厚板轧机导卫装置受力分析
2017-07-19姚利松
姚利松,范 群
(宝山钢铁股份有限公司研究院,上海 201900)
设计计算
厚板轧机导卫装置受力分析
姚利松,范 群
(宝山钢铁股份有限公司研究院,上海 201900)
针对厚板轧机在生产过程中,经常发生因钢板翘头撞击导卫而造成钢板头部缺陷,进行了轧机导卫装置有限元仿真计算,对比分析了导卫板和连接螺栓在钢板不同撞击位置、不同撞击角度和不同撞击力大小情况下的有限元计算结果,明确了导卫板和连接螺栓受力状态与撞击位置、角度和撞击力大小之间的对应关系,找到了导卫装置在钢板撞击情况下发生事故的原因和最薄弱区域。
宽厚板轧机;轧机导卫;有限元;受力分析
0 前言
厚板轧机在生产过程中,经常发生因板坯翘头[1]撞击轧机导卫,造成钢板头部缺陷;尤其在轧制厚板坯情况下,曾发生因轧制板坯头部上翘量过大,撞击轧机导卫装置前沿,导致轧机导卫装置断裂现象。停机更换损坏的轧机导卫装置须耗时十余小时,严重影响轧机产能。
厚板轧机导卫装置[2-5]与安装在工作辊轴承座上的切水板紧密贴合,对轧制板坯进行导向。在长期生产使用条件下,因导向铜板磨损等原因,引起轧机导卫装置偏转,造成导卫装置前端与切水板间产生缝隙。轧制过程中的板坯因头部上翘量较大,在该处撞击轧机导卫装置前端,造成钢板头部缺陷。为明确轧机导卫装置的断裂原因,拟通过有限元仿真分析方式对轧机导卫装置的受力情况进行分析。
1 厚板轧机导卫装置材料
某厚板轧机导卫装置断裂失效照片如图1所示。该厚板轧机导卫为焊接件,材质为S355 J2G3,相当于国内的低合金高强度结构钢Q345D,抗拉强度σb约为450~600 MPa、屈服强度σs约为300 MPa。轧机导卫连接螺栓材质为34CrNiMo6,经调质热处理,抗拉强度σb约1 100 MPa。

图1 厚板轧机导卫断裂失效照片
2 有限元模型
利用abaqus有限元软件建立了厚板轧机导卫装置的简化模型,如图2所示。与轧机导卫前端接触的切水板和与轧机导卫两侧导向槽接触的轧机牌坊导向简化为刚体。在切水板和轧机牌坊导向上施加固定约束,在轧机导卫的两个提升油缸基座上施加1 MN提升载荷,在轧机导卫的前端或轧机导卫下表面施加板坯撞击载荷。
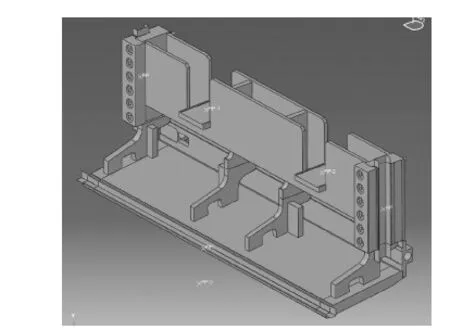
图2 厚板轧机导卫装置模型
如图3所示,采用四面体网格对模型进行有限元网格划分,共计划分393 732个单元,640 695个节点。

图3 厚板轧机导卫装置有限元网格划分
3 计算结果
3.1 轧机导卫前端施加水平撞击载荷
轧机导卫前端水平撞击载荷通过与轧机导卫前端垂直平面耦合的参考点RP3施加轧机导卫上,如图4所示。在水平撞击载荷作用下,轧机导卫的等效应力和最大拉应力如图5所示,轧机导卫连接螺栓的等效应力和最大拉应力如图6所示。
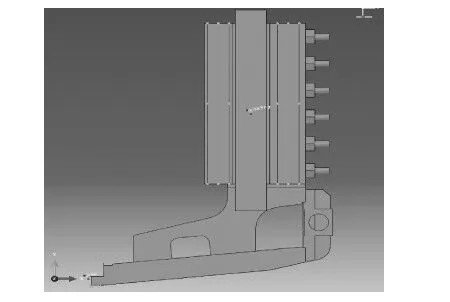
图4 轧机导卫前端水平撞击载荷施加位置


