高职铸造专业实训改进研究与实施
2014-12-04吴代建WUDaijian傅骏FUJun蔺虹宾LINHongbin周棣华ZHOUDihua王泽忠WANGZezhong
吴代建WU Dai-jian;傅骏FU Jun;蔺虹宾LIN Hong-bin;周棣华ZHOU Di-hua;王泽忠WANG Ze-zhong
(四川工程职业技术学院,德阳 618000)
(Sichuan Engineering Technical College,Deyang 618000,China)
0 引言
本文旨在通过创造条件将消失模传统工艺引入实训课堂,进而推广消失模最新技术,提高学生动手能力和就业竞争力。结果表明,提升了学生的训练兴趣,学生掌握了消失模生产初步技能,达到了很好的教学效果。
1 消失模铸造实训环节的实施
1.1 实训条件下的消失模粘土砂工艺流程 根据铸件图,制定消失模工艺图。将工艺结构分解为简单的几何结构,按照分解后的几何体切割泡沫板材,制作泡沫模样,并组合粘接稳固。配制好涂料,成分如表1,浸涂在模样表面,烘干后重复1-2 次。用如表2 粘土砂消失模工艺成分混制型砂,检验型砂的性能后选取砂箱造型[1,2]。

表1 粘土砂消失模和木模工艺型砂配方及性能对比

表2 消失模粘土砂涂料配料单
造型过程中,注意控制模样各表面型砂的紧实度,并按工艺预埋好排气管道。造型结束后,在8 小时内浇注完毕,防止消失模二次吸水,增加产生气孔缺陷的可能性。同时,使用相同木模造型制作型腔,设为对比组,用于工艺和造型工时对比分析。最后熔炼浇注,冷却凝固后,打箱清理检验两组铸件的产品质量。
1.2 关键质量控制措施 泡沫模样表面质量和尺寸精度直接影响铸件的质量,实训中通过在电热切割设备中增设控温系统,可实时调节电阻丝温度,能有效控制切割烧损量和提高模样表面质量。通过控制型砂含泥量,降低粘土型砂中水分和增加粘结剂的含量,如表2,配合操作时合适的紧实度。达到保证型砂强度的情况下,充分提高型砂的流动性,增加透气性,降低发气量。可有效控制气孔、塌箱、铸件变形、粘砂等缺陷产生的可能性。
直浇道、冒口选用木模造型,同时在泡沫模样多个部位预埋排气管,造型结束后取出,清理以上部位散砂。有利于提高金属液的冲型能力、防止呛火、浇不足、气孔等缺陷的产生。
适当提高出炉浇注温度,第一包浇注木模造型的铸型,第二包浇注消失模铸型。可充分提高浇包温度,以此延长金属液的流动时间和提高泡沫气化速度,防止铸件残缺、冷隔等缺陷产生。
2 消失模铸造在实训过程中的实例
2.1 木模、粘土砂型铸造工艺方案 木模、粘土砂型铸造工艺方案见图1。该底座为典型的两端外形轮廓尺寸大于中间部分尺寸,即“两头大,中间小”。木模造型时,为了便于取出中间模样,需设置两个分型面,常采用手工造型方法中的三相造型。受铸件大小和形状等条件的影响,可以先做上砂箱,再做中砂箱,最后做下砂箱;也可先从下砂型或中砂型开始造型。由于增加了分型面和翻箱次数,铸件往往出现错型、飞翅过大、偏芯等缺陷。此外,三箱造型常要求中箱高度尽量和木模高度匹配,否则还要进行挖砂造型才能完成造型任务,非常不方便并且不能保证质量。底座木模手工造型浇注系统选择了顶注式,内浇口远端位置采用两个明冒口。
2.2 消失模、粘土砂型工艺方案 选择消失模工艺能很好地解决上述操作难的问题。经过工艺分析,提出消失模粘土砂型工艺方案(图2)。由于车间无抽负压设备,为增加浇注时泡沫燃烧烟气的排放能力,直浇道、冒口均采用木模成型,且在横浇道,铸件上表面增设多个排气孔。

