板料柔性成形技术的现状与发展趋势
2016-06-21李明哲付文智依卓吉林大学无模成形技术开发中心
文/李明哲,付文智,依卓·吉林大学无模成形技术开发中心
板料柔性成形技术的现状与发展趋势
文/李明哲,付文智,依卓·吉林大学无模成形技术开发中心
板料三维曲面件的应用领域非常广泛,大量应用于航空航天、船舶舰艇、高速列车、现代建筑、医学工程等领域。模具成形是常用的三维曲面件加工技术,但模具成形要使用整体型腔模,需要长时间的模具设计、制造和调试过程,生产准备周期很长;而且一套模具只能成形一种特定形状与尺寸的曲面件,每一种不同形状的零件都需要一套或数套与之对应的模具,所以前期制造成本很高。长时间的生产准备周期和昂贵的前期制造成本使得模具成形适用于大批量生产,但不适于单件或小批量生产,从而限制了其在产品的个性化、多样化以及更新换代等方面的发展。为替代传统的曲面成形用整体型腔模具,国内外专家、学者开展了大量与柔性制造相关的研究,并开发了多种柔性成形技术,如应用在造船业的水火弯板、航空制造业的喷丸成形、单点渐进成形等,但均存在生产效率低、工件精度差等缺点。
多点成形属于一种典型的柔性成形技术,其基本思想是将实体模具离散为规则排列的基本体单元,通过数控方式调整各基本体单元的高度,构造出不同的成形型面,从而实现板料的不同三维曲面成形。基于多点成形理念,吉林大学针对板料三维曲面柔性成形技术做了大量的研究,相继开发出一系列具有自主知识产权的柔性成形和数字化制造技术,包括多点数字化成形、柔性拉伸成形、连续辊压多点成形等,并在此基础上研发出相应的设备,并且实际应用于多个重大项目与重点工程中,实现了三维曲面件的高效率、低成本、高质量和柔性化生产。本文介绍三维曲面件柔性成形技术的现状,主要叙述所开发的柔性成形和数字化制造技术原理、自主研发的设备以及实际应用情况。
多点数字化成形
多点数字化成形是一种先进的板料柔性成形技术,其将柔性制造和计算机技术结合为一体,基本原理是用多个规则排列的基本体单元构成的点阵代替实体模具的型腔,通过数控方式调整基本体单元高度形成所需要的成形型面,进行板料的柔性成形。图1所示为多点数字化成形示意图,其中图1a为常规的多点数字化成形示意图;图1b为带柔性压边功能的多点数字化成形示意图,其能够有效抑制薄板成形时的起皱现象,适合成形复杂形状的三维曲面件。多点数字化成形能够用一套多点模具成形不同形状的曲面件,从而实现板料的柔性化成形和数字化制造,具有无模、高效以及低成本等优势。
在基础理论研究、关键技术攻关、专用软件开发及成形工艺研发的基础上,成功研制出多种多点数字化成形压力机,并实际应用于多个领域的重点工程,解决了柔性加工难题。图2a为北京奥运会鸟巢建筑工程用多点数字化成形压力机及钢构箱型单元照片。鸟巢工程由大量的弯扭钢板结构件拼焊成箱型单元,其尺寸大、品种多、形状各异,弯扭结构件的成形是突出的技术难题,采用多点数字化成形技术,圆满完成了大量个性化弯扭结构件的成形。图2b为薄板用多点成形压力机及0.5mm薄板成形件照片。薄板在成形时容易发生塑性失稳而起皱,而且还容易拉裂,采用柔性压边技术,成功解决了薄板成形难题。图2c为高强度钢板成形用大型多点数字化成形装备,其一次成形尺寸达3.15m×2.7m,能够在室温加工板厚为50mm的曲面件。

