钢氢脆失效的新现象与新认识
2015-11-28刘德林陶春虎刘昌奎
刘德林,陶春虎,刘昌奎,姜 涛
(1.北京航空材料研究院,北京 100095;2.航空材料检测与评价北京市重点实验室,北京 100095;3.中航工业失效分析中心,北京 100095)
0 引言
氢脆现象自20 世纪40年代被发现以来,一直是严重威胁产品使用安全的重大工程问题。由于零件氢脆断裂具有突发性(无宏观变形,属脆性断裂,扩展极快)、难以发现(延迟破坏,在断裂之前并无征兆,无法通过正常检查程序发现零件是否会发生)、破坏性大(氢脆大都与“批次性”有关)的特点,因此,一旦零件发生氢脆断裂往往会造成十分严重的后果[1]。氢脆机理的研究以及工程控制始终是人们关注的重大课题,柯俊、肖纪美院士等在氢脆断裂方面的研究如“柯氏气团”理论等为国际上对氢脆机理的认识及其工程控制做出了杰出的贡献。但工程上钢的氢脆问题仍然频繁出现,特别是近年来,由于高强结构材料的大量应用,氢脆断裂在工程上体现出一系列新的现象和特点,应引起设计与生产部门的高度重视。
综合分析近几年钢制零件氢脆失效的典型特征,发现并归纳出了一些新现象,具体表现在:1)强度的变化。抗拉强度低于1 GPa 的钢不容易发生氢脆断裂。但材料手册中几百MPa 的低强度材料有时也会发生氢脆失效。2)H 含量的变化。发生氢脆零件的H 含量有时非常低,甚至0.1 ×10-6的H 含量也出现氢脆的典型断裂特征。3)断口特征的变化。一是断口撕裂棱(鸡爪痕)的减少,二是瞬断区面积变大,有的零件氢脆裂纹区占断口面积比例很小,瞬断区所占比例较大。4)发生氢脆的,零件尺寸一般比较小,如螺栓、弹簧、丝材、铆钉等,不太引人注意,但发生氢脆隐患的范围很大。5)氢脆与其他失效模式,如疲劳、应力腐蚀等交织在一起。
本研究对氢脆断裂影响极为关键的新现象进行探讨,并提出一些新的认识,旨在为钢制零件的设计、制造、使用、维护等方面提供参考和借鉴。
1 钢氢脆失效的新现象
1.1 材料强度的变化
氢脆敏感性与材料强度密切相关,氢脆断裂的临界应力极限随着材料强度的升高而急剧下降[2]。这是因为金属晶体中位错、晶界、沉淀相等氢积聚点多,在酸洗、电镀过程中易于吸H,基体内应力较大。一般认为,σb低于1 GPa 的合金钢一般不发生氢脆[3]。但当零件较小时,表面处理或除氢不当,即使几百MPa 的材料也会发生氢脆断裂。某发射装置的45 钢拉杆,σb仅650 MPa左右,在服役初期发生断裂,断口微观上具有准解理、二次裂纹、撕裂棱等氢脆特征,其原因在于拉杆的实际强度远高于材料手册中的抗拉强度,且在酸洗、电镀后,未及时除氢[4]。
