涂装SE通过性实例分析
2016-09-12樊时伟李治国李建国北汽云南瑞丽汽车有限公司云南瑞丽678600
樊时伟,李治国,李建国 (北汽云南瑞丽汽车有限公司,云南瑞丽 678600)
涂装SE通过性实例分析
樊时伟,李治国,李建国(北汽云南瑞丽汽车有限公司,云南瑞丽678600)
介绍了与汽车开发过程同步进行的汽车涂装同步工程(SE)通过性分析的主要内容,包括机械化设备分析、非标设备分析、电气自动化分析和车间物流分析。
涂装;通过性;分析
0 引言
在汽车开发过程中,从产品策划阶段开始,由设计、工艺、质量、制造、销售及售后服务等相关部门同时参与、与产品设计同时进行的制造过程工艺设计活动称为SE(Simultaneous Engineering),即同步工程。SE内容包括样车拆解,工艺可行性、操作性、通过性分析,电泳拆解等,下面就涂装SE通过性分析各环节进行具体介绍。
1 机械化设备分析
机械化设备分析大体分为吊具、转移小车、滑撬承载工装的适用性分析,车身质量的通过性分析以及车身转挂分析。
1.1白车身尺寸
分析白车身尺寸、车型间差异,以及车身重心位置。了解车身在各室体和线体的通过性、安全距离、截距及空间操作状况等(如粗细密封、喷漆室、烘干室)。
1.2前处理电泳段
1.2.1白车身上线
确认车身在滑撬上的状态(见图1),该车身侧裙距离是否在滑撬托块的最大距离范围之内。
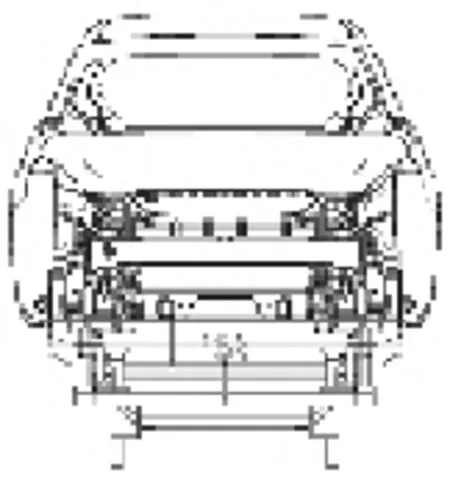
图1 车身在滑橇上的正视图Figure 1 The front view of automobile body on the skid
1.2.2零米上线转挂
车身首先由叉载机从上线滑撬上叉起,从零米上升至转挂平台,然后再转移至前处理吊具。需分析车身在叉移机叉齿与上线滑撬的位置关系。其重心与叉齿前托块的距离,后托块是否能够拖到车身侧裙的距离,从而确认在零米转挂是否可以正常通过。
1.2.3焊涂传送转挂
白车身由焊装台车输送至前处理上线处,由叉载升降机将其转移至前处理吊具,确认位置关系。重心位置是否在两叉齿中间,叉齿托块是否能完全托住车身。
1.2.4前处理吊具分析
前处理吊具主要是确认支点孔的位置是否一致(图2),了解前后点间距、前后高度差。分析车身在前处理吊具上的状态,与其他车型支点是否存在干涉点。

图2 前处理吊具状态Figure 2 The state of pretreatment sling
1.2.5电泳下件转挂
电泳完成后进入烘干前,需要将车身由前处理吊具转挂至面漆滑撬上,转挂前需要识别车身,以确定吊具停止位置,电泳下线转挂位置与前处理上线相同,确认重心与托块的距离,以免重心不稳造成倾覆。
1.3PVC段机械化转挂
车身吊起时,吊具(图3)下落到相应位置等待车身过来,滑撬带车到位后,吊具升起托起车身,进入车底PVC(聚氯乙烯)密封胶自动涂胶。

图3 PVC转挂主视图Figure 3 The front view of PVC rotary hanging
车身下落时,滑撬在下面等待,吊具带车身下落,车身落到滑撬上,吊具继续下降到终止位,滑撬带车前移。分析滑撬与吊具的关系,转挂是否存在问题。
1.4喷蜡段转挂分析
分析前后托块是否能够完全托住车身,确定重心位置。
2 非标设备分析
非标设备包括前处理非标设备、电泳非标设备、喷漆室、烘干室、工位室体等。
2.1前处理、电泳槽体通过性分析
分析前处理电泳槽通过状态,包括水洗槽、磷化槽(图4)、电泳槽(图5),以及车身入槽状态(图6)、出槽状态(图7)及重心位置,确保安全通过。

图4 水洗槽及磷化槽通过状态Figure 4 The passing state of rinsing bath and phosphating bath

图5 电泳槽通过状态Figure 5 The passing state of electrophoresis bath

图6 车身入槽状态Figure 6 The automobile body state in groove

图7 车身出槽状态Figure 7 The automobile body state out of groove
2.2烘干室通过性分析
确定电泳、PVC、中涂漆、面漆烘干室体最小部位通过尺寸,对比通过性尺寸。了解烘干室入口尺寸(图8),上坡过程中重心位置与滑撬后托块水平距离,下坡过程中车身重心是否在安全距离内,见图9模拟图。

