高强钢厚板机器人激光焊接及接头硬度
2016-12-06杨昌权
杨昌权
(黄冈师范学院数理学院,湖北黄州438000)
高强钢厚板机器人激光焊接及接头硬度
杨昌权
(黄冈师范学院数理学院,湖北黄州438000)
采用高功率光纤激光焊接机器人对S355高强钢厚板进行高速焊接,获得无缺陷的焊缝,结合硬度实验研究焊接工艺参数对表面硬度的影响。结果表明:S355钢的基体硬度为190~200 HV时,其热影响区硬度会增加至450~500 HV;随着焊接速度增加或激光功率减小,焊缝平均硬度逐渐升高,热影响区的平均宽度逐渐减小。通过降低焊接速度可以缩小基体与焊缝的硬度差异。
厚板;激光焊接;焊缝硬度
0 前言
伴随高功率光纤激光器的发展,激光焊接的应用范围越来越广。由于汽车制造业需求巨大,激光焊接主要用于薄板焊接。相比CO2激光器等传统激光器,高功率激光器具有更好的吸收率、光束质量以及效率,还不会对匙孔顶部的金属蒸气产生敏感[1]。相比传统的电弧焊接,激光焊接的热影响区较窄,因此减少了工件的热变形。实际生产过程中,制造业一直需要一种易实现自动化的快速、可靠的厚板焊接方法[2]。
激光焊接过程中,表层材料吸收激光能量后温度升高,进而熔化、汽化产生匙孔。激光束穿过匙孔后,熔融材料快速冷却,导致焊缝及热影响区材料发生硬化。理想接头质量需具有足够的强度和一定的硬度,因为硬度过高会大大降低焊接质量。有研究表明,影响冷却循环的主要参数是焊接速度和激光的输出功率[3]。为此,本研究采用焊接机器人对S355高强钢厚板进行高速焊接,获得没有缺陷的焊缝,并结合硬度实验研究焊接工艺参数对表面硬度的影响,为厚板激光焊接工艺的实际应用提供参考。
1 实验研究
1.1实验设备和材料
研究的目的是确定实现厚板激光全熔透焊接的最佳工艺参数与设备的组合。采用高功率光纤激光器(HPFL)焊接机器人对S355高强钢板进行焊接,可变的工艺参数有:激光功率、焊接速度、焦点位置以及材料厚度。S355高强钢广泛用于海上结构、采矿设备、风力机塔组件的制造过程,其主要化学成分如表1所示。采用高压水切割器将板厚分别为20 mm和25 mm的高强钢板切割成200 mm×75 mm的测试钢板。S355高强钢的最小屈服强度为355MPa,拉伸强度470~630 MPa。

表1 S355高强钢化学成分%
激光焊接头安装在工业机器人上(见图1),由机械臂控制激光焊接头按照一定的焊接速度沿夹紧钢板移动。实验前首先对钢板进行喷砂处理,清理待焊件边缘。钢板被紧紧地固定与夹具上,使焊接方向垂直于工件表面。保护气体Ar通过铜管送到焊缝,流速20 L/min。激光焊接参数为:操作模式为连续波(CW)模式,额定输出功率30 kW,发射波长为1 070 nm,工作光纤纤芯直径200 μm,准直透镜焦距140mm,聚焦透镜焦距300mm,焦点直径420μm,纤维直径200 μm。

1—焊接头;2—焊接工作台和固定设备;3—保护气体系统。图1 厚板激光焊接机器人设备
1.2实验设计
为实现不同厚度高强钢板的高质量焊接,激光功率分为五个等级,同时调整合适的焊接速度。由于激光焊接过程受到多个工艺参数的影响,对于每个焊接功率和材料厚度条件下通过反复试验确定采用最高焊接速度获得合格焊接质量的工艺参数范围。首先,在焊接速度2 m/min条件下对厚度20 mm的钢板进行预焊试验,确定实现全熔透焊接时的最佳功率和焦点位置。通过外观检查,确定合格焊件。验收标准为表面及根部焊缝光滑、飞溅少、没有宏观裂纹[4]。按照合格焊件对应的工艺参数再次进行试验,验证其为焊板全熔透的最佳工艺参数。工艺参数变化范围如表2所示。
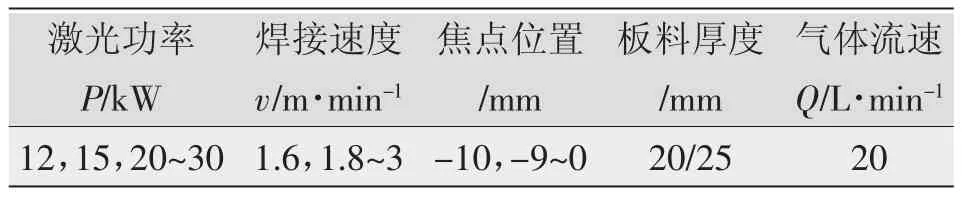
表2 IPG YLR 30000工艺参数
采用Lumenera相机和相关软件观察所有焊件截面,并按照EN ISO 13919-1标准进行分析[5]。按照EN 895标准分别对熔合区、热影响区和母材进行维氏硬度宏观硬度测试。硬度测试试验在室温下进行,测试点取三个位置:样品中部、距离根部2 mm处、距离焊缝顶部2 mm处。测量之间的距离为0.3 mm。硬度试验的目的是确定材料结构的变化。
此外,还对能量消耗于材料改性之间的相关性进行了研究。激光线能量(EL)的计算方程为