对于 σb为 1 GPa 左右的材料,如30CrMnSiA,由于其热处理状态为调质态,组织为回火索氏体,一般不易发生氢脆断裂。但需特别指出的是,材料手册的强度是采用标准试样测出的强度。而当截面尺寸远小于5 mm 时,特别是在冷拉或挤压态的表面和亚表面如弹簧丝等,零件的实际强度远高于材料手册给出的强度,使得零件对氢脆的敏感性急剧增加。实际上,由于零件实际强度偏高导致其发生氢脆断裂失效的案例并不在少数,这需要引起人们的注意。
某发动机的进气道螺栓在服役5 h 25 min,6个飞行起落后在空中发生断裂,直接打坏发动机。螺栓材料为30CrMnSiA,为重复使用件,表面进行电解除油和退除旧锌层后,未进行除氢而直接进行表面镀锌,随后进行(190±10)℃/4 h 的除氢。
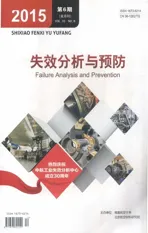
螺栓断裂于第一扣螺纹根部,断口较平整,呈黑灰色,局部可见闪光小刻面特征。断口边缘大部分为沿晶特征(图1)。对失效螺栓进行显微硬度检测,换算抗拉强度为1.493 GPa,远高于规定要求(1.080~1.280 GPa)。螺栓强度偏高使得其对氢脆敏感是导致氢脆断裂的主要原因。
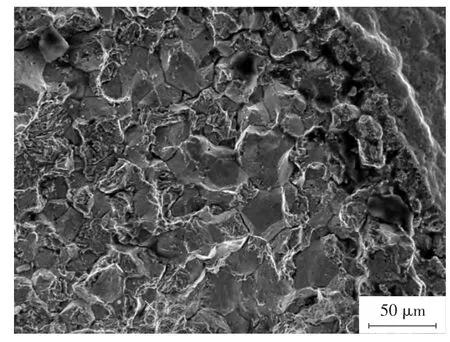
图1 断口的沿晶断裂特征Fig.1 Intergranular crack characteristic of fracture surface
1.2 H 含量的变化
在特定的工作应力下,钢制零件内部的H 含量越高,则越容易发生氢脆。材料发生氢脆断裂所需的H 含量往往又受到材料强度高低、成分和组织状态等因素的影响[7]。随材料强度升高,发生氢脆断裂所需的临界H 含量降低。一般钢中的H 含量在(5~10)×10-6以上时就会产生氢脆裂纹[5],但对于超高强度钢,其临界H 含量要低得多。目前的表面处理工艺及按标准执行的除氢工艺已能将零件的H 含量控制在较低的水平,但受其他因素的影响,近些年来,低H 含量的零件氢脆断裂的现象时有发生,有的超高强度钢甚至在平均H 含量为0.1 ×10-6时也发生氢脆断裂,这不能不引起人们的高度重视。
某部件采用6 个相同的30CrMnSiA 十字头螺栓进行紧固,装配一个多月后发现其中一螺栓发生断裂。螺栓断裂于第一扣螺纹处,裂纹起源于零件表层,呈线性特征,源区和扩展区为以沿晶为主+少量韧窝,断面无附着物,存在明显的沿晶二次裂纹(图2a)。由断口形貌和延迟断裂特点等,说明螺栓为氢脆断裂。选取同批次螺栓进行缺口冲击试验,微观形貌为沿晶+韧窝断裂特征(图2b),可知螺栓存在一定程度的回火脆性。测得螺栓平均H 含量仅为1 ×10-6,对于30CrMnSiA这种强度级别在1 GPa 左右的钢种来说,在如此低的H 含量下不容易发生氢脆,但在回火脆温度范围回火后,其氢脆敏感性急剧增加,这是由于回火脆性与氢脆现象叠加的结果[6-7]。文献[8-11]的研究结果表明,回火脆对氢脆起着明显的促进作用。也就是说,回火脆将显著降低材料发生氢脆断裂的临界H 含量。对同批次螺栓进行破坏拉力试验,得出螺纹缺口抗拉强度为1.255 GPa,处于技术要求(1.075~1.275 GPa)的上限。
