酶法辅助提取米糠油的工艺条件探讨
2015-07-25唐卿雁高瑞霞黄闰李永平郭咏梅云南农业大学食品科学技术学院云南昆明6500云南省农业技术推广总站云南昆明65003云南省农业科学院粮食作物研究所云南昆明65005
唐卿雁,高瑞霞,黄闰,李永平,郭咏梅(.云南农业大学食品科学技术学院,云南昆明6500;.云南省农业技术推广总站,云南昆明65003;3.云南省农业科学院粮食作物研究所,云南昆明65005)
酶法辅助提取米糠油的工艺条件探讨
唐卿雁1,高瑞霞1,黄闰1,李永平2,郭咏梅3,*
(1.云南农业大学食品科学技术学院,云南昆明650201;2.云南省农业技术推广总站,云南昆明650032;3.云南省农业科学院粮食作物研究所,云南昆明650205)
摘要:以米糠为原料,利用果胶酶和纤维素酶催化浸提米糠油,探讨提取的最佳工艺条件。通过单因素试验和正交试验,确定酶催化浸出米糠油最佳提取条件为:酶解温度55℃,时间6.0 h,果胶酶用量1.5%,纤维素酶用量2.0%,米糠油的提取率为63.87%。影响米糠油提取率的因素大小顺序为:纤维素酶用量>酶解温度>果胶酶用量>酶解时间。
关键词:果胶酶;纤维素酶;米糠油;提取
我国是世界上最大的稻米生产国,稻谷产量占世界稻谷总产量的37%左右,米糠是稻谷加工过程中产生的主要副产物,稻谷加工成大米过程中能得到大约6%~10%的米糠[1]。米糠中含有大量的营养物质和功能成分,如膳食纤维、蛋白质、矿物质、维生素、γ-谷维素、生育酚和植物甾醇等[2]。
米糠是一种重要的油源,从米糠中提取米糠油,在避免资源浪费的同时,可提高稻谷的附加值。米糠油被认为是最有价值和健康的食用油之一[3],含油量与大豆相近[4],并且米糠油的黏度低、烟点高、脂肪酸组成合理[5]。长期食用米糠油,对预防心脑血管疾病、促进新陈代谢和抗衰老等有很好的作用[6-7]。因此,充分利用米糠资源生产米糠油具有良好的市场前景。
在获得高提取率的前提下保持油脂良好的营养价值是米糠油浸提的关键问题[8],酶法提取是一种较为理想的方式,与传统提油工艺相比,由于油脂在温和条件下进行提取,具有较好的品质。因此,本试验利用酶法提取米糠油,并对工艺参数进行优化。
1 材料与方法
1.1材料
1.1.1原料与试剂
原料:米糠,淀粉。
试剂:纤维素酶(活力15 000 U/g),果胶酶(活力20 000 U/g),1∶1盐酸溶液,正己烷,中性乙醇和乙醚混合溶剂,酚酞,0.1 mol/L氢氧化钾溶液,乙酸-异丙醇混合溶液(体积比60∶40),0.5 mol饱和碘化钾溶液,0.002 mol/L Na2S2O3标准溶液等。
1.1.2仪器与设备
DHG-9070A型电热恒温鼓风干燥箱:上海精科实业有限公司;HH-S26s数显恒温水浴锅:江苏省金坛市医疗仪器厂;AnKe TDL-5-A离心机:上海安亭科学仪器厂;电子天平YP5001:上海良平仪器仪表有限公司;STARTER 3100型pH计:上海奥豪斯仪器有限公司等。
1.2方法
1.2.1工艺流程
米糠→过筛→配液→热处理→冷却→酶解→灭酶→溶剂浸出→分离→蒸馏出溶剂→米糠毛油
1.2.2米糠的前处理
米糠过50目筛,按料液比1∶5(g/mL)加水混合,95℃加热15 min钝化米糠中脂肪酶的活性。
1.2.3加酶酶解
