海藻酸钙纤维及其混纺针织纱的开发
2016-04-05王建坤霍旭蒙陈欣瑶
王建坤,邓 浩,霍旭蒙,陈欣瑶
(1.天津工业大学纺织学院,天津 300387;2.天津工业大学先进纺织复合材料教育部重点实验室,天津 300387)
海藻酸钙纤维及其混纺针织纱的开发
王建坤1,2,邓浩1,2,霍旭蒙1,陈欣瑶1
(1.天津工业大学纺织学院,天津300387;2.天津工业大学先进纺织复合材料教育部重点实验室,天津300387)
摘要:为开发出海藻酸钙纤维混纺针织纱,在研究纤维的基本性能及其纺织加工特点基础上,设计6种不同混纺比的海藻酸钙/棉混纺纱,对混纺纱强伸性能、毛羽指数、条干CV值等指标进行了测试与分析.结果表明:海藻酸钙纤维可纺性较差,随着海藻酸钙纤维含量的的增加,混纺纱的断裂强度和断裂伸长均降低,毛羽指数、条干不匀、粗细节均显著增加.根据生产成本及这6种不同混纺比的海藻酸钙/棉混纺纱的强伸性能、毛羽指数、条干不匀率的变化规律来看,当海藻酸钙纤维质量分数大约在5%~35%之间,纺出的海藻酸钙/棉混纺针织纱的综合性能优于其他含量的海藻酸钙混纺纱.
关键词:海藻酸钙纤维;可纺性;强伸性能;条干不匀;毛羽指数
在当今的纺织服装领域中,使用的纺织材料主要是天然纤维、合成纤维和再生纤维,其中合成纤维是不可再生资源且生产过程中存在高污染等问题,因此全世界的研究者都在开发生物可降解、环保型新纤维品种来替代合成纤维[1].
海藻酸盐纤维是一种天然多糖,它是从褐藻中提取出来的一种天然多糖,由β-D-甘露糖醛酸和α-L-古罗糖醛酸合成的共聚物,这两组组分随海藻种类和产地不同也有所差别[2].该纤维具有优异的吸湿透气性、抗菌性、阻燃作用[3-4],在纺织方面的主要用途大多是医用敷料、纱布等.有试验表明,海藻纤维制成的敷料不但吸湿性好,与传统纱布相比更能促进伤口愈合[5-6],当海藻纤维与伤口液接触后会形成凝胶,其有利于伤口康复,减少了病患的痛苦[7].近年来,在开发海藻纤维纺织品方面通过不同工艺将海藻纤维与其他功能纤维及互补纤维混纺而成的新型产品也有报道,比如海藻纤维与彩棉、牛奶蛋白纤维、毛纤维、Model纤维、芳纶纤维等进行混纺[8-11],可以提高产品的附加值.
由于海藻纤维的强力较低,在纺织服装领域的研究开发也处于起步阶段,所以有必要对海藻纤维及其混纺纱线的基本性能加以研究分析.本文首先从海藻酸钙纤维的基本性能入手,对海藻酸钙纤维的SEM、力学性能、电学性能等进行测试分析,在此基础上设计了6种混纺比的海藻酸钙/棉混纺纱线并进行测试,分析海藻酸钙纤维的含量对混纺纱线各项性能的影响,找出其在各个方面的优缺点,对进一步系统地研究海藻纤维及其混纺产品的性能,为海藻纤维纺织品的开发提供理论基础和参考.
1 纤维规格及性能
1.1纤维的规格
本文选用青岛海蓝生物制品有限公司提供的海藻酸钙纤维,其主要性能指标见表1.

表1 海藻酸钙纤维主要性能指标Tab.1 Main properties of calcium alginate fibers
1.2纤维性能测试
1.2.1纤维的结构形态
采用纤维切片器制样,然后用TM3030环境扫描电子显微镜对纤维的横截面和纵向形态进行观察,海藻酸钙纤维的SEM如图1所示.
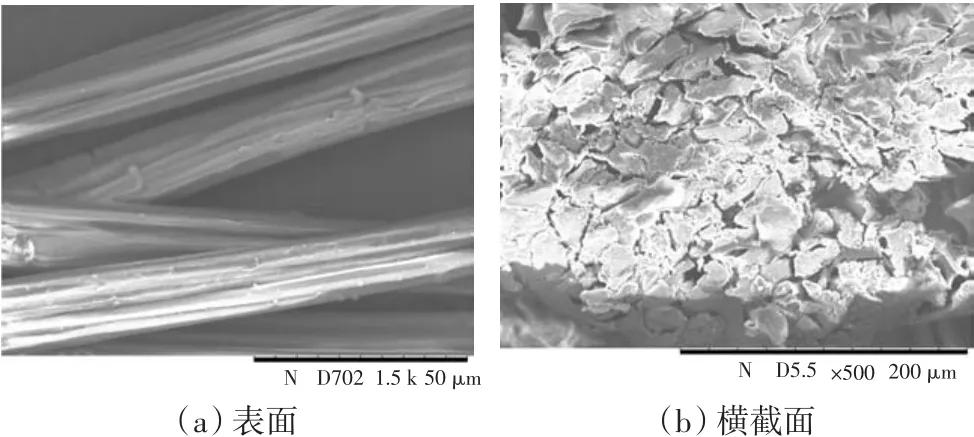
图1 海藻酸钙纤维的SEMFig.1 Electron micrograph of calcium alginate fibers
由图1可见,海藻酸钙纤维粗细均匀,比较平直,纤维纵向分布有很多条纹,横截面呈明显的不规则结构,边缘呈锯齿形.