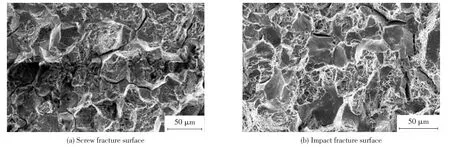
图2 沿晶+韧窝形貌Fig.2 Morphology of intergranular and dimples
因此,分析认为,螺栓在较低的H 含量下发生氢脆断裂,是由于螺栓存在中等程度的回火脆化和强度处于标准上限[12-14]。
再如燃烧室壳体进行水压爆破试验,在加压至11.8 MPa 时(设计要求爆破压强不小于24.1 MPa),燃烧室壳体后封头端试验堵盖处发生泄漏并泄压,从第Ⅱ象限至第Ⅲ象限的第3~5 颗30CrMnSiNi2A 超高强度钢喷管固定螺钉头部断裂飞出。
螺钉均断裂于第一扣螺纹处,断口宏观上均呈暗灰色,断口平齐,可见放射棱线,由棱线可知断裂从退刀槽呈线性起源(图3a)。断口上存在2 个明显不同的区域:Ⅰ区呈结晶颗粒状,Ⅱ区呈纤维状。Ⅰ区(源区)微观呈沿晶形貌,晶粒轮廓鲜明,晶界面上布满了细小条状的撕裂棱线,可见鸡爪痕和二次裂纹(图3b),为典型的氢脆断裂特征;Ⅱ区呈韧窝瞬断特征。
显微硬度换算的σb约为1.69 GPa,符合图纸设计要求σb=(1.666±0.098)GPa;测出的螺钉基体H 含量仅为(0.1~0.3)×10-6。
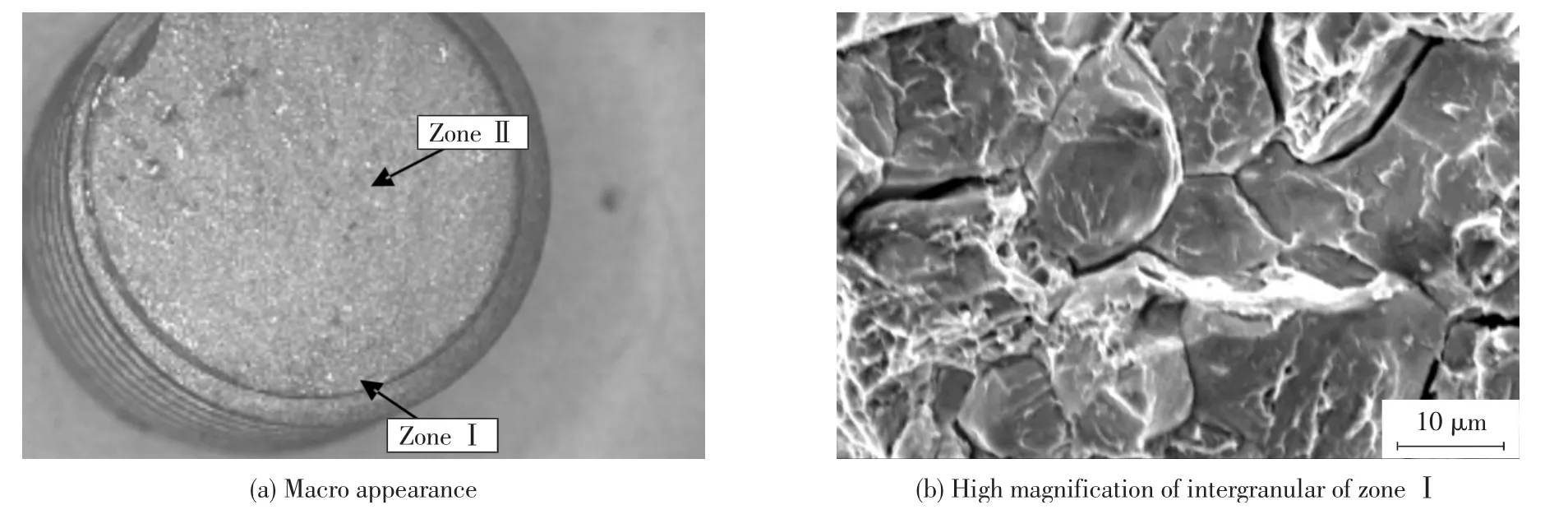
图3 螺钉断口形貌Fig.3 Morphology of screw fracture
螺钉材料最初设计强度σb=(1.500±0.098)GPa,按淬火+回火的热处理,回火温度应在360 ℃左右,恰处在回火脆性温度区间(350~550 ℃)。为避免回火脆性,设计采用了σb=(1.666±0.098)GPa,热处理 制度为890~910 ℃,油淬,(300±30)℃,回火。
为验证断裂原因,螺钉材料采用最初设计值σb=(1.500±0.098)GPa,用等温淬火代替淬火+回火,即890~910 ℃加热,310~330 ℃保温1 h,空冷。采用该工艺后,螺钉不再发生氢脆。由此表明,螺钉的断裂原因主要是由于材料强度过高,增大了螺钉的氢脆敏感性。
1.3 氢脆断口特征的变化
近年来钢的氢脆断口特征与过去相比发生一些变化:1)断口撕裂棱(鸡爪痕)减少。氢脆断口晶粒表面上的鸡爪痕是一种韧性标记,是氢脆断口的典型微观形貌特征,这种特征在某些氢脆断口尤其是超高强度钢的氢脆断口上经常能观察到(图3b)。但需要注意的是,它不能作为判断氢脆断口的必要条件。有的氢脆断口晶粒表面鸡爪痕难以观察到。2)瞬断区面积变大。氢脆裂纹一般是宏观裂纹,氢脆裂纹区占断口的比例较大。但近年一些零件氢脆裂纹甚至需借助无损检测手段才能发现,目视根本难以观察到,氢脆裂纹很浅,或裂纹区占断口面积比例很小,瞬断区所占比例较大。
