搅拌摩擦加工参数对5083铝合金组织性能的影响
2015-01-12高兵,陈雨,丁桦
高 兵, 陈 雨, 丁 桦
(东北大学 材料与冶金学院,沈阳 110819)
搅拌摩擦加工(Friction Stir Processing,FSP)是在搅拌摩擦焊(Friction Stir Welding,FSW)的基础上发展起来的一种用于材料微观组织改进和制造的技术.其基本原理与FSW相似,通过搅拌头强烈的搅拌作用使被加工材料发生剧烈塑性变形、混合和破碎,实现材料微观结构的致密化、均匀化和细化,从而改善材料的力学等性能[1~4]. 5083铝合金是Al-Mg系防锈铝中的典型合金,是热处理不可强化合金.该合金具有中等强度,加工性能与焊接性能好,耐腐蚀性能良好,是铝合金中最基本的焊接结构材料[5].
本实验对5083铝合金搅拌摩擦加工区在不同加工参数下的力学性能和组织进行了研究,为优化5083铝合金搅拌摩擦加工工艺提供依据.
1 试验材料及方法
试验材料为3 mm厚的5083-O板材,其化学成分和加工参数分别见表1和表2.加工后按照观测要求制成金相试样,水磨之后采用高氯酸与无水乙醇(10 ml∶90 ml)混合液电解腐蚀获取金相.采用扫描电镜观测析出相分布.用FM-700显微硬度仪分别在横截面的上、中、下3个部位打点,每条线上各点间距0.5 mm,加载时间10 s 加载重力为50 g.横截面显微硬度测量部位如图1所示.
表1实验用5083铝合金化学成分(质量分数)
Table1Chemicalcomposition(massfraction)of5083aluminumalloy%

SiFeCuMnMgCrZnTiAl04~0401040~1040~49005~025025015Balance

表2 FSP工艺参数

图1 显微硬度测量部位示意图Fig.1 Position of micro-hardness testing
2 结果及分析
2.1 金相组织分析
图2为6号样母材与加工区各个区域的形貌,在加工区表面沿垂直加工方向可分为4个区域,如图2(a)-(d)所示,分别为母材区(BM)、加工区(SZ)、热机影响区(TMAZ)和热影响区(HAZ).由于实验材料的晶粒尺寸比较细小,无法从金相组织中获得各区的准确晶粒尺寸.但是,从图中仍可看到TMAZ的晶粒发生了明显的剪切变形且已超出了轴肩的作用范围.SZ的显著特点是同时受到搅拌针搅拌和热循环的作用,组织发生动态再结晶,该区域晶粒为细小等轴晶[6].
图3为5083铝合金加工区表面宏观形貌和腐蚀后的形貌.观察图3(b)发现,在SZ区内,在抛光腐蚀后的加工区表面上会出现明暗相间的弧纹,此弧纹与洋葱环的弧纹不同,其分布与加工区表面带状纹理十分相似.带状纹理是FSP加工后表面最醒目的特征,其特点表现为高低起伏的周期性半圆形波纹,高处称为波峰,低处称作波谷,如图3(a)所示.
为了便于分析,引入公式[7]λ=ν/ω,其中:ν为焊接速度(mm/min);ω为转速(r/min);λ为步长,即焊接过程中搅拌头转一圈所经过的距离(mm/r).图3中试样的轴肩直径、旋转速度、焊接速度分别为10 mm、400 r/min、200 mm/min,则加工区的步长为λ=200/400=0.5 mm/r,即搅拌头在行进过程中每转一圈前进的距离为500 μm.通过实际测量,图3(a)中1.54 cm长度区域对应有 30个周期带状条纹,则一个波峰加一个波谷的长度为1.54 cm/30=513 μm;图3(b)中比例尺400 μm 长度为1.07 cm,3个周期弧纹对应长度为4.15 cm,换算可得到一个明弧纹加一个暗弧纹的长度为517 μm.由于测量存在误差,所以从以上计算结果可得图3(a)的一个波峰加一个波谷的长度恰好对应图3(b)中的一个暗弧纹加一个明弧纹的长度,这与步长500 μm恰好吻合;所以可得出步长为相邻两波峰或波谷之间的距离,即其周期长度.文献[8]指出:该弧纹是由于搅拌针根部的旋转前进而形成的,搅拌针在焊缝中部的搅拌轨迹是一个空间上的螺旋线.
2.2 显微硬度测试
图4为5083-O铝合金在各种参数下的显微硬度分布图.可知各图母材区的硬度在80 Hv 左右,而加工区的显微硬度明显高于母材.这是因为加工区组织与母材不一样,而加工区的组织主要受到热输入的影响.在FSP中主要有两种热输入机制:一种是来自轴肩的搅拌,另一种是搅拌针的作用.然而,对于轴肩来说,搅拌针搅拌所产生的热量可以忽略不计.轴肩产热可以用Q=4/3π2μPωD3表示.其中μ为摩擦系数;ω为转速;P为轴肩所加压力;D为轴肩直径.因此,FSP过程中热输入量为Q/ν,而μ、P为常数,所以热输入量可以用ωD3/ν表示[9].由此可计算得图4(a)-(f)的热输入量分别为:8192,32768,32768,8000,1000,2000.

