EA4T钢表面激光熔覆Fe314合金熔覆层的微观组织及性能
2016-12-06李丛辰陈文静
李丛辰,陈文静,向 超,蔡 擎
(1.西华大学材料科学与工程学院,四川成都610039;2.中油济柴动力总厂成都压缩机厂,四川成都610100)
EA4T钢表面激光熔覆Fe314合金熔覆层的微观组织及性能
李丛辰1,陈文静1,向超2,蔡擎1
(1.西华大学材料科学与工程学院,四川成都610039;2.中油济柴动力总厂成都压缩机厂,四川成都610100)
在EA4T钢表面激光熔覆Fe314合金熔覆层,采用金相显微镜(OM)、扫描电镜(SEM)、能谱仪(EDS)、X射线衍射(XRD)及显微硬度仪研究熔覆层微观组织及物相结构,并分析熔覆试样的力学性能。结果表明,Fe314合金熔覆层成型良好,无缺陷。熔覆层底部组织由平面晶与平面晶上方垂直于界面生长的粗大树枝晶组成,中部与上部组织以交叉树枝晶为主。熔覆层主要由奥氏体枝晶与枝晶间的(Cr、Fe)7C3相组成。熔覆层的显微硬度值高于基体,熔覆试样抗拉强度升高,但塑性韧性降低。冲击试样断口熔覆层为宏观上解理断裂,微观上局部准解理断裂的混合断裂机制,基体为宏观上小孔聚集型断裂,微观上准解理断裂的韧性断裂机制。
激光熔覆;Fe314合金;显微组织;力学性能
0 前言
激光熔覆技术是一种新型的表面改性技术,它利用高能密度的激光束,使材料表面形成与基材具有不同的成分、组织结构与性能的合金熔覆层。激光熔覆技术广泛应用于失效零件的再制造和精密零件的直接成型等领域,与传统的表面技术热喷涂、等离子堆焊、埋弧堆焊相比,它具有熔覆材料体系广泛、稀释率低、基体热变形小、熔覆层与基体冶金结合等特点。激光熔覆合金粉末主要包括镍基、钴基和铁基三大系列。目前,与镍基、钴基合金熔覆材料相比,铁基合金在激光熔覆技术中的应用已经相对成熟,在技术成本上优势明显,并且在某些方面具有与镍基、钴基合金同样的性能。因此,今后对铁基合金的研究将会成为重点[1-3]。高速列车中车轴是十分重要的承载部件,其疲劳破坏直接危及运输安全,由断轴导致的脱轨后果是灾难性的。高速列车在行驶过程中,车轴往往处于大负荷工况条件下,其表面会因疲劳载荷、腐蚀环境和离散源载荷等综合作用造成损害导致灾难性的破坏[4]。如果车轴在失效后报废,不仅会增加成本还会造成资源浪费,与绿色循环经济原则不符。因此,采用激光熔覆技术对车轴进行再制造,使其达到使用性能。目前针对激光熔覆再制造高速列车车轴的研究非常少,本研究采用半导体激光器对EA4T车轴钢表面熔覆Fe314合金粉末,通过观察熔覆试样组织形貌、物相分析、力学性能测试等试验,分析熔覆试样的微观组织与性能,可为激光熔覆技术应用于高速列车车轴再制造作技术积累。
1 试验方法和过程
1.1试验方法
选择EA4T车轴钢为基体材料,EA4T是一种低碳高合金钢,主要用于地铁车轴和高速列车车轴。熔覆粉末为Fe314合金粉末,该粉末成型性能优异,抗开裂性能好。激光熔覆试验采用DISTA-3000半导体激光器,配合载气式送粉器,以侧向式同步送粉方式熔覆,同时对熔池施加氩气保护。基体材料与Fe314合金粉末化学成分见表1。
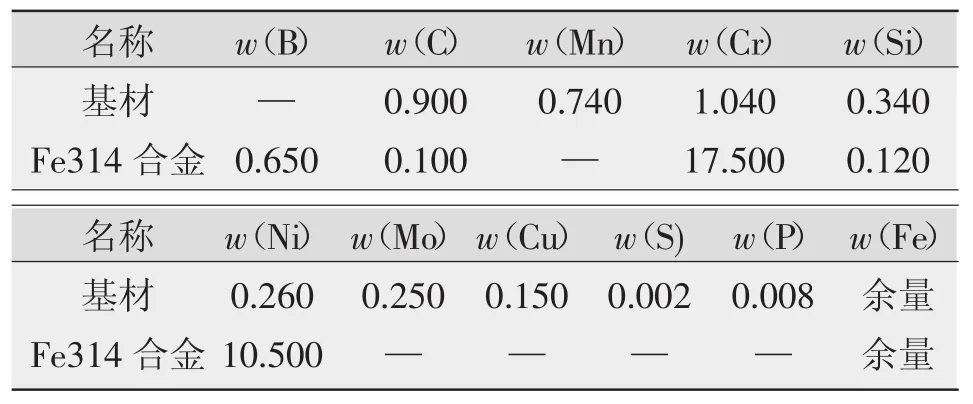
表1 基体材料与Fe314合金粉末化学成分Tab.1Chemical composition of base metal and Fe314 powder%
1.2试验过程