图1 多点数字化成形示意图
柔性拉伸成形
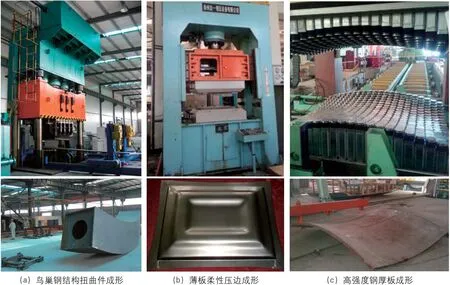
图2 几种多点数字化成形设备及应用例
柔性拉伸成形是在传统拉伸成形和多点离散成形的基础上,综合运用液压系统的帕斯卡定理、材料的加工硬化特性与最小阻力定律等理论,设计开发的一种新型柔性成形技术,图3所示为柔性拉伸成形示意图。柔性拉伸成形用多个离散夹钳代替传统拉伸成形时的整体刚性夹钳,每个离散夹钳由水平、倾斜、垂直布置的三个液压缸加载,能够实现板料加载与变形的自协调,即在拉伸成形过程中,多个夹钳可以根据模具形状的变化自动调整钳口的位移和转角,实现钳口处板料与拉伸成形模具端面的曲率变化趋势一致,从而使板料更容易贴合模具,提高工件的成品率和材料利用率。
基于柔性拉伸成形原理研发出多种柔性拉伸成形机,其大量应用于高铁、建筑幕墙等曲面件的柔性成形中,所成形的曲面件质量好,精度高。图4所示为柔性拉伸成形设备及拉伸成形工件实例。
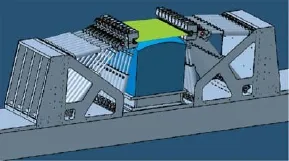
图3 柔性拉伸成形示意图
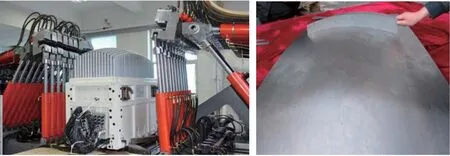
图4 柔性拉伸成形设备及拉伸成形件

图5 拉压复合多点数字化成形设备

图6 韩国首尔的新地标建筑——东大门设计广场
为了实现复杂曲面件成形,将柔性拉伸成形技术与多点对压成形技术相结合,研制了柔性拉伸与对压复合成形设备,并出口韩国(图5)。该设备已用于著名设计师Zaha Hadid设计的韩国首尔新地标建筑——东大门设计广场的建筑覆层成形中(图6),保证了工程的顺利完成。该建筑由两万多张尺寸与形状各异的双曲率铝合金曲面件组成。Zaha Hadid在出席该建筑的开馆仪式时说,如果采用英国的曲面加工技术,需要20多年的时间才能完成这么多个性化曲面覆层的加工。
在这些工作的基础上,最近又为航空制造企业开发出两台数控柔性拉伸成形设备,专门用于成形各种飞机蒙皮件。这些设备具有数控设置压力与速度的功能,并具有示教与自动成形功能。其中一台设备的柔性拉伸成形工件有效尺寸达5m×4m。

图7 连续辊压多点成形示意图
连续辊压多点成形
为了实现板料的连续成形,进一步提高板料柔性成形效率,降低生产成本,提出了基于柔性辊和多点调形原理的连续辊压多点成形新方法。连续辊压多点成形采用可弯曲柔性辊作为成形工具,柔性辊由多个沿轴线分布的调形单元控制,通过调整每个调形单元的相对高度获得柔性辊的弯曲度,使板料连续进给和塑性变形,完成三维曲面件的柔性成形。
连续辊压多点成形根据其成形原理可分为柔性卷板成形、高效旋压成形和柔性轧制成形等,图7所示为其成形原理示意图。在柔性卷板成形过程中(图7a),可以通过柔性辊的弯曲度实现板料横向弯曲,通过上柔性辊下压实现纵向弯曲,使板料在局部范围处于双向弯曲状态;随着柔性辊的转动,板料双向弯曲所产生的塑性变形不断积累,形成所需要的三维曲面。图7b为高效旋压成形示意图,圆形板料被定心,并绕圆心旋转;通过柔性辊的弯曲实现圆形板料的径向变形,通过上柔性辊的下压实现周向变形;通过柔性辊的旋转带动板料旋转并产生塑性变形,从而完成板料的回转曲面成形。图7c为柔性轧制成形示意图,通过调形单元控制柔性辊形状和辊缝的分布,使板料在厚度方向不均匀压缩,沿纵向不均匀伸长,从而实现曲面成形。柔性轧制成形采用两个柔性辊作为成形工具,上下两个柔性辊之间的辊缝沿辊轴方向不均匀分布。
基于连续辊压多点成形原理,分别开发出相应的成形装置,如图8所示。图8a为柔性卷板成形装置,其采用钢丝软轴作为柔性辊,每个柔性辊由21个调形单元控制,柔性辊的直径为15mm,两个下柔性辊之间的距离为30mm。图8b为高效旋压成形装置,其柔性辊分为两组,每组柔性辊由一个上柔性辊和两个下柔性辊构成,能够成形回转曲面件。图8c为柔性轧制装置,所使用的柔性辊为直线光轴,每个柔性辊由31个调形单元控制,柔性辊直径均为10mm,可轧制的最大板料宽度为1200mm。