图8 烘干室入口尺寸关系图Figure 8 The relation schema of drying room inlet size
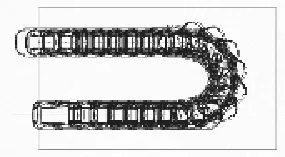
图9 中涂漆面漆烘干室通过性模拟图Figure 9 The passing ability simulated diagram of primer surface and finish drying room
总而言之,非标室体、线体的通过性分析就是结合承载工装上的车身外形轮廓图和线体图纸分析车身在其中的安全距离(如较小截距、转弯半径等),同时确认各车型在室体、线体中工位操作空间,找出存在的问题,制定解决方案。
3 电气自动化分析
电气自动化整体包括前处理电控设备、电泳电控设备、电泳整流器设备、厂房送风空调设备、工位送风空调设备、中涂漆与面漆喷漆室送风空调设备、调漆间送风空调设备、工位照明及排风电控设备、中涂漆、面漆喷漆室照明、排风设备、中涂漆、面漆废漆处理设备电控系统、车间中央监控系统等。单从通过性上来说包括以下几个方面:
3.1零米上线转挂
确认白车身转挂支点位置,增加车身识别信号。
3.2前处理吊具锁紧及检测
吊具吊起车身进入前处理槽之前,需要对支点进行锁紧,确认正常锁紧状态,同样需要增加车身识别信号。
3.3电泳入槽前车身识别
电泳入槽前车型识别系统要能自动识别车型,并不对其它现生产车型产生干涉,电泳电压程序改造完成后要能在EMOS(网元管理操作系统)上优化。需增加的车型能被光栅识别,安装位置合理,不能影响车身的通过,维护方便。程序控制部分要能实现不同车型的需求,不影响其它现有车型的识别。
3.4电泳下线解锁识别及转挂
电泳下线转挂要能自动识别车型,并不对其他车型产生干涉。能够根据车型识别系统顺利实现转挂。
3.5UBS(underbody sealing,底板喷胶)后转挂
车型识别
需要能自动识别车型,并能将相应的车型信息写入EMOS载体中。
3.6中涂漆喷漆室
确认擦净段颜色编组,有无新颜色;喷漆室内离子杆针对该车型,需要在车身通过时将离子杆顶部吹风杆手工回复到顶部位置,防止出现识别错误;机器人系统内新颜色有无目录。
3.7面漆喷漆室
同样需要注意颜色编组、离子杆的位置调整(同中涂漆)。
3.8机器人仿形
新车型试制阶段采用人工喷涂,但是要保证车身涂装质量及车间生产安排,需要对新车型进行机器人仿形,实现车身的自动喷涂,所以需要对车间机器人进行仿形调试或全新编程。
3.9喷蜡下线转挂
喷蜡下线转挂要实现自动通过,必须增加针对它的识别信号。
4 车间物流分析
4.1车身物流分析
试制白车身上线位置为涂装零米处,通过涂装车间的叉车将白车身和工艺小车从卡车上叉下来,然后用叉车将白车身转移至零米上线滑撬上进行上线生产。涂装完毕后,通过面漆修饰线将合格的涂漆车身从线上转移至手推滚床上,再由叉车将合格的涂漆车身转挂到工艺小车上,转运至总转地点。小批量后路线与量产车型一致。
4.2涂装材料物流分析
涂装外协厂家将涂料、PVC胶、沥青板等各种涂装用材料送到涂装车间指定的卸货点,通过叉车将这些涂装用材料送到各材料指定仓库存放,操作人员用液压小车将仓库中的各种涂装材料送到各自指定的工位上,以供生产。试制阶段由产品部门将堵件、沥青板随白车身带到车间,由车间安排存放、使用。
5 结语
涂装通过性分析在整个同步工程中是极为重要的一部分,对整个后期的柔性化生产、制造成本控制、质量指标达成、产能的保障都起到关键性的作用。此方法也同样适用于汽车制造的其它模块,只是具体包含的子单元内容有所不同,仅供参考。
The Example Analysis on Passing Ability of Painting Simultaneous Engineering
Fan Shiwei,Li Zhiguo,Li Jianguo
(Beiqi Yunnan Ruili Automobile Co.,Ltd.,Ruili Yunnan,678600,China)
The main contents of passing ability for the automotive painting simultaneous engineering which was synchronous with the process of automobile development were introduced. The content included analysis of mechanical equipment,non-standard equipment,electrical automotion and workshop logistics.
painting;passing ability;analysis
TQ 639
B
1009-1696(2016)02-0036-04
2015-11-17
樊时伟(1963—),男,本科,工程师,负责北汽云南瑞丽汽车有限公司生产技术部、产品工程部、改装车项目等模块的管理工作。