经热处理后的混合物冷却,用1∶1 HCl调整混合物的pH到5.0(用pH计),然后用果胶酶和纤维素酶处理,改变果胶酶和纤维素酶用量、温度和反应时间,采用L9(34)正交表进行试验,以便获得最佳浸出条件。
1.2.4浸出米糠油
酶解反应后,提高混合物温度,维持在85℃达10 min,破坏果胶酶和纤维素酶的活性。然后按米糠/正己烷为1∶2(g/mL)加入正己烷,搅拌均匀,在温度60℃,浸出2 h,再离心分离得混合油(油和正己烷),蒸馏出正己烷得米糠毛油。
1.3粗米糠油提取率的测定
粗米糠油的提取率采用所得的粗米糠油油重与稳定化处理后原料米糠重的油脂含量之间的比值来表示,其中,16.86%为原料米糠中油脂所占的比例[9]。具体计算公式如下:

1.4过氧化值及酸价测定
提取后的米糠油进行酸价,过氧化值测定。测定依据油脂酸价的测定按GB/T 5530-2005《动植物油脂酸值和酸度测定》进行,过氧化值的测定按GB/T 5538-2005《动植物油脂过氧化值测定》进行。
1.5酶解提取条件的单因素试验
将米糠经果胶酶和纤维素酶处理后,再用溶剂提取,能显著提高米糠油的提取率。影响米糠油提取的因素很多,综合考虑各因素的作用,以酶解时间、酶解温度、果胶酶含量、纤维素酶含量影响较大。因此分别探讨酶解时间、酶解温度、果胶酶含量、纤维素酶含量对米糠油提取率的影响。
1.6正交法优化酶解提取条件
在单因素试验的基础上,采用L9(34)正交表进行正交试验,以提取率为评价指标,探讨酶解时间、酶解温度、果胶酶含量、纤维素含量对提取效果的影响,从而优化米糠油提取的工艺参数,因素水平见表1。

表1 正交试验因素水平表Table 1 Factors and levels of orthogonal experiment
2 结果与分析
2.1酶解提取条件的单因素试验
2.1.1酶解时间对米糠油提取率的影响
酶解时间的范围为3 h~7 h,其他反应条件为:酶解温度为55℃,果胶酶用量1.5%,纤维素酶用量2.0%,反应结束后测定米糠油的提取率,见图1所示。
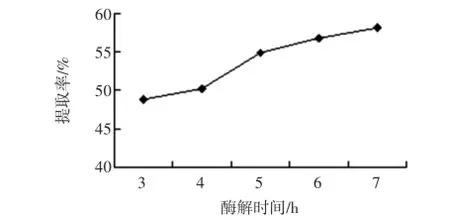
图1 酶解时间对米糠油提取率的影响Fig.1 Effect of hydrolysing time on extraction ratio of rice bran oil
如图1所示,在其他条件不变的情况下,酶解时间影响着米糠油提取率,随着酶解时间的增加,米糠油的提取率上升趋势明显,而当时间大于6 h,增加的趋势变缓,在4 h~6 h段其提取率相对较高,为最佳的反应时间。当时间大于一定值时反应趋于平衡,产量增加不明显。
2.1.2酶解温度对米糠油提取率的影响
选取温度范围为45、50、55、60、65℃,酶解时间6.0 h,果胶酶用量1.5%,纤维素酶用量2.0%,反应结束测定米糠油提取率如图2所示。

图2 酶解温度对米糠油提取率的影响Fig.2 Effect of temperature on extraction ratio of rice bran oil
由图2可知,酶解温度是酶化反应的主要指标之一,在其他条件基本不变的条件下,温度达到55℃时,米糠油的提取率最高。当温度在55℃以下时,提取率随着温度升高而升高,但是超过55℃后,提取率反而下降。主要是由于温度过高后,酶的活性受到抑制甚至钝化。
2.1.3果胶酶含量对米糠油提取率的影响
果胶酶含量分别为0%、0.5%、1.0%、1.5%、2.0%,酶解温度55℃,时间6.0 h,纤维素酶用量2.0%,反应结束测定提取率见图3。