式中PL为激光输出功率电平(单位:kW);vW为焊接速度(单位:m/min)。
2 实验结果及分析
2.1外观检查
根据两种板厚的焊接实验结果,绘制焊接速度与激光功率变化曲线,如图2和图3所示。图中圆圈标注为焊接质量合格的结果,采用十字、方形和三角形标注切透、未焊透以及其他缺陷。相同激光功率和焊接速度条件下,不同的焦点位置也在实验中进行了标记。
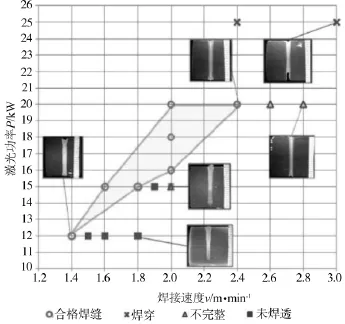
图2 20 mm厚高强钢的焊接质量
本研究在激光功率15kW、20kW、25kW和30kW的条件下,分别对20mm和25mm厚的S355钢板实施激光焊接实验,旨在确定获得合格焊接质量的最大焊接速度。因此,实验可变参量有激光功率、焊接速度和焦点位置,实验结果如表3所示。

图3 25 mm厚高强钢的焊接质量
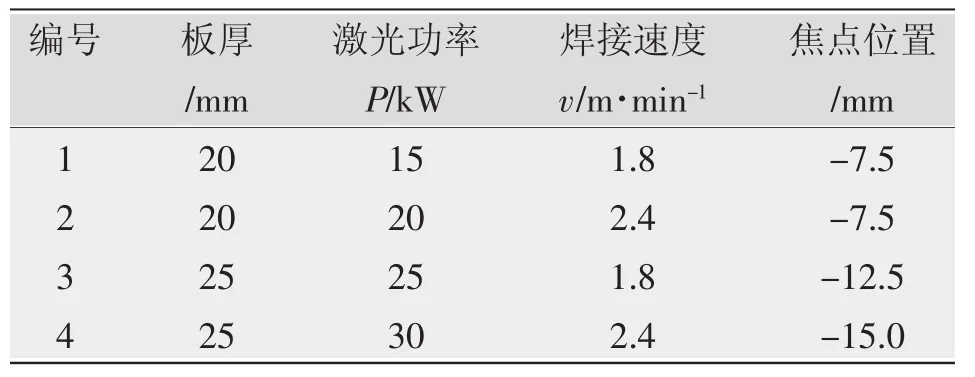
表3 S355高强钢板激光焊接的最大焊接速度
2.2硬度测试
焊缝的平均硬度与线能量的关系如图4所示。可以看出,随焊接线能量的增加,20 mm厚焊件的平均硬度值逐渐下降,这是由于熔融材料的冷却速度随线能量的减少而增加,导致材料凝固后硬度增加;但是线能量从11.2 J/mm增加至16.7 J/mm后,25 mm厚试样的焊缝硬度未发生明显改变。
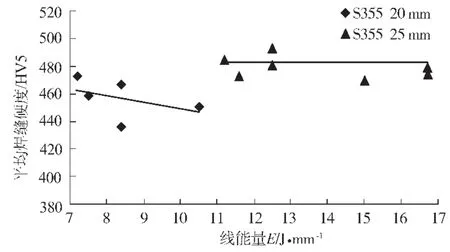
图4 焊缝的平均宏观硬度
如图5、图6所示,激光功率和焦点位置不变,焊接速度从2.4 m/min增至2.8 m/min(17%),焊缝平均硬度由435.2 HV升至472.8 HV(8.6%),HAZ平均宽度由1.96 mm减少到1.76 mm(10.2%)。
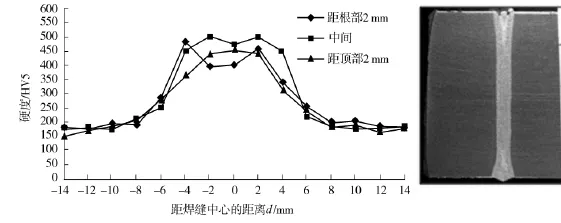
图5 20 mm厚试件的硬度曲线(PL=20 kW,vW=2.4 m/min,fpp=-7.5 mm,EL=8.4 J/mm)
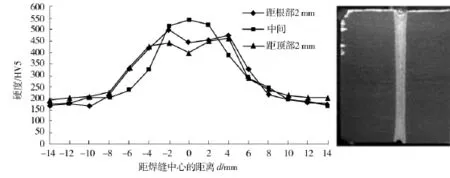
图6 20 mm厚试件的硬度曲线(PL=20 kW,vW=2.8 m/min,fpp=-7.5 mm,EL=7.2 J/mm)
如图5和图7所示,焊接速度和焦点位置不变,激光功率由20 kW增加到25 kW,焊缝平均硬度由435.2 HV降至425.5 HV(0.02%),平均HAZ宽度由1.96 mm增加到2.18 mm(11.2%)。
在焊接速度2.4m/min时,对25 mm厚试件进行焊接,为了获得充分渗透必须适当增加激光功率。如图8所示,焊缝中间及根部的硬度明显增加,这是焦点位置加深和冷却速率增加导致的。
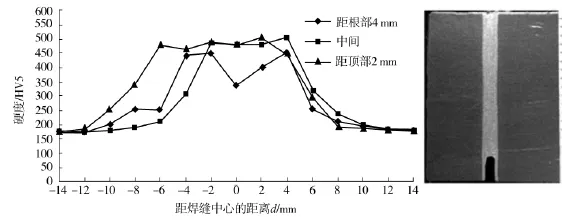
图7 20 mm厚试件的硬度曲线(PL=25 kW,vW=2.4 m/min,fpp=-7.5 mm,EL=10.5 J/mm)