熔覆试验前,用砂纸将基体表面打磨除锈,将Fe314粉末置于120℃的真空干燥箱内保存1 h,排除水分对试验的影响并且提高粉末的流动性。激光熔覆工艺参数:激光恒定功率2 100 W,扫描速度6 mm/s,光斑直径5 mm,送粉电压13 V,搭接率50%。熔覆堆积试验时前一道熔覆层熔覆之后,后一道熔覆层在前一道的熔覆起点处开始搭接熔覆。
熔覆后将试样沿平行于扫描方向线切割,将横截面制成金相试样,基体的腐蚀剂为4%硝酸酒精溶液,熔覆层的腐蚀剂为王水溶液。用Olympus GX-51型金相显微镜(OM)和S3400N型扫描电镜(SEM)进行微观组织观察与冲击断口表征,并用扫描电镜附带的能谱仪(EDS)进行不同区域和各相的成分分析。显微硬度采用HVS-1000型显微硬度计,载荷1.96 N,加载时间20 s。利用D2500型X射线衍射仪(XRD)对激光熔覆层进行物相分析。激光熔覆试样的室温拉伸性能试验按照GB/T 228.1-2010《金属材料拉伸试验方法》进行,试样尺寸如图1所示。常温冲击性能测试按照GB/T 229-1994《金属夏比U型缺口冲击试验方法》进行,试样尺寸如图2所示。
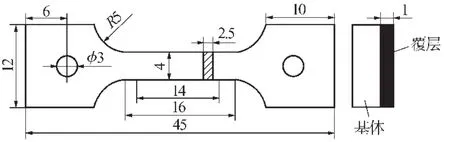
图1 室温拉伸试样尺寸Fig.1Size of tensile test specimen at room temperature
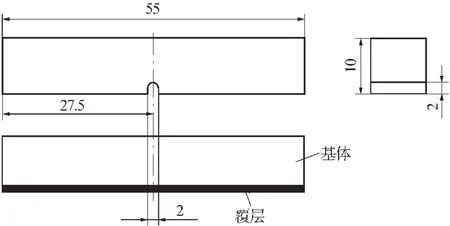
图2 冲击试样尺寸Fig.2Size of impact test piece
2 实验结果和讨论
Fe314合金经过激光熔覆后试样的纵向截面如图3所示。激光熔覆制备的试样成型良好无缺陷,获得的搭接熔覆层表面呈灰色金属光泽,无明显氧化现象。从纵向截面图中可清晰地分辨出熔覆层、结合区、热影响区与基体。激光熔覆后获得的Fe314合金熔覆层断面厚度约1.5 mm,熔覆层与基体呈现出良好的冶金结合。

图3 熔覆层断面Fig.3Cross section of coating
2.1Fe314激光熔覆层的显微组织及物相分析
2.1.1显微组织
图4a为熔覆层结合区与基体热影响区的显微组织。结合区的组织由熔覆层底部的平面晶与平面晶上方垂直于界面生长的粗大树枝晶组成。熔覆层中部与上部组织由交叉树枝晶组成,如图4b所示。
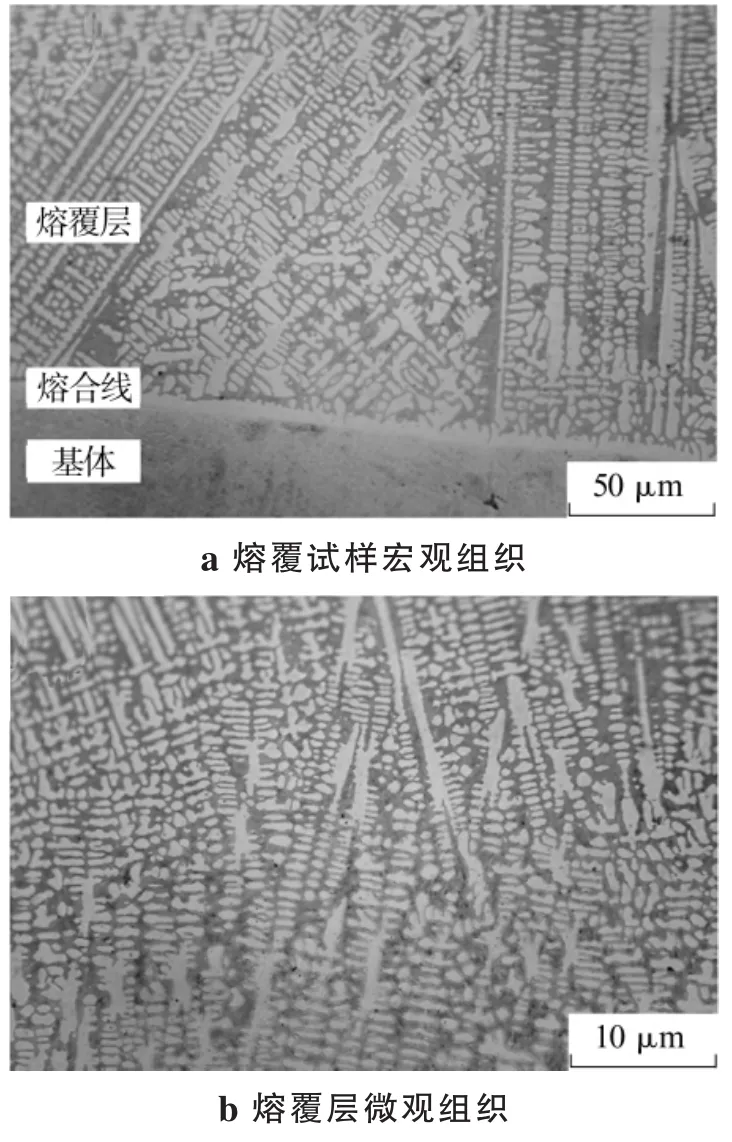
图4 激光熔覆Fe314合金试样显微组织形貌Fig.4Microstructure morphology of laser cladding Fe314 alloy
由快速凝固理论可知,熔覆层的凝固组织是由合金的成分、温度梯度G、界面能与凝固速度v等共同决定的,尤其取决于温度梯度与凝固速度两者的比值G/v。在凝固过程开始时,凝固界面处的G/v值很大并且几乎没有成分过冷,所以在熔池的底部生长出平面晶。在远离熔池底部的区域,G/v值迅速减小,由于溶质富集,出现成分过冷,开始出现树枝晶组织。在激光熔覆的过程中,晶粒的择优生长方向与最大热流方向一致,因为熔覆层要通过基体散热,在垂直于界面方向热流密度最大,树枝晶组织逆着热流方向外延生长,但是凝固速度依然很小,此时的树枝晶为柱状树枝晶。随着固液界面继续向熔覆层内部推进,由于合金熔体的对流搅动作用增强且稀释程度降低,抑制了柱状树枝晶的生长。同时,固液界面前沿温度梯度逐渐减小,凝固速度变大,所以生长出较细的树枝晶。此时,热流不再单一的通过基体散热,开始向周围环境辐射热量[5]。熔覆层的顶部出现组织细小且取向不同的枝晶,这是因为热流方向由垂直于界面变为逐渐与扫描方向平行的方向,在保护气体的流动与热流的共同作用下,形成了细小且取向改变的树枝晶。
