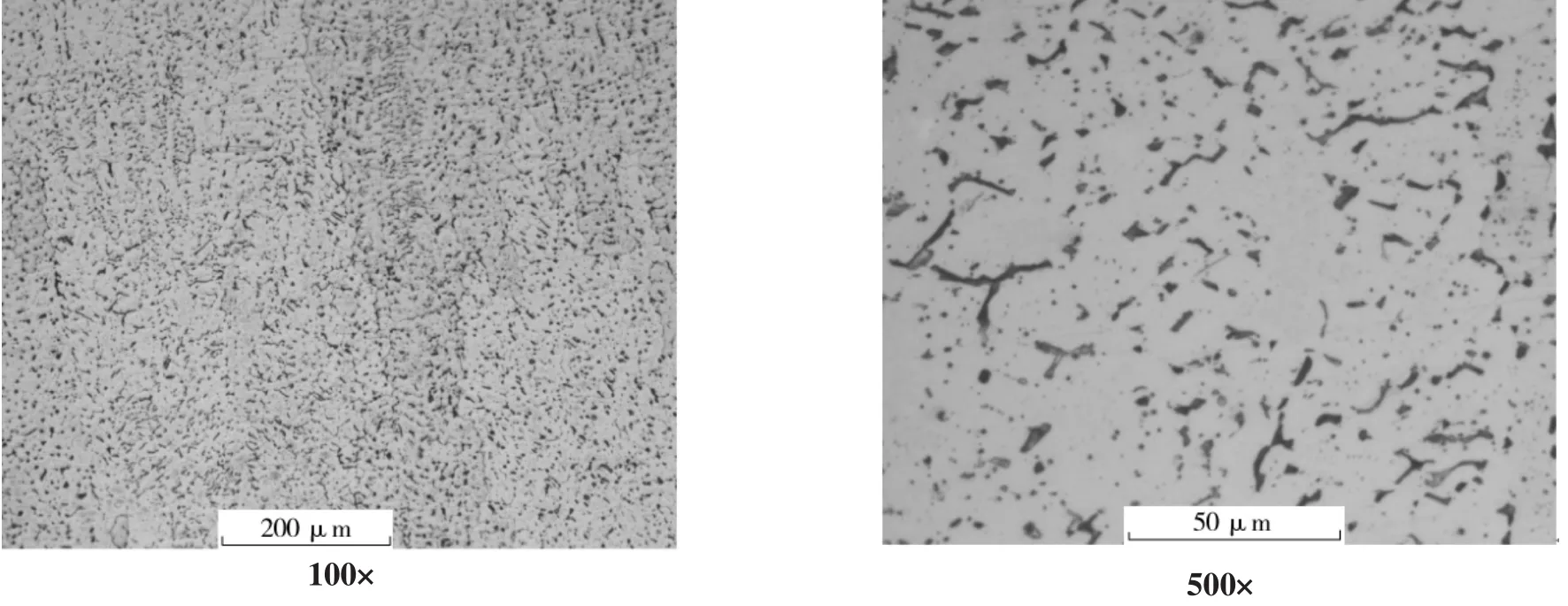
图2 QZ1401A焊缝金相组织
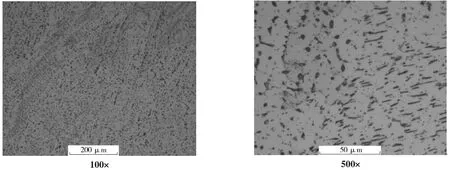
图3 QZ1401B焊缝金相组织
由试验结果可知,稳定型奥氏体不锈钢TP347焊后采用常用稳定化热处理工艺或不进行热处理,焊缝接头均能满足材料的性能要求,未进行焊后稳定化热处理的焊缝组织力学性能更优。设计、业主单位和施工单位可根据材料的应用性能和施工效率、施工成本等多方面的实际要求综合考虑,确定TP347钢的焊后热处理工艺。
[1]SH/T3523-2009.石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程[S].
[2]崔克清.安全工程大辞典[M].北京:化学工业出版社,1995.
Post weld stabilization heat treatment process of stainless steel TP347
WANG Qinghui,TIAN Boqing
(China Petroleum First Construction Corporation,Luoyang 471023,China)
In order to avoid the phenomenon of grain boundary chromium depletion in weld metal of stainless steel TP347,often give a stabilization heat treatment to those welded joints.In this article,under the condition of the same welding process,adopt different stabilization heat treatment process to these welded joints of stainless steel TP347,and take coupons from these welded joints for mechanical properties test and intergranular corrosion test.Analyze the results of comparative tests under the different stabilization heat treatment processes,then give advice for stabilization heat treatment which suitable for stainless steel TP347.
TP347;stainless steel;stabilizing heat treatment
TG441.8
B
1001-2303(2016)04-0118-03
10.7512/j.issn.1001-2303.2016.04.25
2015-12-30
王庆晖(1970—),男,河南宜阳人,高级工程师,学士,主要从事焊接技术管理工作。