1.2.2纤维的摩擦性能
纤维与纤维之间、纤维与金属之间、纤维与橡胶之间都应具有足够的摩擦力,这是织物具有良好尺寸稳定性的必要条件之一[12].采用绞盘法,利用Y151型纤维摩擦系数测定仪(常州第二纺织机械厂生产)测试海藻酸钙纤维与海藻酸钙纤维、海藻酸钙纤维与金属辊、海藻酸钙纤维与橡胶辊之间的动、静摩擦因数,计算出相应的动、静摩擦系数值.海藻酸钙纤维摩擦系数测试结果如表2所示.
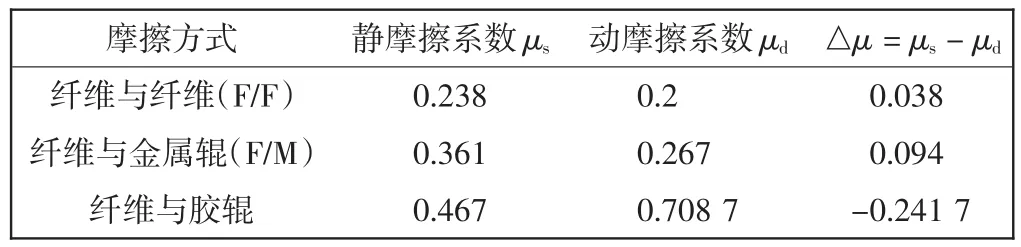
表2 海藻酸钙纤维的摩擦系数Tab.2 Friction coefficient of calcium alginate fibers
由表2可得:抱合参数Kl=μs(F/F)-μd(F/F)= 0.038;缠绕参数K2=μd(F/F)/μd(F/M)= 0.749;
均匀参数K3=μd(F/F)/μs(F/F)= 0.840
当μd-μs小时,纤维很平滑,抱合性差,棉网难成形,条子易断头,粗纱强力下降;当K2在0.8及以下,说明细纱绕罗拉次数多;当均匀参数K3为0.7时纱线成纱疵点多,为1.0为成纱疵点少,海藻酸钙纤维的均匀参数K3为0.840,说明其纺制成的纱线纱疵点也较多,条干不均匀[13].
从上列数据可以看出,海藻酸钙纤维各项动、静摩擦系数相对较低且各项差值均不大,在纺成纱时,纤维间的抱合力较差,纯纺成纱后纤维间容易滑脱,需与其他强伸性能优良的纤维进行混纺,以弥补其强力和抱合力不足的缺陷.且纤维与纤维之间的摩擦系数均小于纤维与金属,纤维与胶辊之间的摩擦系数,其中纤维与胶辊之间的摩擦系数最大,纤维与纤维间的摩擦系数最小,在纺纱过程中应予以重点考虑,在生产中需加入抗滑油剂.
1.2.3纤维的比电阻
纤维的比电阻是预测纤维可纺性的重要方法,当纺织材料的质量比电阻在1010~1011Ω·g/cm2时就具有一定的防静电能力,当小于1010Ω·g/cm2时就具有良好的防静电能力[14].
采用YG321纤维比电阻仪(常州市第一纺织设备有限公司生产),根据GB/T14342-1993《合成纤维比电阻实验》中的相关规定要求测试纤维的比电阻,测试结果如表3所示.

表3 海藻酸钙纤维的质量比电阻Tab.3 Specific resistance of calcium alginate fibers
由表3可知,本实验所用的海藻酸钙纤维的质量比电阻为6.375×108Ω·g/cm2,高于棉纤维质量比电阻4.875×107Ω·g/cm2,但是明显小于1010Ω·g/cm2,因此海藻纤维具有较好的防静电能力,使其在产品生产及服用过程中不易产生静电,不易黏着灰尘.
2 混纺纱线制备
混纺比影响混纺纱的各项性能,是纺制混纺纱最重要的工艺参数之一[15].海藻酸钙纤维与棉纤维混纺不仅影响混纺纱线的物理机械性能,还关系到成品的成本.本文在棉纺设备上采用传统环锭纺纱方法,设计了6种海藻酸钙纤维/棉混纺纱线,其混纺比分别为0/100、5/95、20/80、35/65、50/50、65/35,成纱的设计线密度为18.3 tex.
2.1主要工艺流程
海藻酸钙纤维、棉纤维→实验用小型和毛机(XFH型)→数字式小样梳理机(DSCa-01型)→数字式小样并条机(DSDr-01型)→数字式小样粗纱机(DSRo-01型)→数字式小样细纱机(DSSp-01型).