飞机尾翼平尾轴成品库存一段时间后进行磁粉检测,发现裂纹显示;同批已装机的平尾轴也存在裂纹显示。图4 为磁粉检测显示的裂纹外观,呈密集的网状分布。

图4 磁粉检测显示的裂纹外观Fig.4 Cracks display in magnetic particle testing
平尾轴材料为30CrMnSiNi2A 钢。制造工艺流程为:半成品零件→硬度检测→磁粉检测→精加工→去应力回火→尺寸检查→磁粉检测→镀铬,镀铬处理4 h 内进行除氢处理((190±10)℃,24 h,镀层厚度约150 μm)→镀层磨削(镀层厚度磨至40 μm)→放置45 d 进行去应力回火((190±10)℃,4 h)。
裂纹深度仅约0.35 mm。裂纹面存在两种不同形貌:1)A 断面呈金黄色(图5a),与新断面在190 ℃加热并保温一段时间后形成的颜色一致,说明裂纹在最后一道去应力回火前已产生微观呈沿晶特征,氧化较轻,局部可见撕裂棱(图5c),为典型的氢脆断口特征。2)裂纹B 位于镀层磨削量较大的部位,靠近镀层的基体表面氧化较重,宏观呈灰黑色(图5b),微观呈沿晶形貌,并覆盖较多氧化物颗粒(图5d);基体往里裂纹面变为金黄色,氧化较轻,微观呈沿晶特征,晶粒表面局部可见撕裂棱;靠近镀层的基体存在明显的烧伤(图6)。说明裂纹B 扩展前期为磨削裂纹,扩展中、后期表现为氢脆开裂特征,以上两种裂纹需要加以区别。
平尾轴镀铬后磨削量较大(由150 μm 磨至40 μm 左右),且沿圆周方向存在磨削不均匀的现象,个别区域甚至已磨至基体,说明平尾轴存在非正常的磨削现象,造成基体表层磨削应力较大。另外,磨削后未及时进行去应力回火,造成镀层与基体界面处存在较大的残余拉应力,导致平尾轴发生氢脆开裂。
1.4 小尺寸零件更易发生氢脆
近年来,小规格螺栓、弹簧、丝材、铆钉等尺寸较小的零件,氢脆断裂时有发生,这些零件不太引人注意,但发生氢脆隐患的范围很广,究其原因是零件越小,其加工成形时变形量越大,晶粒越细小,所以这些零件的强度往往远高于材料手册给出的强度,造成其对氢脆极为敏感。
如一批弹簧在进行最后压缩测力试验时多件发生断裂,同时发现用手即可扳断。弹簧材料为70 钢,簧丝直径仅为0.8 mm。失效弹簧断口周围无塑性变形,源区和扩展区平坦,扩展棱线清晰,呈解理断裂形貌(图7a);而弹簧人工打断断口均为斜劈状断口和细小韧窝特征(图7b);弹簧在进行电解除油、酸洗和电镀前进行过测力试验未出现失效,其开裂具有延迟性,为氢脆断裂。