图2 6号试样母材与焊缝各区的金相组织 Fig.2 Microstructure of sample 6 (a)—母材; (b)—加工区; (c)—热机影响区; (d)—热影响区

图3 5083铝合金加工区表面宏观形貌和腐蚀后的形貌Fig.3 Profiles on the top surface of the FSP 5083 Al(a)—加工区表面带状纹理; (b)—腐蚀后明暗相间条纹
将图4分为两类分别来考虑轴肩和ω/ν的变化对显微硬度的影响.观察图4(a)、(e)和图4(c)、(d)可知,图4(a)的高硬度区宽度比图4(e)的要宽,但其SZ区的平均硬度要低于图4(e)区,图4(c)和(d)也同样有此规律.这是因为小轴肩的SZ区较窄且轴肩直径越小热输入量越小[10].观察图4(a)、(c)可知,随着ω/ν的增加,高硬度区的宽度增加,但SZ区的平均硬度降低.这是因为ω/ν的增加,热输入量增加,动态再结晶区域增加使得高硬度区域增加,而热输入量的增加会导致再结晶晶粒的粗化使得硬度下降.同时在SZ的不同区域,硬度也是不同的.这说明在加工区内晶粒大小并不均匀,不同区域晶粒的大小存在着差异.
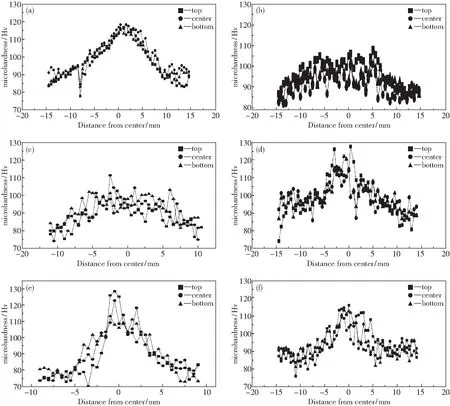
图4 铝合金显微硬度分布图 a-f分别代表1-6号样 Fig.4 The micro-hardness distribution of sample 1 to 6
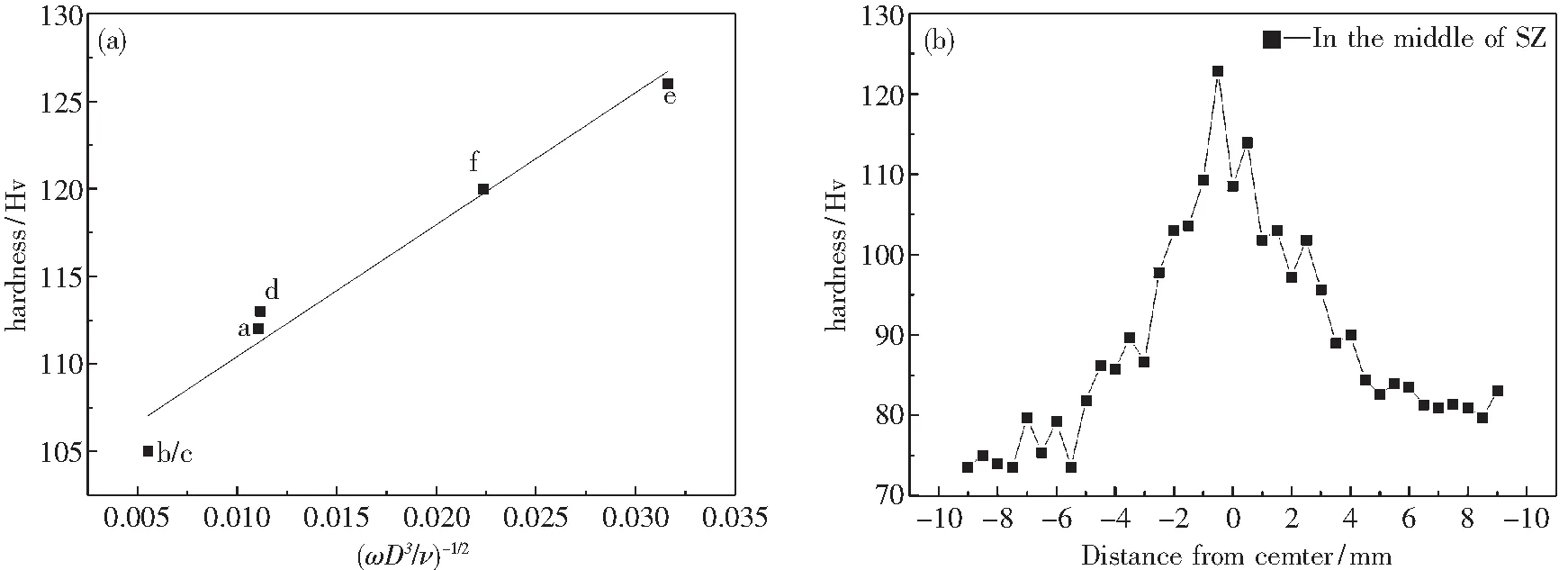
图5 (a)输入量(ωD3/ν)-1/2与加工区平均硬度的关系; (b) 5号样硬度分布图Fig.5 (a) Relationship between (ωD3/ν)-1/2 and micro-hardness in SZ ;(b) Hardness distribution in SZ
又有文献[9]指出热输入量ωD3/ν与晶粒直径d呈线性关系,显微硬度Hv与d-1/2的关系为:Hv=H0+kHd-1/2.所以推测(ωD3/ν)-1/2与Hv也应该满足一定的关系.图5(a)所示为热输入量(ωD3/ν)-1/2与加工区平均硬度Hv的关系图,通过拟合可看到其呈一次函数关系(图5中a-f分别对应图4a-f),且相关系数为0.96,拟合程度相当高.拟合方程为:Hv=753.4(ωD3/ν)-1/2+102.9.由此可以得到显微硬度随着热输入量的变化规律.