图8 连续辊压多点成形设备
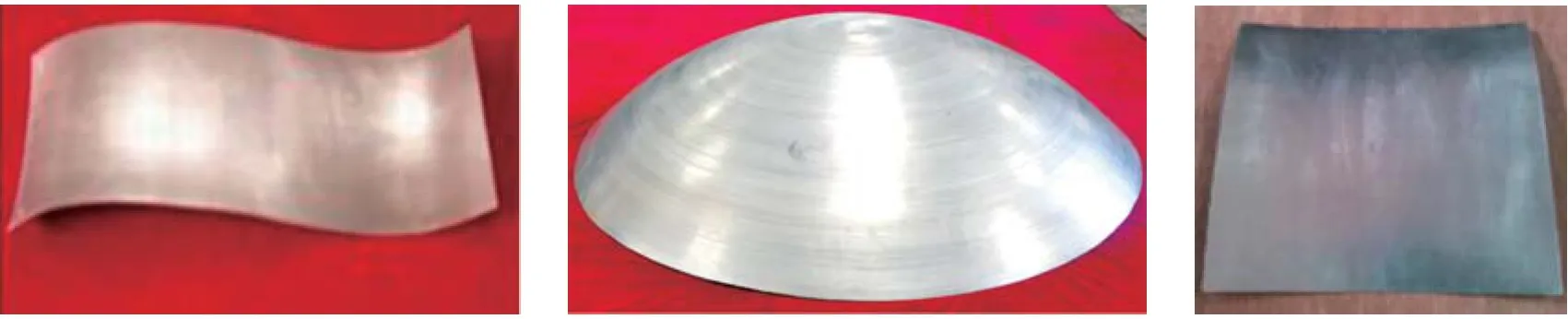
图9 连续辊压多点成形试件
图9所示为柔性卷板、高效旋压和柔性轧制成形的不同曲面件。连续辊压多点成形能够实现三维曲面件的连续、高效柔性成形;而且由于不需要专用的成形模具,可节省模具设计与制造成本,设备投资少,在单件或小批量三维曲面件的生产中具有明显的优势。
发展趋势
随着航空、航天、海运、高速铁路等行业的高速发展,对板料三维曲面件的需求也在不断地增加,柔性成形技术以其特有的优势将具有更加广阔的应用前景,其主要发展趋势为大型化、精密化和连续化。
⑴大型化。柔性成形技术特别适用于单件或小批量三维曲面件的生产及新产品的试制,所加工的三维曲面件尺寸越大,其优越性越突出。随着柔性成形技术的推广与普及,设备的一次成形尺寸也在逐渐变大,将达到数十平方米。
⑵精密化。柔性成形技术起初只能用于中厚板料的简单形状曲面成形,现在已经在薄板成形与复杂形状件成形方面取得了显著进展,已经能够用厚度为0.5mm甚至0.3mm的板料成形曲面件,而且可以成形比较复杂的曲面工件。柔性成形技术正在向精细化方面发展,其成形精度也将得到更大提高。
⑶连续化。柔性成形与连续成形技术的结合可以实现三维曲面件的连续柔性成形,从而大大提高曲面件的成形效率;柔性成形技术正在向高质量、高精度曲面件的连续成形方面发展。连续柔性成形因其自身突出的技术特点,将具有良好的应用前景。