2.2工艺参数配置
2.2.1和毛工艺
海藻酸钙纤维强力较差,纤维之间抱合力较小,在纺纱过程中应注意保持加工环境的湿度在65%左右,在海藻纤维的制条过程中,要合理选配开松、梳理工艺参数,减少在制条过程中对纤维的损伤[16],因而开清工序应采用“多松少打,轻打重梳”的原则,适当降低打手速度,减少打手剧烈打击造成的纤维损伤和棉结,实验室湿度控制在65%左右,减少飞花和静电的影响,实验中所用设备为小型和毛机.
2.2.2混合梳理
在梳理时一般采取“适当降低锡林和刺辊速度,调整锡林盖板隔距”等措施[17],为了减小梳理及纺纱过程对成纱混纺比的影响,纤维梳理阶段进行2次梳理,梳棉机的主要工艺参数如表4所示.
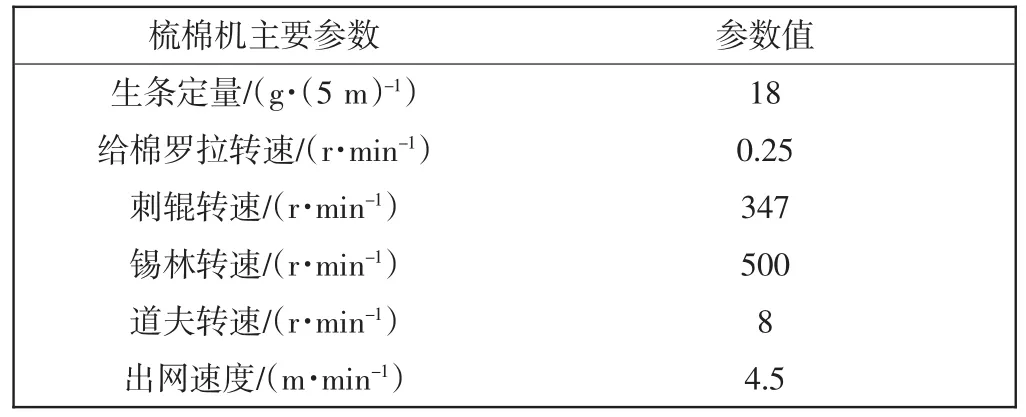
表4 梳棉工艺参数Tab.4 Parameters of carding process
2.2.3并条工序
采用两道并条,一道8根并合,二道6根并合,牵伸牵伸倍数略大于并合数,本文采用的纺纱系统的小样粗纱机允许喂入的熟条定重范围为14.0 g~20.0 g,据此设定的并条主要工艺参数如表5所示.
数字式小样并条机的牵伸形式为4/4三区直线牵伸,其中中区为张力牵伸区,如所纺纤维长度较长也调节为滑溜牵伸.
实际纺出的生条、半熟条、熟条的定量分别为:17.3 g/5 m、16.5 g/5 m、16.3 g/5 m,设计定重与实际定重之间存在一定差异,这与牵伸过程中条子有意外伸长以及罗拉打滑有关.
2.2.4粗纱工序
为了提高成纱质量,减少成纱粗节和粗纱断头,粗纱工序遵循大捻度、低速度、大隔距的工艺原则,粗纱主要工艺参数如表6所示.
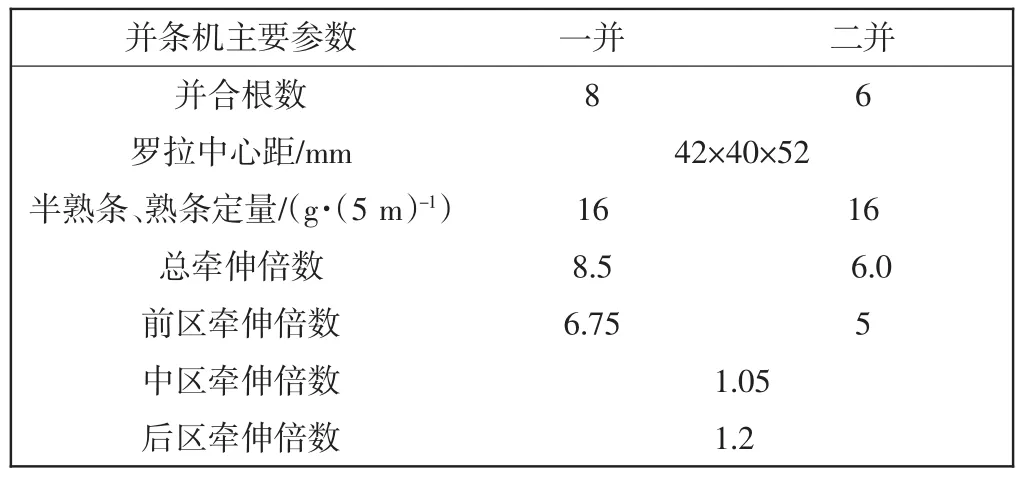
表5 并条工艺参数Tab.5 Parameters of drawing process