由弹簧硬度换算的σb为2.2 GPa,如此高的强度使得其对氢脆十分敏感。另外,测得失效弹簧的镀镉层厚度为10 μm,超出了技术要求(5~8 μm)。镀镉层偏厚,说明电镀的时间较长,使吸氢量增加,造成弹簧在对氢脆极为敏感的情况下发生氢脆。
1.5 氢脆与其他失效模式交织

图5 裂纹面形貌Fig.5 Surface morphology of crack
图6 裂纹B 截面金相组织(基体表面存在烧伤层)Fig.6 Microstructure of crack B (Surface of matrix has burn zone)
近年来,随着新材料的应用以及零件受力条件的变化,一些零件的断口出现了疲劳与氢脆交织的现象,而且H 在断裂过程中起到了重要作用,因此对此类断口不能看到疲劳特征就忽略了氢脆,也不能仅根据断口微观特征就定位其断裂性质,而应结合断口宏观特征、受力条件、材料强度等加以判断。
氢脆还经常与应力腐蚀交织在一起,由于两者的影响因素有相同的方面,如都与材料的组织状态、强度水平、残余应力等密切相关,但也有不同之处,前者与零件自身的H 含量相关(由环境中的H 引发的氢脆除外),后者主要取决于表面防护效果及环境(腐蚀介质),因此,需要将氢脆与应力腐蚀严格区分开来,以便采取针对性的措施加以预防。随着新型战机高强材料的大量应用以及服役条件发生改变,将来氢脆还可能与其他失效模式交织在一起,这点值得关注。
直升机主旋翼轴疲劳试验件分别在高周和低周疲劳试验过程中发生开裂。材料为σb=1.48~1.62 GPa 的4340 超高强度钢。高周疲劳试验件裂纹位于螺纹第1 扣根部(表面镀镉),断面平坦,可见清晰的疲劳弧线(图8a);低周疲劳试验件开裂于花键部位(花键表面磷化,(130±10)℃除氢),断面由多个起始于花键齿根的扇形断面组成,疲劳弧线清晰(图8b)。但无论是高周还是低周疲劳试验件,微观上均未见疲劳条带,前者疲劳源区、扩展区以沿晶特征为主(图8a),后者疲劳区的沿晶特征相对前者明显减少,以穿晶为主(图8b)。晶粒表面均可见撕裂棱线。瞬断区均为穿晶断裂,呈韧窝形貌。
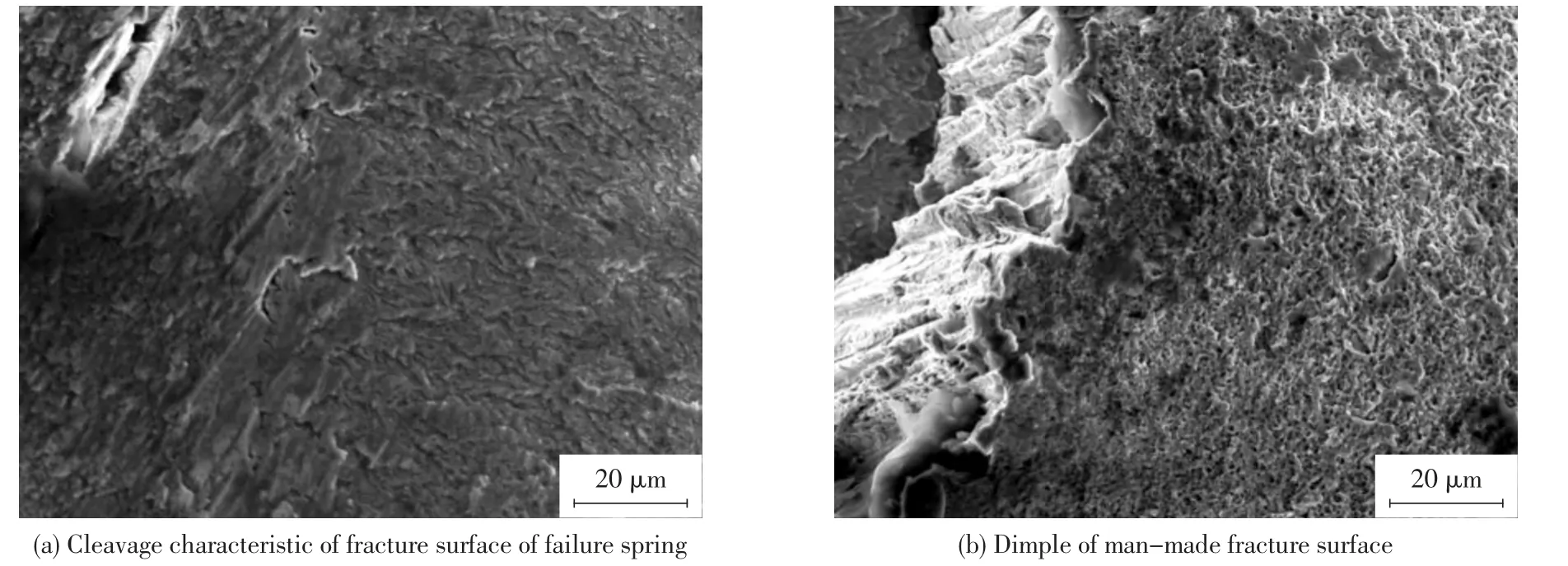
图7 弹簧断口微观形貌Fig.7 Micro appearance of spring fracture surface

图8 轴断口形貌Fig.8 Morphology of screw fracture surface
单从断口微观形貌来看,主旋翼轴断口与氢脆断口极为相似,但若结合其受力状态(交变载荷)、断口宏观存在疲劳弧线加以判断,则其失效性质为扩展速率较高的疲劳断裂。H 的存在会影响裂纹扩展速率,尤其是对于高强度钢,会使裂纹扩展速率明显加快[15]。显然,H 在主旋翼轴的断裂过程中发挥了非常重要的作用,使得裂纹扩展速率显著增加,从而导致零件发生早期疲劳断裂。