图8 25 mm厚试件的硬度曲线(PL=30 kW,vW=2.4 m/min,fpp=-15 mm,EL=12.5 J/mm)
3 结论
采用高功率光纤激光焊接机器人分别对20 mm和25 mm厚的S355高强钢板进行了焊接实验,研究焊接工艺参数对焊接质量尤其是焊缝硬度的影响。对20 mm厚S355高强钢板进行激光焊接,焊接速度为1.8m/min和2.4m/min分别对应的激光功率为15 kW和20 kW,焦点位置均为-7.5 mm。对25 mm厚S355高强钢板进行激光焊接,焊接速度1.8 m/min和2.4m/min分别对应的激光功率为25kW和30kW,焦点位置分别为-12.5 mm和-15 mm。S355钢的基体硬度为190~200 HV,其热影响区硬度为450~500 HV。随焊接速度的增加或激光功率的减小,焊缝平均硬度逐渐升高,热影响区的平均宽度逐渐减小。伴随线能量的增加,20 mm厚焊缝硬度呈下降趋势,25 mm厚焊缝硬度变化不大。通过降低焊接速度可以缩小基体和焊缝的硬度差异。
[1]胡连海.10Ni3CrMoV钢厚板激光焊接稳定性与接头组织及性能研究[D].上海:上海交通大学,2011.
[2]黄坚,李铸国,唐新华.中厚板的高功率激光焊接[J].航空制造技术,2010(02):26-29.
[3]徐国建,王虹,唱丽丽,等.激光焊接的特性[J].电焊机,2010,40(11):57-64.
[4]高世一,杨永强,杨凯珍.不等厚板激光焊接焊缝缺陷结构光视觉检测[J].激光技术,2011(04):440-443.
[5]龚涛,钟如涛,王辉,等.600 MPa级高Al冷轧双相钢与异种材料不等厚板搭配的激光焊接性能研究[J].电焊机,2014,40(09):1-5.
Laser welding robot on thick plate and the weld hardness analysis
YANG Changquan
(College of Mathematics and Physics,Huanggang Normal University,Huangzhou 438000,China)
Using high power fiber laser welding robot to the high speed welding of high strength steel plate S355,get no weld defects,and combining the hardness experiments to study the influence of welding process parameters on surface hardness.The results show that S355 steel matrix hardness is 190~200 HV,the heat affected zone hardness increases to 450~500 HV.Along with the increase of welding speed or the decrease of the laser power,welding seam average hardness is increased,the average width of heat affected zone decreases.Can narrow the difference of the hardness of substrate and weld by reducing the welding speed.
thick plate;laser welding;weld hardness
TG456.7
A
1001-2303(2016)04-0101-04
10.7512/j.issn.1001-2303.2016.04.22
2014-11-28;
2015-04-24
杨昌权(1964—),男,湖北蕲春人,副教授,硕士,主要从事大学物理教育的研究工作。