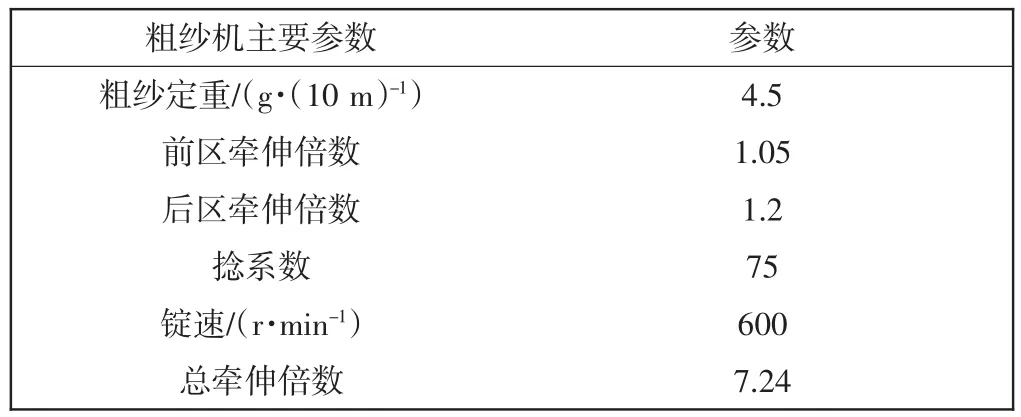
表6 粗纱工艺参数Tab.6 Parameters of roving process
2.2.5细纱工序
针织用纱要求条干均匀,细节少.一般针织用纱最大以不超过100捻/10 cm为宜,实际为72[18],对于细纱工序中钢丝圈的选取遵循的原则是钢丝圈重量等于纱线细度的1.5~2倍左右,或者稍微大于2倍.细纱主要工艺参数如表7所示.
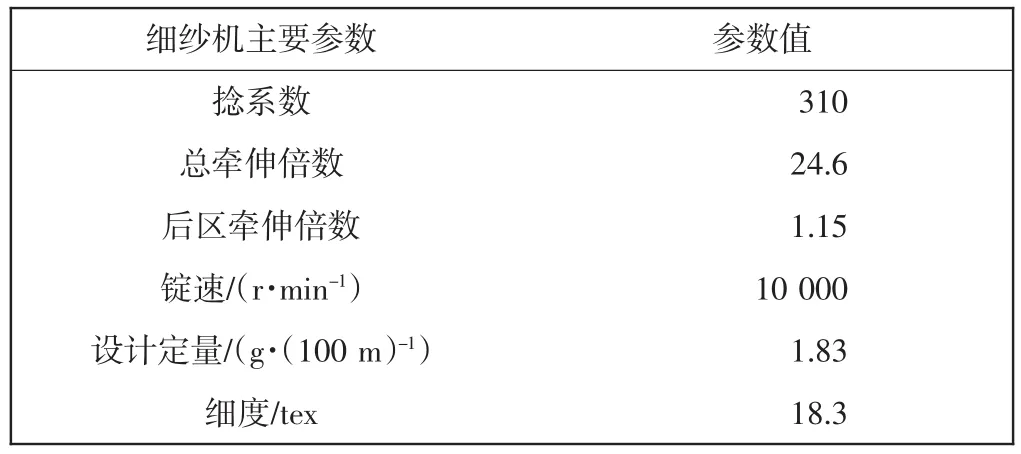
表7 细纱工艺参数Tab.7 Parameters of spinning
3 混纺纱线性能测试与分析
3.1混纺纱强伸性能
采用YG029A型全自动电子单纱强力机(南通三思机电科技有限公司生产)进行测试,混纺比对混纺纱断裂强力和断裂伸长率的影响如图2所示.
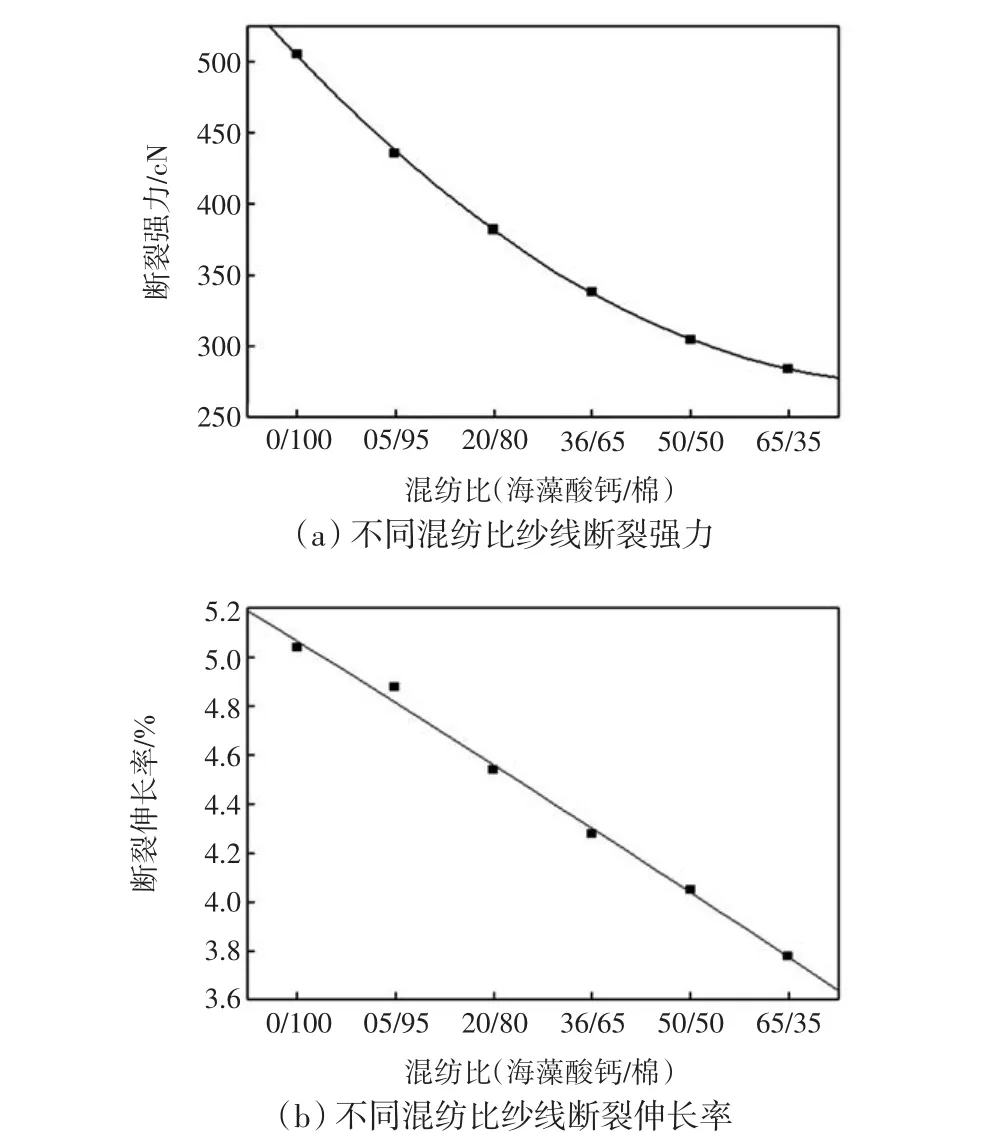
图2 混纺纱线强伸性能Fig.2 Strength and elongation of blended yarn
图2(a)显示的是混纺纱强力随与纱线混纺比关系,其多项式拟合方程为:Y = 584.4 - 85.4X + 5.857 14X2,R2= 0.99,表明不同纱线间断裂强力之间的关系.随着混纺纱中海藻酸钙纤维含量的增加,纱线的断裂强力呈快速下降趋势,而且当海藻酸钙纤维质量分数达到65%时,纱线的断裂强力迅速下降到同等线密度棉纱的56%;图2(b)显示的是混纺纱断裂伸长率与纱线混纺比关系,其多项式拟合方程为:Y = 5.315 -0.244 82X - 0.001 96 X2,R2= 0.99,整体观察可知,0/ 100的纯棉纱线断裂伸长率最高,海藻酸钙纤维的质量分数为5%时,其断裂伸长率次之,随着海藻酸钙纤维含量的逐渐增加,纱线的断裂伸长呈缓降的趋势.