大面积光刻胶线棒涂布工艺研究
2015-12-14韦必明金名亮窦盈莹周国富水玲玲
韦必明,金名亮,吴 昊,窦盈莹,周国富,水玲玲
(华南师范大学华南先进光电子研究院,彩色动态电子纸显示技术研究所,广州510006)
薄膜在材料应用中非常关键,尤其在显示领域[1]、微机械系统(MEMS)[2-3]、IC 集成电路[4]等光电子器件的光刻工艺中,光刻胶需先制备成薄膜方可进行后续工艺. 在微加工制造业,光刻胶涂膜质量的好坏不仅直接影响到后续工艺,还会影响器件的性能和寿命,甚至决定一个完整器件的成败.光刻胶涂膜最常用的方法是旋涂法[5-6],该方法可在不同材质的平面基材上进行,涂膜厚度的可控性和均匀性较好. 但旋涂法存在本身的局限性:(1)涂料的利用率低,通常情况下超过70%的涂料被甩到片子外;(2)对于比较昂贵和有毒的材料,不仅增加了成本,同时也带来了环境污染;(3)旋涂法很难在大面积的基材上进行涂膜,高粘度的光刻胶也比较难处理. 下一代光电子器件需要更大的面板尺寸,有时需要更厚的薄膜、更低成本和大规模的产业化.这些需求激发了更多的研究者去探索开发出新的涂布技术,目前能进行大面积涂布的涂布技术有:喷雾法[2-3]、网版印刷法[7]、挤压式涂布法[8-10]、线棒涂布法[11]等. 但喷雾法、浸涂法和网版印刷法适用的光刻胶粘度范围小,很难用于高粘度的光刻胶中,如喷雾机(EVG 101)[2],只能涂布粘度低于20 cSt 的光刻胶,无法用于更高粘度的材料涂布. 挤压式涂布法可以涂布高粘度的光刻胶,但其对基材平坦度的要求高,且设备昂贵. 线棒涂布法不仅能有效地解决大面积基材的涂布问题[11],同时用于高低粘度光刻胶的涂布,还可在不同硬度和材质基材上涂布,如卡纸[12]、木材[13]、ITO 玻璃[14]等. 相对于传统的涂布方法,线棒涂布法具有可涂布高粘度涂料与大面积涂布等优点,简单、廉价、应用领域广.
本文利用实验室小型涂布机研究光刻胶的涂布工艺. 讨论不同的涂布工艺参数对涂膜厚度及均匀性的影响,包括垫板硬度、光刻胶粘度、涂布棒大小、涂布速度与垫板高度,并通过在基板下增加硬度小的垫板优化了涂膜的均匀性,促进线棒涂布法的应用.
1 实验方法
1.1 涂布设备
涂布设备为石家庄奥斯派机械科技有限公司生产的XT-200CA 涂布机,该设备采用无刷电机与支撑滑轨,通过控制速度和稳定的压力来保证涂布效果.
1.1.1 设备结构 涂布机的设备结构及涂布过程如图1 所示,由涂布机机身、垫板、涂布棒和推杆等组成,选择玻璃板、硅胶板和高密度海绵基板3 种不同硬度的基材作为垫板. 在垫板顶层放1 块厚度为1.1 mm 的玻璃板或塑料板,涂布棒固定在与涂布机机身有一定倾斜角度的推杆上,通电后电机带动推杆运动,推杆施加力给涂布棒使其运动,涂布速度在0 ~4.2 cm/s 的范围内连续可调. 设备机身的尺寸为580 mm×340 mm×180 mm,有效涂布面积为300 mm×400 mm.
1.1.2 涂布棒 涂布棒为OSP 精密线棒,其表面为利用金属的塑性形变原理采用冷挤压加工工艺在钢棒表面滚压出凹凸的波状曲线,具有耐磨和清洗方便等特点,涂布效果突破传统刮刀、钢丝线棒的涂膜极限. 涂布棒结构如图2 所示,它是一根表面具有一定宽度和深度的齿轮(即凹凸槽)形成的圆柱棒(直径10 mm),利用德国布鲁克公司生产的Dektak XT 台阶仪测量齿轮的宽度和深度,结果如表1所示,不同涂布棒编号对应不同宽度和深度的齿轮.涂布棒编号越大,对应的齿轮越宽且越深. 齿轮的宽度和深度决定了涂布棒涂布样片表面时在样片表面与涂布棒直接留下的空隙大小,即决定了涂布所得的涂膜厚度.