通过图5(b)观察可知,硬度在AS侧和RS侧的分布是不均匀的.在AS侧,从母材到加工区中心硬度迅速上升,即从距离中心4.5 mm开始,硬度从72Hv上升到115 Hv,上升速度约为9.6 Hv/mm;在RS侧从母材到加工区硬度上升相对平缓,大约从距中心6 mm开始,硬度从82 Hv 上升到115 Hv,上升速度约为5.5 Hv/mm,只有AS侧的一半左右.从图中还可看到,AS侧的热影响区要小于RS侧,这是加工区温度分布不均匀所致.在RS侧,温度的影响范围要大.
2.3 扫描电镜观察
对于铝合金的搅拌摩擦加工,由于加工区的温度较高并且会伴随着析出相的细化和回溶,从而对加工区组织和性能造成影响.图6为3号和6号样加工区和母材第二相粒子形貌及分布图.通过对第二相粒子的成分检测可以确定第二相粒子为Al6(Mn,Fe).而Al6(Mn,Fe) 的回溶温度高于5083铝合金基体的熔点,因此,在搅拌摩擦加工过程中,Al6(Mn,Fe) 不会发生回溶.对比图6(a)、(b)可知,虽然Al6(Mn,Fe) 没有发生回溶,由于加工区发生了强烈的搅拌作用,与母材相比,加工区的析出相粒子发生了细化,
分布均匀.观察
图6(b)、(c)可知后者第二相粒子形貌比前者细小且分布均匀,更加细化且弥散分布的第二相粒子阻碍了晶粒的粗化,加工区组织更加均匀.根据霍尔佩奇公式可知,细小的晶粒有利于提高材料的力学性能.5083铝合金属于形变强化铝合金,其性能的提高主要依赖于形变强化[11],而FSP 过程是一个剧烈的塑性变形过程,细晶强化效果对于提高5083铝合金性能的提高较为明显.
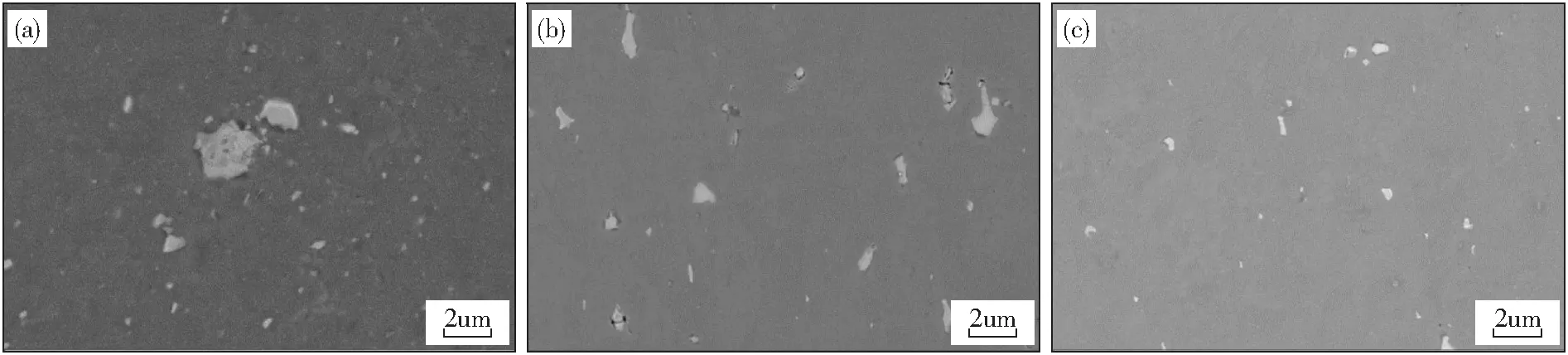
图6 第二相粒子形貌分布及EDS成分分析Fig.6 Morphology distribution of the second phase particle and composition analysis of EDS (a)—3号样母材; (b)—3号样加工区; (c)—6号样加工区
3 结 论
(1) 5083-O搅拌摩擦加工区表面有周期性带状纹理,且抛光腐蚀后仍存在周期性明暗相间的弧纹,两者的周期相同且等于步长λ=ν/ω;
(2) 热输入量与硬度Hv呈线性关系,轴肩越小高硬度区宽度越小但SZ区平均硬度越高;随着ω/ν的增加,高硬度区的宽度增加,但SZ区的平均硬度降低;
(3) 硬度在AS侧和RS侧的分布是不均匀的;加工区的强烈搅拌作用导致未回溶的第二相粒子Al6(Mn,Fe)破碎且均匀分布阻碍晶粒的长大.
