百万辆冲压管理模式的构建(连载四)
2016-06-21周方星周泳程桥赵献忠神龙汽车有限公司冲压中心
文/周方星,周泳,程桥,赵献忠·神龙汽车有限公司冲压中心
百万辆冲压管理模式的构建(连载四)
文/周方星,周泳,程桥,赵献忠·神龙汽车有限公司冲压中心

周方星,冲压生产经理,工程师,主要从事冲压生产管理优化与现场改善工作、主持完成的“冲压二期高效流管理实践”与“冲压生产模式的创新与实践”项目分别获武汉市企业管理现代化创新成果二等奖与三等奖。
《百万辆冲压管理模式的构建(连载三)》见《锻造与冲压》2016年第12期
生产计划自动编制及分析系统——蔚蓝系统
生产计划是研究企业在有限产能、库存容量及资源的约束下,如何制定中长期的生产任务,以达到利润最大化与成本最小化的决策问题。随着生产计划对生产绩效的指导性越来越高,如何通过生产计划来提高生产绩效,如何预测生产计划所带来的绩效,如何调整计划增加绩效,如何验证预测与实际匹配度,成为生产计划管理的焦点。因此,从生产计划和实时优化调度入手,开发出应用于生产管理的生产调度软件系统就成为提高冲压生产能力的当务之急。
重复性生产计划目标主要在于:⑴满足客户的需求;⑵保证一段时间内生产的批量是均衡的;⑶减少库存在制品。在整车制造企业中,冲压车间根据其生产能力、库存情况以及车身生产计划的拉动来安排各生产线的生产计划。冲压车间与焊装车间通过冲压自制件仓库关联,冲压车间在满足车身需求计划的前提下,以库存量、最小经济批量、容器装载量、生产班次为边界条件,根据冲压自制件仓库的库存情况编制各生产线需要生产的零件品种、产量、生产时间等数据,从而形成生产计划。
最小批量即经济批量,经济批量=CHR·TPO/60,最小模式=经济批量/ CMJ。其中,CHR是指生产线在1个小时内实际生产的零件数量(不包含更换批次时间),CMJ是指下游用户的日消耗量。如,CHR=450,CMJ=300辆/天,TPO=65分钟,则经济批量=CHR·TPO/60=488件,最小模式=经济批量/CMJ=1.6,取整为2。正常情况下,安全库存量是不允许使用的。客户消耗量与计划批量之间的关系如图8所示。
由于冲压领域是典型的零部件生产模式,它与整车排产模式差异性较大,因此在整车生产企业,冲压的排产方式一直独立于整车排产系统之外。冲压中心负责神龙公司17个现生产车型266个品种零件的供应,这么多的品种在全球冲压行业都很少见,另外还存在停产车型的备件排产与新车型小批量的调试需求,这给冲压的生产计划编排带来了很大难度。在这种复杂的生产环境下,合理的计划安排、有效的调度排产,对降低生产成本、提高企业效益有巨大的作用。在前期,根据自身生产能力、库存情况以及整车生产计划的拉动来安排各生产线的零件生产计划,由于冲压生产批量大、零件品种繁多等特点,往往会存在在制品库存过高,生产周期过长,生产过量与短缺共存的现象。通过建立冲压排产模型并编制蔚蓝系统,冲压的排产模式达到了准时精益生产的目的。
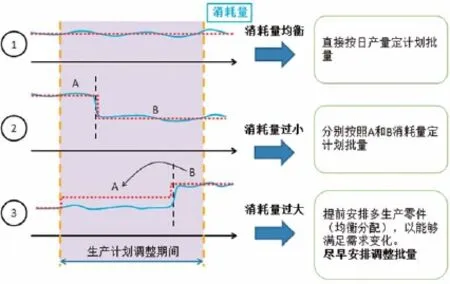
图8 客户消耗量
蔚蓝系统是一项利用函数编辑的计算系统,它旨在实现重复性标准化生产的理念(重复性是指四重复:重复的时间、重复的地点和重复的人生产重复的零件),从而以提高劳动生产率、排产效率、准确性以及降低成本、质量风险为目的打造的应用软件系统,它集合了自动排产功能、生产数据分析、库存信息导入、生产风险管理以及库存信息分析等功能。
冲压排产的复杂性很大程度体现在边界约束条件多,如容器装载量的限制、最小经济批量(生产时间必须大于备模时间,否则会出现停线损失)、工作时间平衡、生产节拍、换模时间、备模时间、换型时间等工艺参数限制;多变性主要体现在倒班的变化,销售环境导致的整车生产消耗需求变化,工艺条件变更后生产节拍的变化,设备、模具故障导致的产能变化等。蔚蓝系统对库存信息自动采集和分析后,让这些影响因素自行计算、实现重复性原则,平衡工作时间形成最优排列组合,并对生产结果与计划差异性跟踪与分析。
绩效、成本预测模型
冲压生产计划的编排,直接决定了冲压自制件库存资金的使用,设备开动率以及能源消耗的多少。然而这些因素之间又相互制约,此消彼长,因此,如何做到平衡,使生产效益最大化成为我们研究的首个课题。
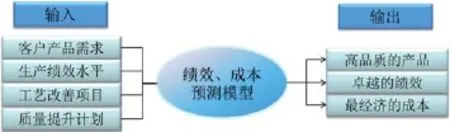
图9 绩效、成本预测模型
绩效、成本预测模型是根据蔚蓝系统生成的下一周的排产计划以及每个零件的基础数据,预测生产能力、在制品资金占用、能源消耗指标的完成情况,其基本构架如图9所示。如果指标没有完成就需要提前纠偏使下一周的指标达到目标,使用更合理。这样工作有了前瞻性,避免出现指标不达标后,再去找原因制定措施,既节约了成本也提高了工作效率。
模型第一部分为生产线所有零件的基础数据,以及蔚蓝系统生成的排产计划。然后根据下游日消耗计划计算该线每天所需冲次数及需要消耗的零件总价格。除此之外,每个零件的基础数据放在一起也便于进行横向对比,可以较明显看出哪些零件绩效处于较差水平,找到改善方向。
模型第二部分为绩效指标预测,第一列数据为目标值,后面几列数据为每天日冲次预测值。从表4中可以看出,周一和周三两天绩效没有达标,通过分析,这两天生产的T91、T92、W10这三个零件绩效较差,且没有生产高绩效的零件是导致没有达标的主要原因。这样可以明确改善方向,在下周的重点工作安排中提升这三个零件的节拍和效率来保证绩效达标或可缩小与目标的差距。
模型第三部分是通过该生产线的人员计算生产线每天的总工作时间以及千冲次人工工时H/MCE,H/MCE是衡量一个冲压车间绩效的综合指标,无法对一条线进行核算,是将所有线的产量以及工作时间汇总后形成,该部分可以清楚地反应出每天指标的变化情况,S22周指标达标,如果指标不达标就需要分析每天工作时间是否合理,是否需要进行弹性生产以降低人工成本。
模型第四部分是动能消耗的预测,动能是冲压中心成本指标里占比最大的指标,通过模型对单冲次平均能耗与排产的冲次数关联后进行预测。
该模型的建立使我们的工作更有前瞻性,不但对生产绩效的提升形成了强大的支撑,同时在生产组织上使制造成本最小化、可控化,对冲压实现效益最大化有重要的指导意义。