图1 (A)线棒涂布机结构及(B)涂布过程截面图Figure 1 (A)The schematic drawing of the bar coater equipment and (B)cross-sectional view of the coating process

图2 涂布棒结构形状Figure 2 Micro-textured structure of coating bars

表1 涂布棒结构尺寸Table 1 Size of coating bars
1.2 实验材料
选择负型SU-8 2005 光刻胶和SU-8 2150 光刻胶(MicroChem Corp.,Newton,MA)进行涂布,其物理参数见表2. 选择此2 种光刻胶的原因是:(1)粘度对涂膜厚度与均匀性影响大,除了粘度不同外,它们具有相似的物理和化学特性,主要的溶剂均为环戊酮,便于研究粘度对膜厚与均匀性的影响;(2)SU-8 2150 光刻胶的粘度大(8.0 ×10-2m2/s),适合研究涂布机对高粘度光刻胶的涂布. 为了获得不同粘度的光刻胶,利用环戊酮(分析纯,阿拉丁试剂(上海)有限公司)作为稀释剂将SU-8 2150 稀释成粘度范围为4.5 ×10-5~8.0 ×10-2m2/s,的系列光刻胶溶液.

表2 光刻胶类型及物理参数Table 2 Physical properties of photoresist
1.3 涂布过程
使用基材为7 cm(长度)×7 cm(宽度)×1.1 mm(厚度)的ITO 玻璃样片,是在涂胶前对ITO 玻璃进行清洗. 其过程:将ITO 玻璃浸入溶有光学玻璃清洗剂RM11-07(Runmon 润銘通科技)的水溶液中,然后用KH3200DV 型数控超声波清洗器(昆仑禾创超声波有限公司)进行超声清洗(频率:40 kHz,时间:8 min),再用超纯水冲洗和氮气吹干,最后放进烘烤箱中烘烤(温度:110 ℃,时间:30 min).
涂布工艺在温度为26 ±1 ℃,相对湿度为60%~70%的黄光区内进行. 涂布前先调节好涂布棒与ITO 玻璃片的水平,为了精确地控制滴胶的量,事先选择好涂布棒和涂布速度等涂布参数,用1 mL 的注射器将一定量的光刻胶添加到靠近涂布棒一端的ITO 玻璃上,然后立刻进行涂布. 涂布后的样片放到温度为95 ℃的热板(Lab Tech EH 20B)上烘烤5 min(图1B).
1.4 涂膜测量
涂膜厚度用Dektak XT 台阶仪测量,Dektak XT台阶仪的工作原理为:针尖施加恒定的力在样片表面上,针尖在扫描样片表面过程中,通过反馈信号把样片的轮廓描绘出来,理论精确度可达到1 nm. 样片经过烘烤后测量其干膜厚度,每个样片测量9个点,每个点所在样片的位置如图3 所示,除了5 在样片中心外,其它测量点均在距离样片边上约1.5 cm 处,取9个点的平均值为1个样片的膜厚,利用9个数据点和平均值求出标准偏差作为涂膜均匀性的衡量标准.