[1] 武佳蕾, 王快社, 周龙海, 等. 搅拌摩擦加工技术研究进展[J]. 热加工工艺, 2010, 09:150-153.
(Wang Jialei, Wang Kuaishe, Zhou Longhai,etal. Development of friction stir processing[J]. Hot Working Technology, 2010, 09:150-153.)
[2] 林三宝, 赵衍华, 吴林, 等. 搅拌摩擦焊的应用现状及发展前景[J]. 现代焊接, 2004, 01:64-65,68.
(Lin Sanbao, Zhao Yanhua, Wu Lin,etal. Application status and development prospects of friction stir welding [J]. Modern Welding Technology, 2004, 01:64-65,68.)
[3] 张华, 林三宝, 吴林, 等. 搅拌摩擦焊研究进展及前景展望[J]. 焊接学报, 2003, 03:91-97.
(Zhang Hua, Lin Sanbao, Wu Lin,etal. Development of friction stir processing[J]. Hot Working Technology, 2003, 03:91-97.)[4] 黄春平, 柯黎明, 邢丽, 等. 搅拌摩擦加工研究进展及前景展望[J]. 稀有金属材料与工程, 2011, 01:183-188.
(Huang Chunping, Ke Liming, Xing Li,etal. Friction stir welding research progress and prospects [J]. Rare Metal Materials and Engineering, 2011, 01:183-188.)
[5] 杨阳. 5083铝合金高温变形行为及超塑性行为研究[D]. 长沙: 中南大学, 2007.
(Yang Yang. High temperature deformation behavior and superplastic behavior research of 5083 aluminum alloy[D]. Changsha: Central South University, 2007.)
[6] 刘洪, 袁鸽成, 黄泽涛, 等. 5083-H321铝合金板材搅拌摩擦焊缝组织演变[J]. 广东工业大学学报, 2012, 03:96-98,110.
(Liu Hong, Yuan Gecheng, Huang Zetao, et al. The microstructural evolution of friction stir welded 5083-H321aluminum alloy plate[J]. Journal of Guangdong University of Technology, 2012, 03:96-98,110.)
[7] 康举, 栾国红, 付瑞东. 7075-T6铝合金搅拌摩擦焊焊缝表面带状纹理的组织与性能[J]. 金属学报, 2011, 02:224-230.
(Kang Ju, Luan Guohong, Fu Ruidong. Microstructures and mechanical properties of banded textures of friction stir welded 7075-T6 alumunum alloy [J]. Acta Metallurgica Sinica, 2011, 02:224-230.)
[8] 李兵. 6063铝合金薄板搅拌摩擦焊接工艺及机理的研究[D]. 沈阳: 东北大学, 2009.
(Li Bing. Process and mechanism of friction stir welding on aluminum alloy sheet[D]. Shenyang: Northeastern University, 2009.)
[9] Tomotake Hirata, Taizo Oguri, Hideki Hagino, et al. Influence of friction stir welding parameters on grain size and formability in 5083 aluminum alloy [J]. Materials Science & Engineering A, 2007, 456(1-2):344-349.
[10] Scialpi A, De Filippis L A C, Cavaliere P. Influence of shoulder geometry on microstructure and mechanical properties of friction stir welded 6082 aluminium alloy [J]. Materials and Design, 2006, 28(4):1124-1129.
[11] Rao D, Huber K, Heerens J, et al. Asymmetric mechanical properties and tensile behaviour prediction of aluminium alloy 5083 friction stir welding joints [J]. Materials Science & Engineering A, 2012, 565:44-50.