根据纺织行业标准FZ/T71005—2006《针织用本色纱》,细度在16~20 tex范围内的普梳针织棉纱,单纱断裂强度大于11.2 cN/dtex.由图2(a)可知,各海藻酸钙/棉混纺纱的单纱断裂强度在12.2~25.3 cN/dtex之间,满足普梳针织棉纱技术要求.
当拉伸2种纤维的混纺纱时,纱线的断裂是一个复杂的过程,包括单根纤维的多次断裂和纤维间的滑移等.在纤维被拉直至断裂过程中,起初是2种组分的纤维共同受力、伸长,但当一个组分维伸长到极限断裂之后,另一种纤维将完全承受之前2种纤维共同承受的力,加之冲量因素,造成此种纤维也迅速断裂,形成断纱[19].在海藻酸钙/棉混纺纱中,较长的棉纤维则分布在纱线中心,海藻纤维强力低,在纺纱过程中长度变短、整齐度变差,在成纱过程中多分布在纱的外层.所以随着海藻酸钙纤维混纺比的增加,纤维的断裂强力和伸长率逐渐下降.
3.2混纺纱线毛羽
采用YG172型纱线毛羽测试仪(陕西长岭纺织机电科技有限公司生产)对纱线进行测试,本文选取3 mm及其以上长度的毛羽作为表征对象,测试结果如图3所示.
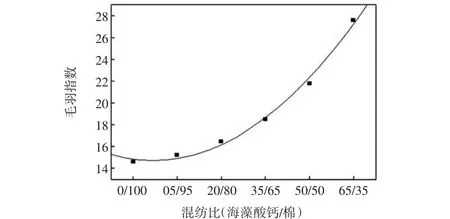
图3 混纺纱线的毛羽Fig.3 Hairness of blended yarn
由图3可见,混纺纱线中的大于3 mm的毛羽指数随着海藻酸钙纤维含量的增加呈上升趋势,拟合方程为:Y = 16.03 - 1.773 57X + 0.607 86X2,R2= 0.99.由图3可知,随着海藻酸钙纤维含量的增加,混纺纱的毛羽指数逐渐上升,特别是海藻酸钙纤维质量分数大于等于35%,混纺纱线的毛羽指数呈现急速上升的趋势.由于纱线外表面大部分包覆着较短的海藻酸钙纤维,且在纺纱过程中,纤维与导纱钩、钢丝圈等摩擦易产生静电,也是造成纱线毛羽逐渐过多的因素.因此,在满足产品良好服用性能的前提下,海藻纤维的含量应较小控制.