图1 木模粘土砂型工艺方案
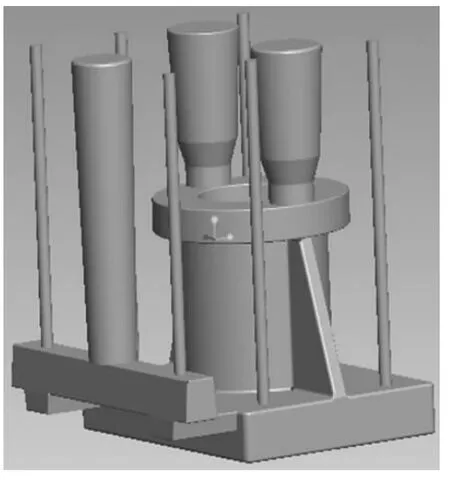
图2 消失模粘土砂型工艺方案
3 实训效果分析
实训教学在四川工程职业技术学院2012(三专)材料成型及控制技术专业(铸造技术方向)1、2 班中进行,将两个班同学随机分成12 组,每组分别完成木模造型和消失模制模造型,后熔炼浇注。通过记录每组在实训中“连续实训时间、有效提问次数、协同创新次数”三个指标来衡量教学效果。连续实训时间指不间断地专注于实训操作的工作时间。有效提问次数指就工艺、造型方法、措施等提出有针对性问题的次数。协同创新次数指在讲授方法以外,每组学生自主寻求其他操作方法或措施更短时间、更好效果完成某项实训任务。记录数据如表3、表4。
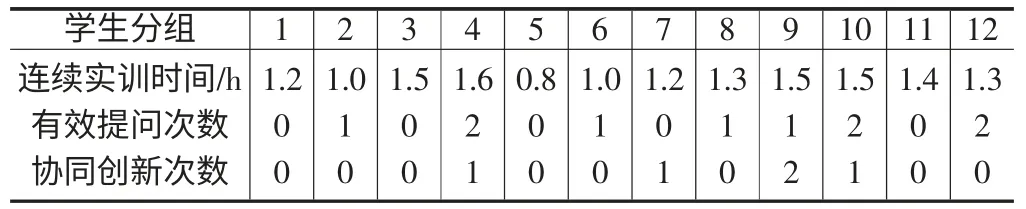
表3 木模手工造型教学效果统计表

表4 消失模造型教学效果统计表
对数据统计分析,学生进行木模手工造型平均连续实训时间为1.28 小时,累计有效提问和协同创新次数分别为10 次和5 次;学生进行消失模制模和手工造型平均连续实训时间为2.02 小时,累计有效提问和协同创新次数分别为19 次和12 次。
传统实训方法,在快到正常两小节课时结束前,学生将注意力分散,其操作惰性增强,并提出休息的愿望。而引进消失模工艺后,学生对新技术新工艺表现出浓厚的学习兴趣,平均能连续坚持2 小时以上直到目标任务完成。而就工艺、操作顺序、解决方案提问或交流的次数,后者也明显增多,甚至组与组之间同学也进行技术交流和指导。协同创新能力方面,主要集中在制模方法和造型过程上,如泡沫模样分解方案、切割措施,造型紧实顺序,排气、补缩措施等。累计创新次数后者超过前者一倍有余,对学生创新思维和工程实际问题解决能力的锻炼提供了一次良好的机会。
[1]李增民,李志勇.消失模铸造的关键技术[J].铸造技术,2002,23(03):155-159.
[2]章舟.消失模铸造生产实用手册[M].北京:化学工业出版社,2011.
[3]傅骏,蔺虹宾,谢学林.高职铸造专业开展工程伦理教育探讨[J].铸造技术,2012(09).