2.1.2物相分析
如图5a所示,树枝晶枝干的颜色与枝间存在明显的差别,说明熔覆层组织处于非平衡、亚结晶状态。由熔覆层内树枝晶与树枝晶间组织的能谱分析结果(见图5b)表明,树枝晶以Fe、Cr元素为主,并且溶解了Ni、Si元素。而树枝晶晶间的成分与树枝晶相比Fe含量减少,Cr含量明显增加。由X射线衍射结果可以得出(见图6),在熔覆层中存在的物相主要有奥氏体、Cr7C3,但是其衍射数据的d与标准衍射卡片相比略有减小,综合能谱研究结果可得,Cr、Si等元素固溶于奥氏体中,同时,Fe等元素被Cr7C3中Cr元素部分替代,形成的物相为(Cr,Fe)7C3,因此导致了上述物相发生晶格畸变[6]。所以,熔覆层的显微组织是由奥氏体枝晶与枝晶间的碳化物组成。
2.2Fe314激光熔覆层的力学性能
2.2.1显微硬度
基体热影响区到熔覆层表层的显微硬度分布如图7所示。熔覆层的硬度HV0.2都在338~404变化,高于基体的平均硬度HV0.2205~360。显微硬度在熔合界面附近达到峰值,随着与界面距离的增加显微硬度值逐渐下降。由能谱与XRD实验结果分析表明,熔覆层内部奥氏体中固溶了较多的合金元素,枝晶间析出了高硬度的碳化物,使得熔覆层硬度提高。由于基体中的碳元素向熔覆层内部扩散,熔覆层底部熔入大量碳元素,使得界面到熔覆层内部极小的距离内硬度依然很高。随着向熔覆层内部延伸,组织由柱状晶组织变为交叉树枝晶[7]。在整个熔覆层中显微硬度波动不大,说明熔覆层内组织均匀。
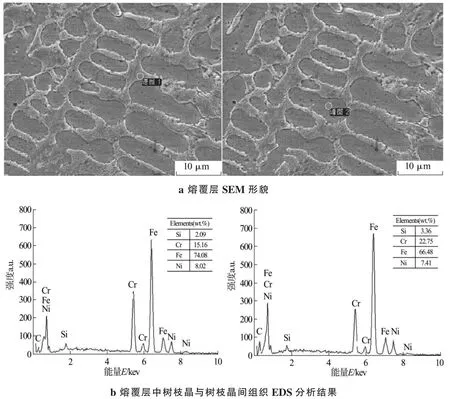
图5 熔覆层组织Fig.5coating microstructure

图6 熔覆层X射线衍射图Fig.6X-ray diffraction spectra of coating
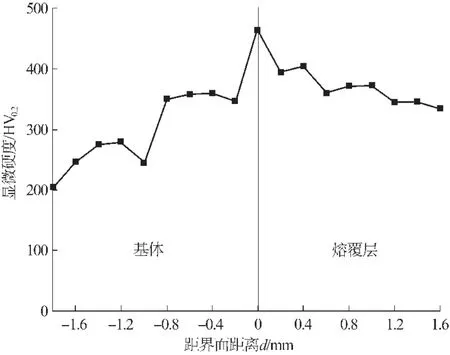
图7 熔覆试样截面显微硬度Fig.7Microhardness distribution of coating
2.2.2拉伸性能与冲击韧性
基体试样进行拉伸试验,试样最大抗拉强度与上屈服强度分别为880 MPa和580 MPa。熔覆试样在拉伸的过程中均产生明显的塑性变形,断裂位置位于中间段,最大抗拉强度与上屈服强度分别为1 140 MPa和530 MPa,与基体试样相比,最大抗拉强度上升了29.5%,上屈服强度下降了8%,同时延伸率与断面收缩率明显下降,试验结果均大于标准规定值(抗拉强度大于650MPa,屈服强度大于420MPa),如表2所示。由于熔覆层内合金元素的固溶强化作用与碳化物的弥散强化作用,熔覆层强度升高而塑性韧性下降,从而使得熔覆试样整体强度提升、塑性下降[8]。

表2 熔覆试样与基体的机械性能试验结果对比Tab.2Comparison of the mechanical properties of coating and substrate
室温冲击性能结果表明,熔覆试样的冲击韧性均低于基体,熔覆试样的冲击韧性为基体的29%~ 51%。激光熔覆试样的室温冲击断口形貌如图8所示。熔覆层断口表面呈凹凸起伏平滑块状,基体断口存在有纤维区与放射区。熔覆层断口呈现出脆性断裂特征,断口中存在着撕裂棱,准解理面与二次裂纹,表现为宏观上解理断裂和微观上局部准解理断裂的混合断裂机制。基体断口上分布着小而浅的韧窝与准解理面,因此为宏观上小孔聚集型断裂和微观上准解理断裂的韧性断裂机制[9]。熔覆层的存在增大了熔覆试样的脆性,这与熔覆试样的延伸率与断面收缩率大大下降的拉伸试验结果一致。