3.3混纺纱线条干
采用USTER条干仪ME100型(上海乌斯特技术贸易有限公司生产)进行测试,测试结果如图4所示.
图4(a)显示混纺纱线条干CV值与纱线混纺比关系,其多项式拟合方程为:Y = 13.229 + 0.347 96X + 0.064 82X2,R2= 0.99;图4(b)显示的是混纺纱线粗细节值与纱线混纺比关系,其多项式拟合方程为:Y = 208.05-111.80893X+41.70536X2,R2=0.99;图4(c)显示的是混纺纱线棉结与纱线混纺比关系,其多项式拟合方程为:Y = 31 + 17.660 71X + 4.375X2,R2= 0.99.由图4可知,当海藻纤维质量分数超过20%以后,混纺纱粗细节、棉结数量迅速增加.
从图4中反映的规律可知,随着海藻酸钙纤维含量的增加,混纺纱的条干、粗细节、棉结等均逐渐增加,各纱线棉结、粗节和细节的分布规律基本一致,当海藻纤维质量分数较少时增加幅度缓慢,当纤维质量分数大于等于35%后增长幅度加快.由图4(a)、(b)、(c)比较可知,棉结、粗细节较多的纱线,条干不匀率也大,条干均匀度差.另外由图4(a)可知,65/35混纺纱的条干不匀率最大,且棉结、粗节和细节也最多,这也是造成65/35混纺纱线断裂强力和伸长率较低的一个主要原因.原材料的状态和纺纱工艺会影响成纱条干CV值[20].本实验所用的海藻酸钙纤维整齐度较差,表面光滑,抱合力差,在和棉纤维混合梳理过程中不能均匀混合,造成纤维粘结,从而在纺纱过程中出现较多的粗细节,且海藻酸钙纤维的短毛羽较多,漏出纤维表面易缠结,易在纱线表面形成棉结.
根据纺织行业标准FZ/T71005—2006《针织用本色纱》,细度在16~20 tex范围内的普梳针织棉纱,条干不匀率应该不大于16%~23%.由图4可知,海藻酸钙/棉混纺纱的条干不匀率在13.75%~17.54%之间,可满足普梳针织纱要求.
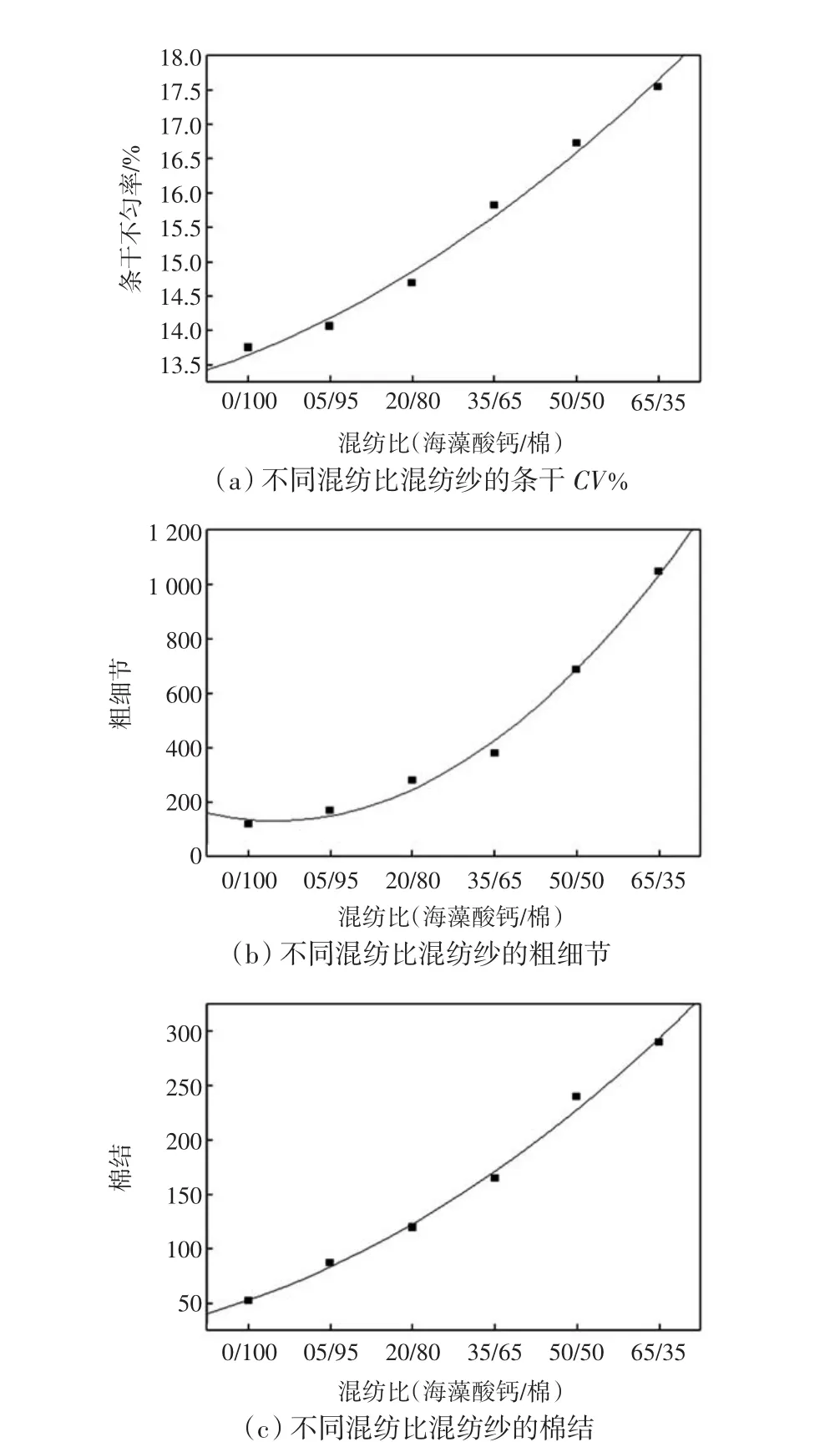
图4 混纺纱条干CV%、粗细节和棉结Fig.4 Evenness thick-and-thin and NEPS
4 结论
根据海藻酸钙纤维的测试结果,海藻酸钙纤维各项动、静摩擦系数相对较低且各项差值均不大,导致海藻酸钙纤维在纺纱过程中抱合力弱、纺纱断头多等问题,采用海藻酸钙、棉纤维混纺,合理配置纺纱工艺参数,可有效改善纤维的可纺性,根据行业标准,纺制出的混纺纱线的断裂强力和条干均匀度均符合普梳针织用纱要求的范围.经测试,随着海藻酸钙纤维含量的增加,混纺纱线的强伸性能逐渐下降;成纱毛羽、条干CV、粗细节以及棉结均呈上升趋势.
综合考虑混纺针织纱的各项性能要求以及生本成本,当用海藻酸钙、棉纤维混纺纱制织服用纺织品时,从这6种不同混纺比的海藻酸钙/棉混纺纱的强伸性、毛羽、条干不匀率等性能的趋势图可以看出,5/95的混纺纱线综合性能最好,当海藻酸钙纤维质量分数在35%以上时,混纺纱线的毛羽指数和条干不匀率、粗细节急剧上升,所以综合纱线变化趋势和成本,建议采用海藻酸钙纤维质量分数为5%~35%的混纺纱,可使海藻酸钙/棉混纺纱线的综合性能达到最优.
参考文献:
[1]刘海洋.由生物制品开发绿色可生物降解纤维[J].山东纺织经济,2002(6):32-35. LIU H Y. Development of green biodegradable fibers from biological products[J]. Shandong Textile Economy,2002(6):32-35(in Chinese).