主旋翼轴高、低周疲劳试验件疲劳区断口微观形貌存在明显差别,前者为沿晶特征,后者以穿晶为主。可能的原因[15]:高周疲劳试验应力较低,材料中仅晶界发生塑性变形,使晶界的缺陷进一步增加,提高了捕获H 的能力,导致沿晶断裂。随着应力的增加,晶内的马氏体板条或板条边界开始发生塑性变形,使得马氏体板条界面吸H 能力提高,因此沿晶特征减少。
人们通常仅关注承受静力零件的氢脆断裂问题,对于承受交变载荷的零件,H 在断裂过程中所起的脆化作用往往被忽视。对于高强度钢而言,由于对氢脆敏感,若零件的强度偏高,或表面处理工艺控制不当,抑或除氢温度偏低造成除氢不彻底,则H 在疲劳断裂过程中的作用会急剧增加,必须引起高度重视。
2 需解决的一些关键问题
针对氢脆失效的诸多新现象,当今氢脆失效研究需要解决以下关键问题:零件局部H 含量的检测与控制;材料强度与临界H 含量之间的定量关系;材料强度偏高。
2.1 局部H 的检测与控制
测试H 含量的标准试样一般为φ3 mm ×5 mm,在零件上有两种取样方式:一是不带涂镀层,完全从基体内部切取,所测结果完全反映的是材料基体的平均H 含量;二是带涂镀层,但由于涂镀层厚度很薄,为数μm 至几十μm,假设镀层厚度为40 μm(属于较厚的镀层),则算得镀层所占试样的体积百分比还不到2%,即高H 含量区所占试样区域很小(图9),所以测得的H含量也几乎是基体的H 含量,故不能根据测定的H 含量判定氢脆,有的氢脆失效件的平均H 含量很低但仍然发生氢脆断裂。因此,若是能有效检测出零件局部(涂镀层)的H 含量值并加以控制,对于氢脆失效研究将具有重要意义。
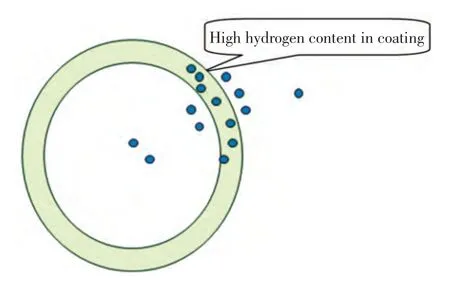
图9 H 在试样中的分布示意图Fig.9 Distribution of hydrogen in specimen
2.2 材料强度与临界H 含量之间的定量关系
材料对环境的敏感度pm,除了本身的微观组织结构外,主要影响因素可表示为:

式中:σb为材料理想的抗拉强度;σbs/σb为材料的实际抗拉强度与理想抗拉强度之比;ρm为H 含量;E 为材料的弹性模量。该式是一个定性关系,如果能定量给出4 个参数f(σb,σbs/σb,ρm,E)的关系式,是比较理想的,则对材料性能指标的确定、热工艺选择、工程应用、结构可靠性具有重大意义。也可以考虑双参数f(σbs/σb,ρm)的关系式,因为对于一定的材料,σb,E 可近似为常数。目前大多数钢制零件的氢脆断裂是σbs/σb偏高、氢含量ρm偏高引发的,但相互影响程度尚无法定量表征。
2.3 材料强度偏高