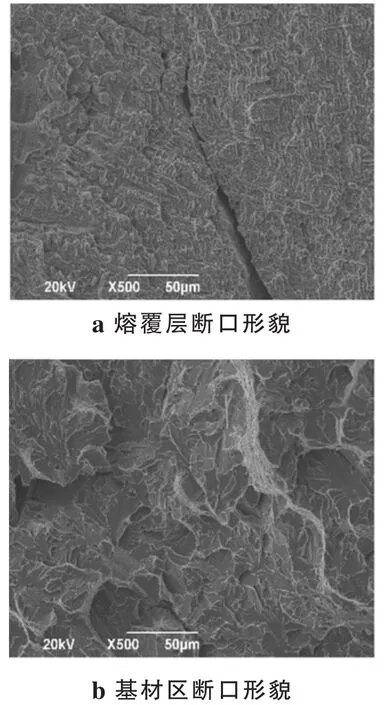
图8 激光熔覆试样的冲击断口形貌Fig.8Impact fracture morphology of laser cladding specimen
3 结论
(1)在EA4T钢表面激光熔覆Fe314合金,熔覆层成型好,与基体形成良好的冶金结合。结合区的组织由熔覆层底部的平面晶与平面晶上方垂直于界面生长的粗大树枝晶组成,熔覆层中部与上部组织由交叉树枝晶为主。
(2)Fe314合金熔覆层主要是由奥氏体枝晶与枝晶间的(Cr、Fe)7C3相所组成的。
(3)熔覆层的硬度值HV0.2在338~404之间变化,基体的硬度值HV0.2为205~360。合金元素在奥氏体中的固溶、以及枝晶间碳化物的析出是熔覆层硬度升高的主要原因。
(4)熔覆试样抗拉性能增加,屈服强度与抗拉强度均高于标准值,但塑性韧性降低。冲击试样断口熔覆层为宏观上解理断裂,微观上局部准解理断裂的混合断裂机制,基体为宏观上小孔聚集型断裂,微观上准解理断裂的韧性断裂机制。
[1]徐滨士,董世运,朱胜,等.再制造成形技术发展及展望[J].机械工程学报,2012,48(15):96-105.
[2]孙会来,赵方方,林树忠,等.激光熔覆研究现状与发展趋势[J].激光杂志,2008,29(1):4-6.
[3]董世运,马运哲,徐滨士,等.激光熔覆材料研究现状[J].材料导报,2006,20(6):5-9.
[4]周素霞.高速列车空心车轴损伤容限理论与方法研究[D].北京:北京交通大学,2009.
[5]Song J,Deng Q,Chen C,et al.Rebuilding of metal components with laser cladding forming[J].Applied Surface Science,2006,252(22):7934-7940.
[6]单际国,丁建春.铁基自熔合金光束熔覆层的微观组织及强化机理[J].焊接学报,2001,22(4):1-4.
[7]闫世兴,董世运,徐滨士,等.Fe314合金激光熔覆工艺优化与表征研究[J].红外与激光工程,2011,40(2):235-240.
[8]Li K,Li D,Liu D,et al.Microstructure evolution and mechanical properties of multiple-layer laser cladding coating of 308L stainless steel[J].Applied Surface Science,2015(340):143-150.
[9]上海交通大学.金属断口分析[M].北京:国防工业出版社,1979.
Microstructure and properties of Fe314 alloy cladding layer by laser cladding on EA4T steel
LI Congchen1,CHEN Wenjing1,XIANG Chao2,CAI Qing1