图3 膜厚测量位置示意图Figure 3 Schematic diagram of film thickness measurements position
2 结果与分析
光刻胶涂膜的好坏不仅影响了微纳米加工器件的质量,甚至决定器件的成败,因而无缺陷和均匀的薄膜对微纳米加工工艺至关重要. 缺陷产生的主要原因:(1)ITO 玻璃清洗不干净,表面有颗粒沾污;(2)光刻胶溶液中存在气泡;(3)涂布环境中存在颗粒;(4)滴胶过程中引入颗粒等. 因而在涂布工程中要严格控制这些因素,尽量减少缺陷的产生,同时优化涂膜的均匀性. 影响涂膜厚度和均匀性的因素主要有:垫板硬度、光刻胶粘度、涂布棒大小、涂布速度、垫板高度等.
2.1 垫板硬度
由于XT-200CA 涂布机本身用的垫板约为20 mm 厚的玻璃板,涂布的样片大多为软的纸或布料等,而用于涂布的硬基材如ITO 玻璃样片等较少.由于玻璃板较硬,加上调节涂布棒与ITO 玻璃样片的水平精度相对较低,导致均匀性不好. 因此,通过改变垫板硬度来提高涂膜均匀性. 在光刻胶为SU-8 2005、涂布棒编号为8、涂布速度为2.42 cm/s、滴胶量为0.3 mL、垫板高度为20 mm 等参数固定的条件下,选择了玻璃板、硅胶板和高密度海绵基板(海绵顶层放一块厚1.1 mm 的塑料板,方便涂布和清洗)3 种硬度的材料分别作为垫板进行涂布实验,结果如图4 所示,随着垫板硬度的降低,所得涂膜的均匀性增加. 因为垫板硬度越低,涂布棒对ITO 样片表面的压力可以更均匀地分布在基材的表面,与表面接触也更紧密,可得到均匀性更好的涂膜. 同时,对硬度低的垫板材料,高度影响小.
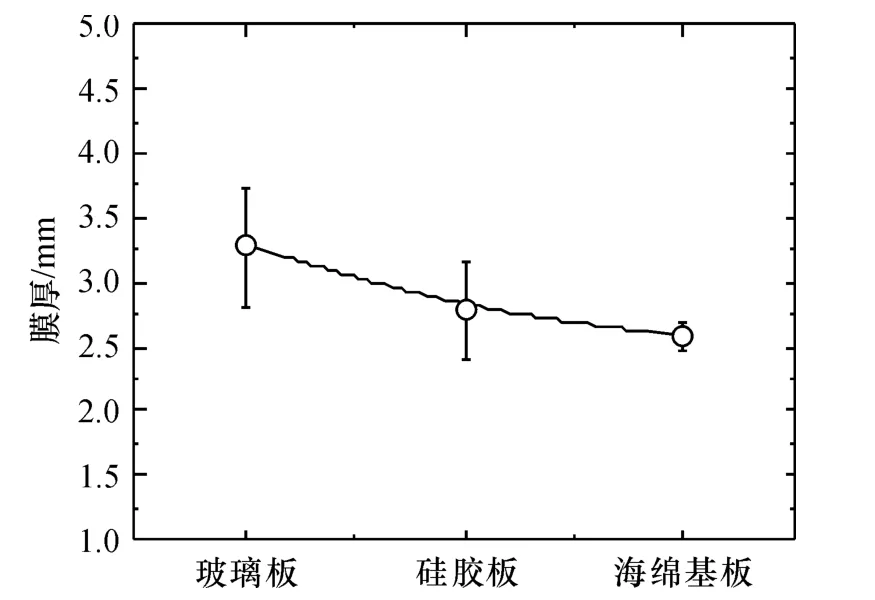
图4 涂膜厚度与垫板硬度的关系Figure 4 Film thickness versus stiffness of supporting materials
2.2 光刻胶粘度
光刻胶粘度是影响涂膜厚度的主要因素之一.采用SU-8 2150 稀释成不同粘度的系列光刻胶溶液并进行涂布实验,为了获得更均匀的膜厚,选择垫板为20 mm 厚的高密度海绵(海绵顶层放1 块厚1.1 mm 的塑料板),涂布速度为2.42 cm/s,涂布棒编号为8,滴胶量为1 mL. 实验过程发现涂膜厚度随着光刻胶粘度的增加而增大.
但在光刻胶粘度在4.5 ×10-3~1.29 ×10-2m2/s 之间出现了明显的刮痕,而在粘度低于4.5 ×10-3m2/s 和介于4.5 ×10-2~8.0 ×10-2m2/s 之间均无刮痕出现. 利用显微镜XJL-302(广州粤显光学仪器有限责任公司)在50 倍放大倍数下,分别观察A、B、C 这3 种不同粘度的光刻胶涂膜所出现的刮痕情况(图5). 用Dektak XT 台阶仪测量刮痕宽度和深度,结果为刮痕深度:C >B >A,这是由于光刻胶的粘度C >B >A 所引起的,而3 种刮痕的宽度却相同(约101 μm),由于编号为8 的涂布棒齿轮宽度约为103 μm,两者宽度相近,因此可知刮痕的形貌正是涂布棒的齿轮形状. 为了研究出现刮痕的原因,本实验通过在上述实验条件相同的情况下,只改变垫板的硬度,即将置于海绵顶层厚为1.1 mm 的塑料板替换成厚为1.1 mm 的玻璃板,重复对粘度为4.5 ×10-3~1.29 ×10-2m2/s 之间的光刻胶进行涂布实验,涂膜表面并未出现刮痕. 由此可以判断在垫板非常柔软时,涂布棒与ITO 样片的接触较为紧密,光刻胶粘度在4.5 ×10-3~1.29 ×10-2m2/s之间流动性较差,涂布过程中就会出现与涂布棒齿轮形貌相同的刮痕;虽然涂布棒与ITO 样片的接触较为紧密,但光刻胶粘度低于4.5 ×10-3m2/s 时,光刻胶溶液的流动性好,在粘度为4.5 ×10-2~8.0×10-2m2/s 之间,虽然光刻胶流动性差,但光刻胶弹性较高且快速固化,反而不容易产生刮痕,因而涂膜在这两个粘度范围内无刮痕产生.