图10 为中航工业失效分析中心近几年来分析的钢制零件氢脆失效案例统计结果,材料强度偏高因素导致的氢脆失效占约35%,与强度相关的则占到60%左右。可见,强度偏高是当前普遍存在的一个问题。强度偏高除少部分与C 含量偏高或热处理工艺控制不当使得强度超出了技术要求外,绝大部分是由于标准本身偏高即设计值偏高,如前面提到的发动机喷管螺钉。设计上要充分考虑材料强度对氢脆、应力腐蚀、缺口等敏感性的影响,材料的强度一定要适当,过分追求材料强度还会带来加工性、疲劳性能分散、断裂韧度等的降低、裂纹扩展速率增大等问题,如我国的大多数钢材,材料的拉伸性能高于国外,但疲劳极限普遍偏低5%左右,大多与C 含量偏上限导致强度偏高有关。

图10 钢氢脆失效的影响因素统计结果Fig.10 Statistical result of influencing factor of steel hydrogen brittleness failure
3 钢氢脆失效研究的新认识
3.1 消除与降低H 的来源(如酸洗退镀后要先除氢再电镀)
由于冶炼设备和冶炼技术的进步,国内的冶炼工艺(双真空、电渣重熔等)能保证原材料的H含量处于较低的水平,由于冶炼带来的H 含量偏高导致的氢脆很少出现,由环境带来的氢污染基本只在石化等领域涉及。目前,正常的涂镀等表面处理工艺也比较成熟,能保证零件的H 含量在较低的范围,但仍存在一些认识不足的问题。如对于重复使用件,要特别避免酸洗后不除氢或不及时除氢,避免进行表面镀涂处理工艺一并除氢的做法。尤其要注意尺寸较小的结构件。在酸洗去除镀层后一定要先及时进行除氢处理,然后电镀,再除氢。之所以要在酸洗去除镀层后增加一道除氢工序,是因为与酸洗除锈和氧化皮不同,酸洗去除镀层需要较长时间,零件会大量吸H,这时若直接电镀,后续的除氢处理则由于无序非晶态涂镀层封闭了酸洗过程吸入的H,很难将H 去除干净。
3.2 材料强度处于标准中下限
大部分发生氢脆断裂的零件材料的强度均处于标准的上限或超出上限,而零件材料强度处于中下限能够显著降低氢脆敏感性。从降低零件氢脆敏感性的角度考虑,不宜将零件强度控制在标准的上限,而应控制在标准的中下限,这可通过适当降低合金钢的C 含量、适当提高回火温度等措施来解决。
3.3 除氢处理的规范要按实际强度制定
国际上对于钢制零件除氢工艺有一个通用标准:190~230 ℃加热保温24 h,空冷。国内按HB/Z318—1998《镀覆前消除应力和镀覆后除氢处理规范》进行除氢处理,但有时零件的实际强度远高于材料手册本身给出的强度,若按材料强度选择除氢处理规范显然是不合理的,应按零件的实际强度制定除氢工艺。
4 结束语
