T4003铁素体不锈钢冲压工艺性浅析
2016-06-21孙刚孟令武贾立壮中车齐齐哈尔车辆有限公司
文/孙刚,孟令武,贾立壮·中车齐齐哈尔车辆有限公司
T4003铁素体不锈钢冲压工艺性浅析
文/孙刚,孟令武,贾立壮·中车齐齐哈尔车辆有限公司

孙刚,工程师,主要从事铁路货车冲压工艺及模具设计工作。
T4003铁素体不锈钢是钢铁公司为满足铁路货车高速、重载需要新研制的经济型铁素体不锈钢。钢铁公司在推出该钢材前作了相关冲压及焊接试验,但没有可借鉴的批量生产的技术资料。齐车公司是铁路货车设计主导厂,T4003铁素体不锈钢在铁路货车的应用上处于推广阶段,由齐车公司生产的出口澳大利亚BHP公司的不锈钢矿石车也广泛使用T4003铁素体不锈钢,其他铁路货车工厂并未对T4003铁素体不锈钢做出广泛应用。
为了根据T4003铁素体不锈钢的冲压性能制定合理的冲压工艺,我们根据实际生产需要进行了大量的剪冲工艺试验、校平工艺试验、弯曲性能试验、成形性能试验,掌握了板料分离性能和成形性能,成功地制定了合理的冲压工艺。
T4003铁素体不锈钢的化学成分
钢板的成分、组织状态的设计必须满足用户的设备工艺要求,最主要的是焊接性能、冷弯成形性能及剪切、冲裁等方面的可加工性能。试验用母材为太钢生产的铁素体不锈钢T4003,板厚为6mm,我们对钢板化学成分进行了复检,并与要求进行对比,结果合格,如表1所示。
T4003铁素体不锈钢的金相组织及机械性能

表1 T4003铁素体不锈钢化学成分检验结果(单位:%)
要使产品达到减重要求,首先力学性能必须满足设计要求,钢板的横向、纵向性能必须稳定达到规定的要求。为了全面了解该钢种的机械性能,我们首先对钢材的金相组织进行了分析,母材金相组织分析结果如图1所示,母材组织组成为铁素体,晶粒度为8级。
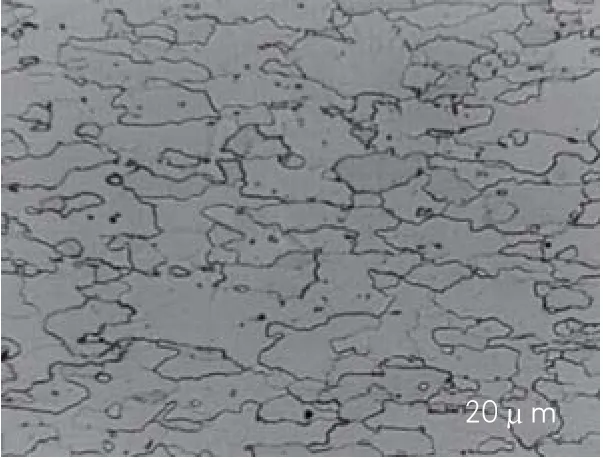
图1 T4003母材金相组织(350X)
我们对太钢生产的板厚为6mm的T4003铁素体不锈钢的机械性能进行了复检,并与要求进行对比,结果合格,如表2所示。
T4003铁素体不锈钢冲压性能研究
在加工性能上,由于T4003铁素体不锈钢含有Cr、Ni元素,具有较强的粘滞性,抗咬合性差,与其他材料接触时摩擦因数大并且易发生粘连,只有通过改进工件的冲压工艺性、改进模具结构、控制拉延阻力等手段,才能保证成形件的质量精度。
为了解T4003铁素体不锈钢的冲压性能,满足BHP不锈钢矿石车前期技术准备的需要,并结合现有冲压加工设备制定合理的冲压工艺,我们根据实际生产需要进行了大量的常规冲压工艺性能试验:剪冲工艺试验、板材校平试验、弯曲性能试验、典型件成形性能试验(下侧门成形、浴盆板滚弧),并根据试验结果制定了合理的冲压加工工艺。
剪切工艺试验
对6mm厚的T4003板材进行剪切小批量试验,剪切试验主要目的是验证板材的剪切断面质量。从试验结果看,剪切断面也包含塌角侧、光亮带、撕裂带、毛刺侧等剪切断面基本特征。但与普通耐候钢剪切断面相比,光亮带与撕裂带分界不清,肉眼可见离散的剪切粘滞点,塌角与09CuPCrNi基本相似,毛刺高度为0.3~0.4mm(卡尺测量)符合JB/T 4381-2011要求。剪冲断面如图2所示,生产过程如图3所示。

图2 T4003剪切断面图

图3 剪冲工序生产过程图

表2 T4003铁素体不锈钢机械性能检验结果
经过剪切后,板材利用冲孔模具进行冲裁试验,从冲裁断面状态判断,不锈钢冲裁对刃部的磨损将大大超过普通耐候钢。另外,由于材料的粘滞性,冲裁间隙的选取将影响毛刺大小及刃口寿命的长短。因此,综合刃口磨损和断面质量,建议将冲裁(单边)间隙设计为板料厚度的6%~8%。
校平工艺试验
由于来料是卷料供货,开平后平面度较差,为3mm/mm2左右,经车间精校平机校平后,能够达到要求,即1.5mm/mm2。
弯曲工艺试验
弯曲试验是在折压机上完成的,目的在于验证板料在剪切条件下的最小许可弯曲半径。试件为t10、t5两种厚度规格,各取三种纤维方向(0°、45°、90°)。t10板的折压半径为R10,t5板的折压半径为R6,均未发现折压裂纹(图4),与出厂技术条件吻合。此工艺条件下的折弯半径为板厚的1.0~1.2倍,为保险起见,实际生产中折弯半径可取板厚的1.5~1.6倍。

图4 T4003折弯图
压型工艺试验
主要目的是验证该材质大型覆盖件成形工艺性,试验采用下侧门压型落料复合模。是否开裂和平面度状态是成形件的两大关键质量特性,从试验结果看,未发现明显缩颈及开裂现象,未发现内皱(即成形内部起皱),但4个外侧平边有明显的波浪式皱褶,起皱高度在0.6~1mm之间,数值不大但影响外观质量,如图5所示。

图5 下侧门板成形图
结论
⑴鉴于不锈钢的粘滞性较大,将加剧对冲裁模具刃部的磨损,因此应加快模具新材料应用进程,以提高模具寿命。目前条件可以选用65Nb或Cr12MoV,使用寿命会相对高一些。
⑵T4003冲裁(单边)间隙设计,取板料厚度的6%~8%较为适宜,以提高模具寿命,降低毛刺高度。
⑶T4003板材开卷、精校平后可达到平面度要求。
⑷在弯曲加工时,为防止发生裂纹,建议T4003板材弯曲件设计圆角取板厚的1.5~1.6倍,即R=(1.5~1.6)t。
⑸T4003大型覆盖件成形工艺复杂,成形件内部无起皱,外部有少量褶皱,影响外观质量。