[2] ZHU Ping,ZHANG Chuan-jie. Preparation and application of alginate fiber in wound dressings [J]. J Clinical Rehabil Tissue Eng Res,2008,12(32):6397-6400.
[3]刘越,朱平,马传娜,等.纯海藻酸纤维的性能[J].纺织学报,2009,30(8):13-15. LIU Y,ZHU P,MA J N,et al. Properties of alginate fiber[J]. Textile Journal,2009,30(8):13-15(in Chinese).
[4]吴亚红.海藻酸纤维性能研究及产品开发[J].针织工业,2011(11):8-10. WU Y H. The performance research of alginate fiber and product development[J]. Knitting Industry,2011(11):8-10(in Chinese).
[5] THOMAS S. Alginate dressings in surgery and wound managemant:Part 1[J]. Journal of Wound Care,2000,9(2):56-60.
[6] THOMAS S. Alginate dressings in surgery and wound managemant:PartⅡ[J]. Journal of Wound Care,2000,9(4):163-166. [7] QIN Y,GILDING D K. Alginate fibres and wound dressings[J]. Medical Device Technology,1996,7(9):32-41.
[8]李梅.海藻纤维/彩棉纤维/牛奶蛋白纤维混纺纱的开发[J].棉纺织技术,2009,37(8):482-485. LI M. The Development of seaweed fiber/cotton/milk protein fiber blended yarn[J]. Cotton Textile Technology,2009,37(8):482-485(in Chinese).
[9]张玉海.海藻纤维在纺织领域的研究进展[J].化纤与纺织技术,2013,42(3):26-29. ZHANG Y H. Research progress of seaweed fiber in textile field[J]. Chemical Fiber and Textile Technology,2013,42(3):26-29(in Chinese).
[10]宋瑶.毛/海藻纤维双面高档T恤面料的开发[J].毛纺科技,2014,42(9):8-10. SONG Y. Development of double side high grade T shirt fabric of wool / seaweed fiber[J]. Spinning Technology,2014,42(9):8-10(in Chinese).