图5 轧机导卫前端水平撞击载荷5 MN轧机导卫应力分布

图6 轧机导卫前端水平撞击载荷5 MN下轧机导卫连接螺栓应力分布
在轧机导卫水平撞击载荷为0 MN(仅承受1 MN液压缸提升载荷)、1 MN、2 MN、3 MN、4 MN、5 MN条件下,轧机导卫和轧机导卫连接螺栓承受的最大应力如表1所示。
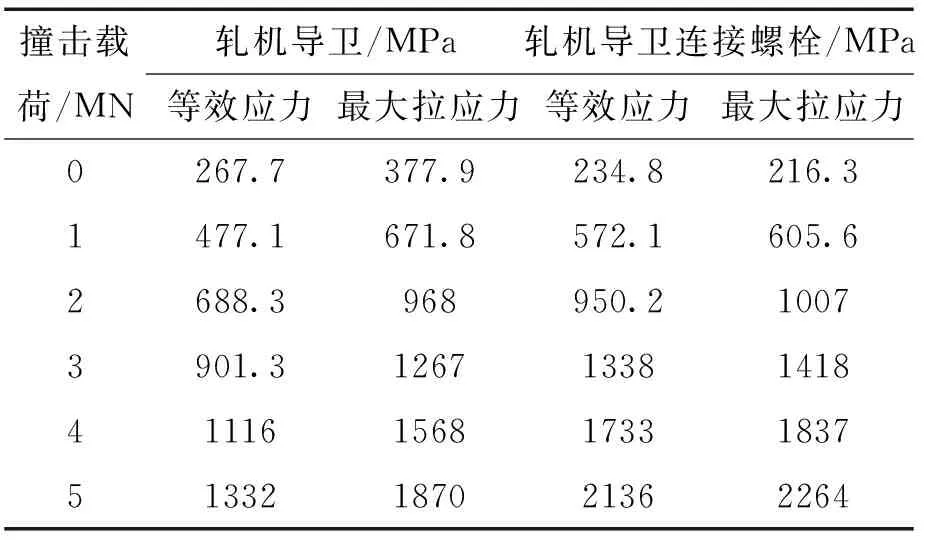
表1 轧机导卫前端水平撞击载荷下轧机导卫与轧机导卫连接螺栓的应力
由仿真计算结果可知,在轧机导卫前端不同的水平撞击载荷作用下,轧机导卫承受最大应力的位置均在图5中用粗线圈起的焊接区域附近;当水平撞击载荷大于0.8 MN时,轧机导卫应力集中区域存在开裂风险;当水平撞击载荷大于2.25 MN时,轧机导卫连接螺栓存在断裂风险。
3.2 轧机导卫前端施加30°方向撞击载荷
在轧机导卫前端30°方向撞击载荷为0 MN(仅承受1 MN液压缸提升载荷)、1 MN、2 MN、3 MN、4 MN、5 MN条件下,轧机导卫和轧机导卫连接螺栓承受的最大应力如表2所示。

表2 轧机导卫前端30°方向撞击载荷下轧机导卫与轧机导卫连接螺栓的应力
由仿真计算结果可知,在轧机导卫前端不同的30°方向撞击载荷作用下,轧机导卫承受最大应力的位置均在焊接区域附近;当30°方向撞击载荷大于1 MN时,轧机导卫应力集中区域存在开裂风险;当30°方向撞击载荷大于2.6 MN时,轧机导卫连接螺栓存在断裂风险。
3.3 轧机导卫前端施加45°方向撞击载荷
轧机导卫前端45°方向撞击载荷通过与轧机导卫前端斜面耦合的参考点RP3施加轧机导卫上。在轧机导卫前端45°方向撞击载荷为0 MN(仅承受1 MN液压缸提升载荷)、1 MN、2 MN、3 MN、4 MN、5 MN条件下,轧机导卫和轧机导卫连接螺栓承受的最大应力如表3所示。

表3 轧机导卫前端45°方向撞击载荷下轧机导卫与轧机导卫连接螺栓的应力
由仿真计算结果可知,在轧机导卫前端不同的45°方向撞击载荷作用下,轧机导卫承受最大应力的位置均在焊接区域附近;当45°方向撞击载荷大于1.25 MN时,轧机导卫上述应力集中区域存在开裂风险;当45°方向撞击载荷大于3.2 MN时,轧机导卫连接螺栓存在断裂风险。
3.4 轧机导卫下表面施加45°方向撞击载荷
轧机导卫下表面45°方向撞击载荷通过与轧机导卫下表面耦合的参考点RP3施加轧机导卫上,如图7所示。在下表面45°方向撞击载荷作用下,轧机导卫的等效应力和最大拉应力如图8所示,轧机导卫连接螺栓的等效应力和最大拉应力如图9所示。

图7 轧机导卫下表面45°方向撞击载荷施加位置
在轧机导卫下表面45°方向撞击载荷为0 MN(仅承受1 MN液压缸提升载荷)、1 MN、2 MN、3 MN、4 MN、5 MN条件下,轧机导卫和轧机导卫连接螺栓承受的最大应力如表4所示。

图8 轧机导卫下表面45°方向撞击载荷(5 MN)下轧机导卫应力分布
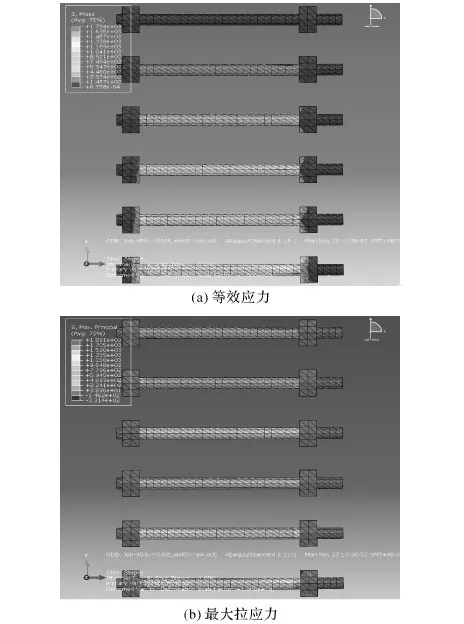
图9 轧机导卫下表面45°方向撞击载荷(5 MN)下轧机导卫连接螺栓应力分布