图5 不同粘度涂膜所出现的刮痕Figure 5 The film scratches of photoresist with different viscosities
利用上述方法,在柔软的高密度海绵顶层放置1.1 mm 厚的玻璃板改善了刮痕,进行不同粘度的涂布实验(图6),膜厚随着光刻胶粘度的升高而变厚,与光刻胶粘度成正比关系,由于涂布到基材上的光刻胶溶液体积相同时,光刻胶粘度越大,对应单位体积的固体含量越高,涂布干燥后所得的干膜则越厚.通过该实验验证了线棒涂布法可以涂布粘度高达8.0 ×10-2m2/s 的光刻胶,这解决了目前多数涂布技术无法涂布高粘度涂料的问题. 但随着光刻胶粘度的增大,涂膜的均匀性变差,因为粘度大的光刻胶流平性比粘度低的差.
2.3 涂布棒大小
选择涂料为SU-8 2005 光刻胶、涂布速度为2.42 cm/s、滴胶量为0.3 mL、垫板为20 mm 厚的高密度海绵基板,分别用5 根不同编号的涂布棒进行涂布,其对应的齿轮宽度和深度如表1 所示,齿轮的宽度和深度随着涂布棒尺寸的增加而增大,涂布棒上的齿轮宽度和深度对涂膜厚度和均匀性的影响至关重要,涂膜厚度与涂布棒编号、均匀性的关系如图7 所示.

图6 涂膜厚度与光刻胶粘度的关系Figure 6 Film thickness versus SU-8 viscosity

图7 涂膜厚度与涂布棒尺寸的关系Figure 7 Film thickness versus size of coating bars
随着涂布棒尺寸的增大,对应的齿轮越宽且越深,则涂布棒与玻璃样片表面之间的空隙越大,因此,填充在空隙中的光刻胶的量越多,涂膜厚度越厚. 此外,随着齿轮宽度和深度的增加,涂膜的均匀性偏差先减小后增大. 这是因为齿轮较窄和较浅时,如涂布棒7 号,涂膜厚度小,不稳定且难控制,从而均匀性较差;相反,齿轮越宽和深,如涂布棒12 号和15 号,涂膜厚度调节范围加大,厚度波动相应增大,同样会出现涂膜均匀性变差. 从图7 中可以看出,8 号涂布棒涂布的膜厚较均匀. 可见涂布棒上的齿轮对涂胶效果有较大的影响,因此,每次涂布结束,都需要对涂布棒用显影液浸泡冲洗,再用异丙醇冲洗,最后用氮气吹干,以保证清洗掉齿轮中残留的光刻胶和其他粉尘颗粒.
2.4 涂布速度
涂布机利用调速电机驱动推杆和涂布棒,速度连续可调. 电机驱动推杆,通过推杆施加给涂布棒一定的动力使其匀速运动. 在选择涂料为SU-8 2005 光刻胶、涂布棒编号为8、滴胶量为0.3 mL、垫板为高20 mm 的高密度海绵等参数固定条件下,为了验证涂布速度与涂膜厚度的关系,通过测试同一运动距离下所需的运动时间,每组测量3 次,再计算得出8 组不同的速度(表3).
涂膜厚度和均匀性与涂布棒相对于玻璃样片运动速度之间的相互关系如图8 所示,在涂布速度为1.07 ~4.17 cm/s 之间,膜厚随着涂布速度的增加没发生明显变化,表明此区间内的涂布速度对涂布膜厚无明显影响. 可能的原因是1.07 ~4.17 cm/s范围的涂布速度变化不足以影响膜厚的变化,而涂布棒与海绵垫板接触较紧密,压力作为主要的影响因素远远大于涂布速度对涂膜厚度的影响,因而在此小范围的涂布速度变化对膜厚的影响不大. 此外,涂膜的均匀性在速度为2.42 ~4.17 cm/s 范围内更佳.