图3 果胶酶含量对米糠油提取率的影响Fig.3 Effect of Pectinase on extraction ratio of rice bran oil
由图3可知,当果胶酶含量在0%~1.5%范围内时,随着果胶酶含量的增大,米糠油提取率有明显的增加,但是当继续增加酶含量时,提取率增加并不是非常明显,可能是由于酶含量较多时存在竞争抑制反应的作用。
2.1.4纤维素酶含量对米糠油提取率的影响
纤维素酶含量分别为0%、0.5%、1.0%、1.5%、2.0%,酶解温度55℃,时间6.0 h,果胶酶用量1.5%,反应结束测定提取率,见图4。

图4 纤维素酶含量对米糠油提取率的影响Fig.4 Effect of cellulose on extraction ratio of rice bran oil
当纤维素酶含量在0%~1.5%范围内时,随着纤维素酶含量的增加,米糠油提取率有明显的增加,但是酶含量继续增加时,反应效率增加并不是非常明显。
2.2酶解提取条件的优化
正交试验结果如表2所示。
结果表明:极差R值的大小为D>A>C>B,即影响提取率的试验因素的主次顺序为:纤维素酶用量>酶解温度>果胶酶用量>酶解时间。因此最佳组合为A3B3C2D3,即酶解温度55℃,时间6.0 h,果胶酶用量1.5%,纤维素酶用量2.0%,在pH为5.0时,按此最佳条件酶解,然后用正己烷浸出米糠毛油,测得米糠毛油提取率为63.87%。
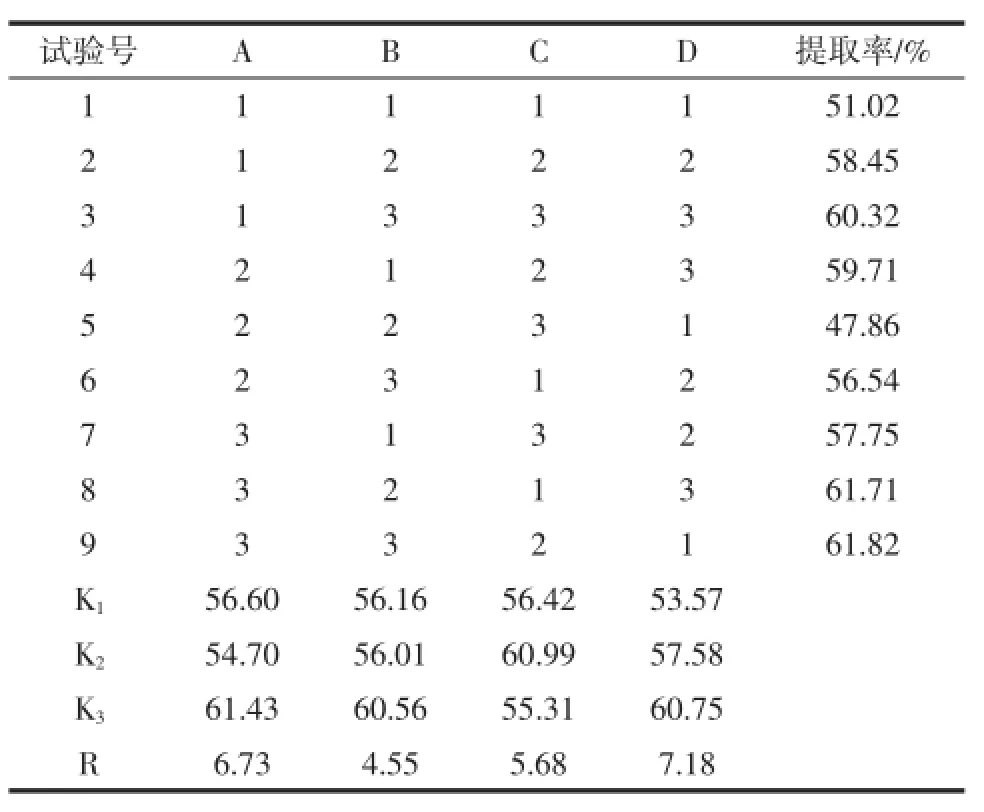
表2 酶解正交试验结果Table 2 Results of orthogonal test of enzymatic hydrolysis
2.3过氧化值和酸价测定
米糠油酸价为6.07 mg KOH/g;过氧化值为8.6 mmol/kg。
3 结论
以米糠为原料,利用果胶酶和纤维素酶催化浸提米糠油,通过单因素试验和正交试验,确定酶催化浸出米糠油最佳提取工艺参数为:酶解温度55℃,酶解时间6.0 h,果胶酶用量1.5%,纤维素酶用量2.0%,在此条件下米糠油的提取率为63.87%。
参考文献:
[1]高经梁,刘玉兰,高伟梁,等.米糠油的加工技术及应用研究进展[J].粮食科技与经济,2012,27(5):49-52
[2]Pradeep P M,Jayadeep A,Manisha G,et al.Hydrothermal and biotechnological treatments on nutraceutical content and antioxidant activity of rice bran[J].Journal of Cereal Science,2014,60(1):187-192
[3]Karin T,Siti M,Wahyudiono,et al.Extraction of rice bran oil by supercritical carbon dioxide and solubility Consideration[J].Separation and Purification Technology,2014,125(7):319-325
[4] 陈思强,缪丽华.米糠油的精炼工艺及应用研究进展[J].广东化工,2013,40(13):104-105