[11]鞠海虹,张玉海.海藻纤维/芳纶纤维混纺阻燃面料的开发及性能研究[J].科研与生产,2014(5):11-13. JU H H,ZHANG Y H. Development and performance study of the flame retardant fabric with seaweed fiber and aramid fiber[J]. Scientific Research and Production,2014(5):11-13(in Chinese).
[12]朱正锋,董新蕾,土军华.阻燃粘胶/不锈钢纤维混纺纱线的开发及其性能[J].上海纺织科技,2007,35(8):51-53. ZHU Z F,DONG X L,TU J H. Development and properties of flame retardant viscose / stainless steel fiber blended yarn[J]. Shanghai Textile Science and Technology,2007,35(8):51-53(in Chinese).
[13]瞿建增.化学纤维的摩擦性能及其与纺纱关系的研究[J].北京纺织,1979(1):21-28. QU J Z. Study on friction property of chemical fiber and its relationship with spinning[J]. Beijing Textile,1979(1):21-28(in Chinese).
[14]刘艳君,方方,林浩.海藻纤维性能研究[J].棉纺织技术,2013,41(7):477-480. LIU Y J,FANG F,LIN H. Study on the performance of alginate fiber[J]. Cotton Textile Technology,2013,41(7):477-480 (in Chinese).
[15]赵小平,王建坤,茆张林.混纺比对甲壳素/棉混纺纱性能的影响[J].天津工业大学学报,2010,29(2):30-33. ZHAO X P,WANG J K,MAO Z L . Effect of blending ratio on properties of chitin / cotton blended yarn [J]. Journal of Tianjin Polytechnic University,2010,29(2):30-33(in Chinese).
[16]王花艳,张许,王建坤.摩擦纺海藻纤维包芯纱的纺制工艺研究[J].天津工业大学学报,2010,29(6):17-21. WANG H Y,ZHANG X,WANG J K. Study on the spinning process of friction spun seaweed fiber core spun yarn [J]. Journal of Tianjin Polytechnic University,2010,29(6):17-21(in Chinese).
[17]万玉芹,吴丽莉,俞建勇.竹纤维吸湿性能研究[J].纺织学报,2004,25(3):14-16. WAN Y Q,WU L L,YU J Y. Study on Bamboo fiber moisture absorption[J]. Journal of Textile Research,2004,25(3):14-16 (in Chinese).
[18]郑群.棉纺手册[M].北京:中国纺织出版社,2004:827-828. ZHENG Q. Cotton spinning Handbook[M]. Beijing:China Textile Press,2004:827-828(in Chinese).
[19]王妹娣,王建坤,汪海旸,等.混纺比对棉海藻纤维混纺纱性能的影响[J].棉纺织技术,2011,39(12):28-30. WANG M D,WANG J K,WANG H Y,et al. Effect of blending ratios on the properties of cotton seaweed fiber blended yarn[J]. Cotton Textile Technology,2011,39(12):28-30(in Chinese).
[20]张瑾.细纱牵伸对成纱条干均匀度的影响[J].棉纺织技术,2003,31(4):40-42. ZHANGJ.Theinfluenceofyarnspinningdraftonitsevenness[J]. Cotton Textile Technology,2003,31(4):40-42(in Chinese).
Development of calcium alginate fibers and its blended knitting yarn
WANG Jian-kun1,2,DENG Hao1,2,HUO Xu-meng1,CHEN Xin-yao1
(1. School of Textiles,Tianjin Polytechnic University,Tianjin 300387,China;2. Key Laboratory of Advanced Textile Composite Materials of Ministry of Education,Tianjin Polytechnic University,Tianjin 300387,China)
Abstract:To develop calcium alginate fiber blended knitting yarn,six different blended ratios of calcium alginate/cotton blended yarns are designed on the basis of the basic properties of the fiber and textile processing characteristics,the strength and elongation properties,hairiness index,evenness CV value and other indicators of the blended yarns were tested and analyzed. The results show that the spinnability of the calcium alginate fiber was poor,with the increasing mass fraction of calcium alginate fiber,the breaking strength and elongation decreased,the hairiness index, evenness,the thick-and-thin were significantly increased. Through the analysis of the overall,according to the production cost and the yarn strength and elongation properties and evenness of the six different blended ratios of calcium alginate/cotton yarns,when the mass fraction of calcium alginate fiber is between 5%and 35%,the comprehensive performance of calcium alginate/cotton yarn is better than those of other calcium alginate/cotton blended knitting yarn .
Key words:calcium alginate fiber;spinnability;strength and elongation properties;evenness;hairiness index
通信作者:王建坤(1961—),女,博士,教授,硕士生导师,主要研究方向为纺织材料新工艺、新技术. E-mail:jiankunwang@tjpu.edu.cn
基金项目:国家青年科学基金资助项目(51403154)
收稿日期:2015-10-21
DOI:10.3969/j.issn.1671-024x.2016.01.005
中图分类号:TS102.2;TS104.7
文献标志码:A
文章编号:1671-024X(2016)01-0022-06
