焊接模拟机在铝合金焊工培训中的应用
2016-12-06张永杰程石来
张永杰,张 健,程石来
(青岛四方庞巴迪铁路运输设备有限公司,山东青岛266111)
焊接模拟机在铝合金焊工培训中的应用
张永杰,张健,程石来
(青岛四方庞巴迪铁路运输设备有限公司,山东青岛266111)
中国高铁的快速发展使得越来越多铁路企业特别是国内四大主机厂对焊工尤其是铝焊工的需求量越来越大,而铝焊工的培训周期长、成本高。为了减少培训周期,降低培训成本,青岛四方庞巴迪铁路运输设备有限公司于2009年底从德国购买了四套计算机控制焊接培训系统——Welding trainer,用于对新铝焊工的培训。Welding trainer在公司内五年的应用不但提高了焊工培训质量,降低培训周期,还为企业节省了大量的人力财力,创造了经济效益及社会效益。
铁路企业;焊接模拟机;Welding trainer;铝焊工培训
0 前言
近年来我国高速铁路发展迅速,为减轻自重,高速列车大量采用铝合金车体[1],这使得越来越多的铁路企业特别是四大主机厂需要大量的铝焊工。由于铝合金的特点导致它的焊接与碳钢焊接存在很大区别,焊接操作困难[2],因而铝合金新焊工的培训成本高,周期长。为降低培训成本,青岛四方庞巴迪铁路运输设备有限公司(以下简称BST公司)决定采用计算机控制焊接模拟系统对公司内的铝合金新焊工进行初步培训,初步培训完成后再进行传统实做培训及焊工考试。国内也有一些科研单位及企业对虚拟焊接仿真领域进行了研究[3-4],但都尚处于起步阶段。经过调研,最终BST公司从德国购买了4套Welding trainer的焊接模拟系统应用于公司内的铝焊工初步培训。
1 Welding trainer
Welding trainer是德国焊接教育与培训研究所国际有限公司(哈勒)开发的焊接模拟器,是专门用于焊工培训的仿真系统,该产品在国外已投入使用数年。
1.1Welding trainer硬件
Welding trainer硬件上由三部分组成,分别是框架系统、焊接系统及测量控制系统,如图1所示。

图1 Welding trainer硬件结构Fig.1Structure of welding trainer
框架系统主要是一个带有四个轮子可以移动的框架,所有的硬件如计算机及打印机、焊接试板夹持工装、摄像头等都放置在框架上。
焊接系统包括焊接电源、焊枪、焊帽、焊接气体、焊接弧光防护屏、焊接试板夹持工装等都放置在框架上,并通过数据线与测量控制系统保持数据通信。
测量控制系统是Welding trainer的核心,包括激光摄像头、测量及控制集成单元、配置触摸屏的计算机、打印机及通讯线缆等。焊接操作时所有硬件设备产生的信息都会被输入此测量控制系统中并被处理成最终需要的结果。
1.2Welding trainer软件
Welding trainer软件分为理论培训模块及实做培训模块。
理论培训模块内是一个试题库,操作者可以选择其中的某一页进行试题练习,如图2所示[5]。
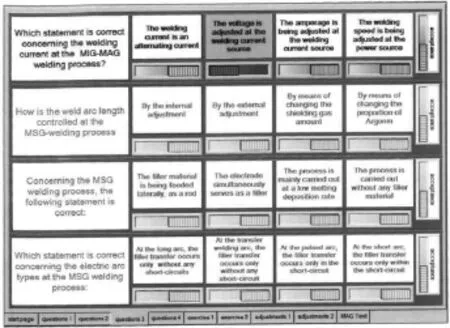
图2 理论试题Fig.2Theory test
实做培训模块是一个设备设置与统计记录模块。在进行焊接操作之前,首先需要设置参数,如焊接时间、焊枪前倾角、焊接电流、焊接电压等。焊接培训教师首先进行示范,操作者焊接完成后系统会自动对比数据,并以对比图例或者统计表格的形式给出结果,供操作者及培训教师分析使用,如图3所示。