[5]刘大川,李从军.米糠油的营养特性及精炼新工艺[J].中国油脂, 2014,39(2):13-16
[6] 李里特.稻米高度利用和稻米油的营养保健价值[J].粮食与食品工业,2012,19(6):3-4
[7]闫子鹏,薛锦峰,程凤彬,等.米糠油制取工艺关键技术研究进展[J].粮食与食品工业,2014,21(1):4-6,11
[8]李越,邹小雨,周雪松,等.米糠油低温浸出条件的优化[J].食品工业科技,2014,35(8):264-266,271
[9] 郭梅,刘敏尧,王娜,等.酶催化浸出米糠油的研究[J].食品科学, 2008,29(11):201-202
DOI:10.3969/j.issn.1005-6521.2015.23.027
收稿日期:2014-08-07
作者简介:唐卿雁(1980—),女(汉),讲师,在读博士生,研究方向:植物性食品的加工及保鲜。
*通信作者
The Process Conditions Optimization of Enzymatic Extraction of Rice Bran Oil
TANG Qing-yan1,GAO Rui-xia1,HUANG Run1,LI Yong-ping2,GUO Yong-mei3,*
(1.College of Food Science and Technology,Yunnan Agricultural University,Kunming 650201,Yunnan,China;2.Yunnan Agro-technological Extension General Station,Kunming 650032,Yunnan,China;3.Food Crops Institute,Yunnan Academy of Agricultural Science,Kunming 650205,Yunnan,China)
Abstract:Rice brans were used as raw materials in the experiment,in order to obtain high quality edible rice bran oil bypectinase and cellulase catalytic leaching.The process conditions were optimized by single factor test and orthogonal experiment.The results showed that the optimized conditions were enzymolysis temperature 55℃,time 6.0 h,pectinase dosage 1.5%,cellulase dosage 2.0%.The extraction ratio of rice bran oil was 63.87%.The factors affected the extraction ratio of primary and secondary order:cellulase dosage> enzymolysis temperature>pectinase dosage>time.
Key words:pectinase;cellulase;rice oil;ratio of extraction