表3 涂布速度测量Table 3 Coating speed measurement

图8 涂膜厚度与涂布速度的关系Figure 8 Film thickness versus coating speed
2.5 垫板高度

图9 涂膜厚度与垫板高度的关系Figure 9 Film thickness versus the height of supporting materials
选择SU-8 2005 光刻胶作为涂料、涂布棒编号为8、涂布速度为2.42 cm/s、滴胶量为0.3 mL、垫板为高密度海绵等参数固定条件下,比较垫板的高度对涂膜的影响(图9),在垫板高度为5 ~40 mm 之间,涂膜厚度随着垫板高度的增加而无明显改变.由于样片高度增加,根据受力分析,一方面推杆与涂布棒对样片的压力减小,而另一方面涂布过程中涂布棒对样片的压力也会增加,两者相抵消一部分后,总体对涂布所得膜厚影响不明显. 此外,由图可知涂膜的均匀性在垫板高度为25 ~35 mm 较好.
3 结论
线棒涂布法不仅操作简单、涂布速度快、节省材料,而且还可以涂布高粘度的涂料和在大面积基材上进行涂布. 研究线棒的涂布工艺发现,使用硬度较小的垫板可以得到更均匀的涂膜. 由于柔软垫板的支持作用,涂布速度在1.07 ~4.17 cm/s 之间和垫板高度在5 ~40 mm 之间膜厚基本不变. 涂膜的厚度随着光刻胶粘度和涂布棒尺寸增大而增厚. 此外,滴胶的量对膜厚影响不大. 可通过以下方式获得更均匀的涂膜:更软的垫板、较低粘度的涂料和尺寸适中的涂布棒. 未来,在下一代光电器件需求的带动下,线棒涂布法将朝着更高性价比、节省材料和更高均匀度的方向发展. 线棒涂布法有很多潜在的应用,如在疏水材料表面上涂布亲水材料,反之亦然,因此,可用它来涂布高粘度材料、厚的薄膜、大面积基材和具有不同表面润湿性的材料.
[1]Zhou K,Heikenfeld J,Dean K A,et al. A full description of a simple and scalable fabrication process for electrowetting displays[J]. Journal of Micromechanics and Microengineering,2009,19(6):065029.
[2]Pham N P,Burghartz J N,Sarro P M. Spray coating of photoresist for pattern transfer on high topography surfaces[J]. Journal of Micromechanics and Microengineering,2005,15(4):691 -697.
[3]Yu L,Lee Y Y,Tay F E H,et al. Spray coating of photoresist for 3D microstructures with different geometries[C]∥Journal of Physics:Conference Series. IOP Publishing,2006,34(1):937 -942.
[4]Ma J,Wu W,Zhang Q,et al. Application performance of photoresist in IC field[J]. Semiconductor Technology,2005,30(6):32 -36.
[5]Norrman K,Ghanbari-Siahkali A,Larsen N B. Studies of spin-coated polymer films[J]. Annual Reports Section C:Physical Chemistry,2005,101:174 -201.
[6]Derksen J S. A new coating method for semiconductor lithography:Fluid layer overlap in extrusion-spin coating[D]. Massachusetts Institute of Technology,1997.
[7]Krebs F C. Fabrication and processing of polymer solar cells:A review of printing and coating techniques[J].Solar Energy Materials and Solar Cells,2009,93(4):394 -412.
[8]Sandström A,Dam H F,Krebs F C,et al. Ambient fabrication of flexible and large-area organic light-emitting devices using slot-die coating[J]. Nature communications,2012,3:1 -5.
[9]Ohtsuka K,Nagataki Y,Goda K,et al. Study of liquid crystal display fabricated using slit coater under two ultraviolet irradiation conditions[J]. Japanese Journal of Applied Physics,2013,52(5S1):05DB04.
[10]Han S,Derksen J,Chun J H. Extrusion spin coating:An efficient and deterministic photoresist coating method in microlithography[J]. IEEE Transactions on Semiconductor Manufacturing,2004,17(1):12 -21.
[11]Nakajima T,Shinoda K,Tsuchiya T. UV-assisted nucleation and growth of oxide films from chemical solutions[J]. Chemical Society Reviews,2014,43(7):2027 -2041.
[12]Maciel V B V,Yoshida C M P,Franco T T. Development of a prototype of a colourimetric temperature indicator for monitoring food quality[J]. Journal of Food Engineering,2012,111(1):21 -27.
[13]Samyn P,Stanssens D,Paredes A,et al. Performance of organic nanoparticle coatings for hydrophobization of hardwood surfaces[J]. Journal of Coatings Technology and Research,2014,11(3):461 -471.
[14]Strzelec K,Tsukamoto N,Kook H J,et al. Synthesis and characterization of new 4 ‐tolyldiphenylamine derivatives for hole transporting polymers[J]. Polymer international,2001,50(11):1228 -1233.