表4 绩效指标预测
精益成本控制模式
利润是一个企业生存的根本,而利润等于价格减去成本,在汽车价格不断下降,而利润需要保持不变甚至增加的前提下,如何降低成本对于任何一个企业都是永恒的主题。
随着神龙公司近年来不断刷新销量记录,以及公司多工厂的不断投产,这对原有的成本核算方式提出了新的需求。为了更加有效的支持公司工业领域的成本核算,依据工厂的职能及管控范围,冲压中心在原工厂单车可控制造成本的考核指标基础上,设置了财务维度上的精益成本指标——工厂完全成本(图10)。
冲压中心的可控制造成本包含人工工资、动能、生产外材料、工艺辅料、废损、一般外委、维修外委、厂房维修、环保安全、厂内物流、厂际物流、人员运输等。而完全成本则还包含折旧、保险、无形。
通过工业化俱乐部、冲压中心与PSA优秀工厂进行精益指标对标,结合中长期计划,对每项成本指标的末端因素进行分析和控制,并对设备利用率、资产折旧进行统计分析,使冲压中心在精益的路上不断进步。
资产利用率管理
资产利用率是通过比较当前节拍和设计节拍的方式,计算出资产(设备、容器、厂房、面积)的使用效率,目的是给工厂提供一份能够让其管理自己资产库的工艺,降低自己的完全成本,其管理模型如图11所示。首先通过对工厂的资产库进行清理,列举出工厂的资产清单,清单包含资产的投资金额、投入时间与年限等信息,分析没有使用的或者很少使用的资产,确认这些资产回用的可行性,同时识别其他的机会,例如转卖,并依据MIFA图、布局图及中期规划中对这些资产需求的变化,根据资产的价值、当前的和未来的使用率、回用的难易程度,分析资产处理的优先顺序。
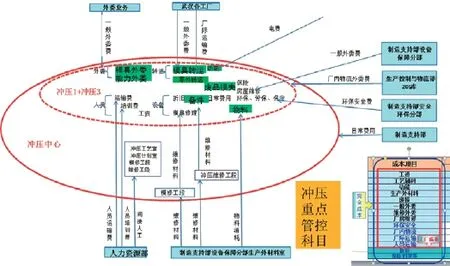
图10 冲压完全成本模型

图11 资产折旧管理模型
结束语
冲压中心通过不断创新和现代化规划,依托战略绩效管理、卓越生产管理和精益成本控制管理,构筑起了百万辆冲压管理模式,对生产绩效提升形成了强大的支撑,同时在生产组织过程中使得工厂的完全成本最小化,为冲压中心愿景和神龙公司百万辆车企愿景的实现,打下了坚实的基础。