通过综合分析近几年钢制零件氢脆失效的典型特征,发现并归纳出了一些容易被人们忽视但对氢脆断裂影响极为关键的新现象,包括低强度、低H 含量材料在某些条件下也会发生氢脆、氢脆断口的撕裂棱(鸡爪痕)减少及瞬断区面积变大、小尺寸零件更易发生氢脆、氢脆与其他失效模式交织等。零件局部H 含量检测与控制、建立起材料强度与临界H 含量之间的定量关系、解决材料强度偏高等问题是钢氢脆失效研究的热点,消除和减少H 的来源、材料强度处于标准中下限、按实际强度制定除氢工艺是防止氢脆的关键。
[1]孙小炎.螺栓氢脆问题研究[J].航天标准化,2007(2):1-9.
[2]刘德林,胡小春,何玉怀,等.从失效案例探讨钢制紧固件的氢脆问题[J].材料工程,2011(10):78-83.
[3]美国金属学会.金属手册 第10 卷 失效分析与预防[M].北京:机械工业出版社,1986:331-344.
[4]胡晓辉.45 钢拉杆断裂失效分析[J].全国第五届航空航天装备失效分析会议论文集,2006:501-503.
[5]张栋,钟培道,陶春虎,等.失效分析[M].北京:国防工业出版社,2004:204-205.
[6]木下修司,山田凯朗,松本年男.低合金钢的350 ℃脆性与延迟断裂[C]//王迪,刑文彬,解子章,译.钢中微量元素的偏析与晶界脆化,北京:冶金工业出版社,2002:190-192.
[7]Yoshino K,Mcmahon C J.The cooperative relation between temper embrittlement and hydrogen embrittlement in a high strength steel[J].Metallurgical and Materials Transaction B,1974,5(2):363-370.
[8]华丽,徐宏,朱奎龙,等.2.25Cr-1Mo 钢回火脆化对氢脆的影响[J].机械工程材料,2004,28(2):17-20.
[9]韩光炜,冯涤,杨凤兰,等.氢与回火脆化对2.25Cr-1Mo 钢局部脆断应力的影响[J].钢铁研究学报,1996,8(5):36-41.
[10]山田,铃木,高野.Cr-Mo 钢的回火脆性与氢脆性的关系[J].压力技术,1981,19(3):64.
[11]赵伯璠,严有为.高锰奥贝球铁的生产试验[J].铸造,1995(12):22-25.
[12]刘昌奎,臧金鑫,张兵.30CrMnSiA 螺栓断裂原因分析[J].失效分析与预防,2008,3(2):42-47.
[13]顾雪波,许涛,熊华,等.65Mn 钢波形垫圈断裂分析分析[J].失效分析与预防,2008,3(4):55-59.
[14]陈刚,任学冲.60Mn 环件断裂分析[J].失效分析与预防,2007,2(2):45-48.
[15]钟群鹏,赵子华.断口学[M].北京:高等教育出版社,2006:215-218.