撞击载轧机导卫/MPa轧机导卫连接螺栓MPa荷/MN等效应力最大拉应力等效应力最大拉应力0262.4370235.22171452.6637.1502.8531.92646908.5810857.73842.41184112611934104214641451153851244174817841891
由仿真计算结果可知,在轧机导卫下表面不同的45°方向撞击载荷作用下,轧机导卫承受最大应力的位置均在焊接区域附近;当45°方向撞击载荷大于0.9 MN时,轧机导卫上述应力集中区域存在开裂风险;当45°方向撞击载荷大于2.7 MN时,轧机导卫连接螺栓存在断裂风险。
3.5 轧机导卫下表面施加60°方向撞击载荷
轧机导卫下表面60°方向撞击载荷通过与轧机导卫下表面耦合的参考点RP4施加轧机导卫上。在轧机导卫下表面60°方向撞击载荷为0 MN(仅承受1 MN液压缸提升载荷)、1 MN、2 MN、3 MN、4 MN、5 MN条件下,轧机导卫和轧机导卫连接螺栓承受的最大应力如表5所示。

表5 轧机导卫下表面60°方向撞击载荷下轧机导卫与轧机导卫连接螺栓的应力
由仿真计算结果可知,在轧机导卫下表面不同的60°方向撞击载荷作用下,轧机导卫承受最大应力的位置均在焊接区域附近;当60°方向撞击载荷大于1.1 MN时,轧机导卫上述应力集中区域存在开裂风险;当60°方向撞击载荷大于3.7 MN时,轧机导卫连接螺栓存在断裂风险。
4 结论
(1)根据仿真计算结果,轧机导卫装置两侧导向与导卫板焊接区域承受的拉应力最大,与实际轧机导卫装置在该焊缝附近开裂相符。
(2)在某一固定角度的板坯撞击力作用下,轧机导卫和轧机导卫连接螺栓承受的最大应力与撞击载荷呈线性关系,既轧机导卫和轧机导卫连接螺栓承受的最大应力随板坯撞击力的增大而增大。
(3)在相同的板坯撞击力作用下,板坯撞击力与水平方向的角度越大,则轧机导卫和轧机导卫连接螺栓承受的最大应力越小。
(4)在不同角度和位置的板坯撞击力作用下,存在相应的板坯撞击载荷门槛值,超过该板坯撞击载荷门槛值,轧机导卫和轧机导卫连接螺栓将会开裂或断裂。
(5)本次轧机导卫装置受力分析过程中未考虑焊接应力的影响,在焊接应力的影响下,轧机导卫装置的开裂风险将进一步增大。将该位置的焊接结构改为整体结构可提高导卫装置的防撞能力。
(6)对轧机导卫和连接螺栓的材质进行优化,提高轧机导卫和连接螺栓的强度,也可减小轧机导卫在使用过程中的失效风险。
[1] 戴杰涛,李烈军,张祖江. 基于辛弹性力学方法的中厚板板形翘曲行为分析[J]. 固体力学学报,2015,36(03):215-222.
[2] 刘绍华,宋洪林,孙双印. 3500 mm精轧机导卫装置的优化设计[J]. 山东冶金,2008,30(4):20-21.
[3] 李小猛. 八钢中厚板3500 mm精轧机导卫结构优化[J]. 新疆钢铁,2013(03):38-40.
[4] 宋杰. 中板导卫滑板易损原因分析与对策[J]. 冶金设备,2008(06):70-73.
[5] 迟爱敏,陈波涛. 中厚板轧机导卫装置的结构及改进[J]. 设计与计算,2010(01):21-24.
Force analysis of guide device for heavy plate mill
YAO Li-song,FAN Qun
(Research Institute,Baoshan Iron & Steel Co.,Ltd.,Shanghai 201900,China)
During the production process of heavy plate rolling mill, due to steel plate head warping upward and impacting the guide device, some defects were often found on the plate head. The FEM simulation and analysis on the guide device of the rolling mill were finished. Under different impact positions, different impact angle and different impact force, the stress coming from guide plate and the connecting bolts were analyzed and compared. The corresponding relationship between the stress state and impact position, impact angle and impact force of the guide plate and the connecting bolts were cleared. The causes of the guide plate failure and the weakest region under the condition of steel plate impact were found.
heavy plate mill;guide device;FEM;force analysis
2017-03-09;
2017-04-15
姚利松(1973-),男,高级工程师,工学硕士,研究方向为轧辊的使用技术及设备能力评价。
TG333
A
1001-196X(2017)03-0064-05