图3 对比图例Fig.3Comparison sketch
2 Welding trainer培训应用
焊接质量的好坏从根本上取决于焊工的焊接技能。对于铝焊工来说,要具备这种技能需要大量的练习。就常用的铝合金TIG焊及MIG焊而言,这种能力就是对焊枪的操作能力。传统培训时,按照ISO9606-2标准[7]焊工要进行大量的练习以精通这种焊枪操作能力,这些练习需要大量的原材料及时间。采用Welding trainer对铝合金焊工进行初步培训,能有效减少原材料的使用并缩短培训时间,且培训效果远优于传统培训效果。
2.1焊枪操作能力培训
2.1.1弧长控制能力
弧长是反映焊接参数的一个重要控制对象,弧长稳定,则电流电压稳定。针对不同板厚铝合金、不同焊接位置条件下的操作,焊工需要操作焊枪使弧长保持相对稳定。为达到此目的,在Welding trainer中设置弧长最大值和最小值,一旦焊工在焊接操作过程中出现弧长超过规定的最大/最小值,焊工所戴焊接头盔(见图4)便会发出声光信号,提示焊工弧长改变值超出设定值。

图4 Welding trainer配置的焊接头盔Fig.4Helmet of welding trainer

图5 系统统计数据Fig.5Statistic data
焊工可根据报警提示来控制弧长在设定范围内。同时一个周期完成后可从系统中打印出如图5所示培训数据,包括弧长实时值及系统出现报警的次数等,以反映焊工的弧长控制能力,同时焊工自己也能够通过查看本次的练习数据有目的地进行改进提高。
2.1.2焊枪角度控制能力
铝焊工进行运枪时,根据焊缝形式的不同,焊枪与工件间的角度需要保持在一定的合理范围内,角度过大或者过小都会导致焊接质量出现问题。培训开始之前,需要设置此角度值。铝焊工在操作时,系统记录实时角度值,并打印出结果供操作者及培训培训教师分析使用,如图6所示。