(1.School of Materials Science and Engineering,Xihua University,Chengdu 610039,China;2.Petroleum Jichai Power Plant,Chengdu Compressor Factory,Chengdu 610100,China)
Laser cladding Fe314 alloy on EA4T steel substrate,the microstructure of the cladding layer and mechanical properties was analyzed by optical microscope(OM),scanning electron microscope(SEM),energy dispersive X-ray diffraction(EDS),X ray diffraction(XRD)and microhardness tester.The experimental results show that the Fe314 alloy cladding layer is well formed and has no defects.The microstructures of bottom region of cladding layer are mainly planar crystal and coarse dendrites which is perpendicular to the growth of the interface in the plane crystal,in the middle and upper part of cladding layer the main structure is cross dendritic crystal.Cladding layer is mainly composed of austenitic dendrites and(Cr,Fe)7C3 phase of interdendritic.Microhardness of Cladding layer value is higher than the substrate,and the cladding specimen tensile strength increases,but plastic toughness reduces. Impact fracture of cladding layer performance for the cleavage fracture in macro and quasi-cleavage crack in micro.Impact fracture of substrate performance for the small hole aggregation type fracture in macro and quasi-cleavage crack in micro.
laser cladding;Fe314 alloy;microstructure;mechanical properties
TG456.7
A
1001-2303(2016)05-0073-05
10.7512/j.issn.1001-2303.2016.05.16
2015-10-12;
2016-01-16
四川省教育厅资助项目(15ZA0133);四川省科技厅资助项目(14201508)
李丛辰(1991—),男,甘肃天水人,在读硕士,主要从事激光再制造技术方面的研究工作。