图6 焊接角度系统记录值Fig.6Record of welding angle
2.1.3焊接速度控制能力
对于铝焊工特别是初学者来说,控制焊接速度直接关系到焊缝的成形。利用Welding trainer设置焊接速度值,并通过头盔上的声光报警系统提示操作者控制焊接速度。在操作完成后,可打印出如图7所示的计算机后台自动记录的实时焊接速度值,以帮助操作者提高焊接速度控制能力。
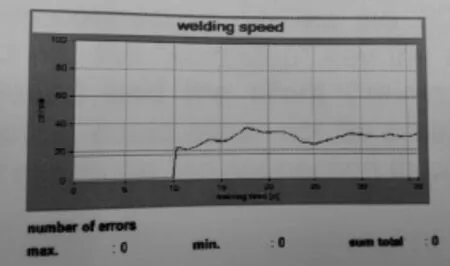
图7 焊接速度记录Fig.7Record of welding speed
通过采用Welding trainer对铝合金焊工进行以上三种基本能力的培训,可使其快速提高焊枪操作能力,掌握基本的焊接技能。
2.2焊接位置培训
根据高速列车车体生产实际需求及标准ISO6947要求[7],焊工需要在不同位置如PA、PC、PE等进行焊接,在Welding trainer上,采用极少数量的原材料就能实现所有位置的培训,如图8所示。
2.3焊接方法培训
铝合金焊接有各种不同的方法。在初级铝合金焊工培训阶段,采用Welding trainer可以模拟不同的焊接方法培训铝合金焊工,如MIG焊、TIG焊等。
3 应用效果
Welding trainer焊接模拟系统在BST公司的应用经验超过五年,与传统方式对比,在以下方面有明显优势。
3.1节省原材料
铝合金焊工培训时需要很多材料,包括符合ISO9606-2标准的标准试板、焊丝、焊接气体等。根据前期统计,每名新铝焊工掌握基本的焊枪操作能力所需试板的数量,采用Welding trainer焊接模拟系统相比传统的培训至少减少156块试板(78条焊缝),焊丝、焊接气体等也相应减少。以平均每年公司培训100名新铝合金焊工计算,节省的这些原材料价值巨大。
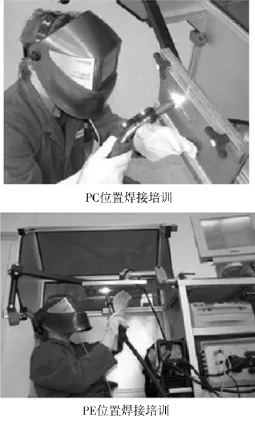
图8 不同焊接位置的能力培训Fig.8Welding training on different position
3.2节省时间
采用传统方式进行培训,焊工真正操作焊枪进行焊接的时间约占全部时间的四分之一,其他时间都用在铝合金试板打磨、装配、点固等辅助工作上。而采用Welding trainer进行培训时,辅助时间极少,更多的是焊工操作焊枪进行焊接练习,焊接完成后通过计算机回放查看操作过程及结果统计,以有目的地进行提高。在采用传统培训方式时,一名新铝焊工从开始培训(包括理论培训与实做培训)至投入生产通常需要6~9个月,而采用Welding trainer初步培训后,培训周期缩短为3~4个月,培训周期明显缩短。
3.3节省人力
在初步培训阶段,培训老师需要给铝合金新焊工做各种焊接示范以使其在练习时掌握焊枪操作能力。采用传统方式时,初步阶段一名焊接教师可以带10名新铝焊工;采用Welding trainer后,培训教师只需要讲解原理,在系统中设置相应的参数并做极少的示范即可,因而一名焊接教师可以培训至少20名新铝焊工,在初步培训阶段,Welding trainer可以节省至少一半的焊接培训教师人力数量。
Welding trainer的使用还使得统计变得更快捷,焊工教训教师可以从这些统计中得到启发以更好地展开培训工作。
4 结论
经过五年多时间的应用,采用Welding trainer焊接模拟系统培训公司新铝焊工,既缩短了培训周期,又节省了大量的人力及物力,产生了一定的经济效益和社会效益。其他行业如压力容器、船舶制造、军工行业等,如果需要进行规模较大的焊工培训,可借鉴其在铁路运输设备制造企业的应用,考虑采用Welding trainer焊接模拟系统进行新焊工的初步培训。
[1]王元良,陈辉.高速列车铝合金焊接的发展趋势[J].电焊机,2010,40(10):9.
[2]黄旺福,黄金刚.铝及铝合金焊接指南[M].长沙:湖南科学技术出版社,2004.
[3]黄俊,刘小平,徐少平.虚拟焊接仿真系统研究进展[J].计算机与现代化,2011(6):31-34.
[4]姚玉辉,张建勋,薛金保,等.HTS焊接模拟培训系统的现状与发展[J].电焊机,2011,41(10):52-55.
[5]Operating Manual of Welding trainer[M].GSI SLV Halle.
[6]ISO9606-2-2004,熔化焊焊工考试第二部分:铝焊工考试-2004[S].
[7]ISO6947-2011,焊接及其工艺-焊接位置-2011[S].
Application of welding simulator trainer in aluminum welder training
ZHANG Yongjie,ZHANG Jian,CHENG Shilai
(Bombardier Sifang Transportation Co.,Ltd.,Qingdao 266111,China)
As the Chinese high speed railway develops rapidly,more and more railway companies especially four hosts high speed train manufactures need a growing number of aluminum welders.Aluminum welder training needs big cost and long period.To save cost,Bombardier Sifang Transportation Company bought four sets of welding simulator systems named welding trainer from Germany in 2009.These systems were used to train new aluminum welders in the past 5 years.The application of welding trainers have not only improved the quality of the welder training,reduced the training cycle,also saved a large amount of human resources for the enterprise,created the economic benefit and social benefit.
railway company;welding simulator;welding trainer;aluminum welder training
TG40
B
1001-2303(2016)04-0127-04
10.7512/j.issn.1001-2303.2016.04.28
2014-12-29
张永杰(1976—),男,山东莱阳人,高级工程师,硕士,主要从事高速列车车体制造技术的研究。
