喷丸对18%Ni型超高强度钢低周疲劳性能影响
2014-11-05江志华
王 欣 江志华
(中航工业 北京航空材料研究院,北京100095)
曾候祥
(贵州黎阳航空动力有限公司,平坝561102)
汤智慧
(中航工业 北京航空材料研究院,北京100095)
C250钢是一种18%Ni马氏体时效超高强度钢[1],该钢屈服强度很高(1 700 MPa级),在国外常作为轴类零件和航天器的固体发动机外壳的主要材料.早在20世纪70年代,美国相关国防报告中就针对该型钢进行了抗疲劳强化工艺[2]分析.
轴类零件的服役环境苛刻,受到弯曲、轴向、扭转交变载荷、冷热交变载荷和腐蚀环境的作用,易发生疲劳断裂;为提高使用可靠性,C250钢轴类零件完成机械加工后常采用喷丸以提高其疲劳抗力.喷丸对于钢疲劳性能影响的研究[3]中,多针对高周疲劳,主要是由于高周疲劳过程不出现整体塑性形变,不会使喷丸引入的残余压应力场强化效果[4]发生松弛,可以体现喷丸的强化效果.而低周疲劳过程外加载荷通常超过屈服强度,喷丸对于低周疲劳的影响说法不一.有研究认为在这个条件下,喷丸残余应力将发生松弛,从而使喷丸失去强化效果.如白杰等[5]认为喷丸引入塑性形变降低了钢本身的塑性形变能力并削弱了残余压应力,从而降低了低周疲劳性能.此外,张海风等[6]研究了喷丸纳米化对DZ4定向合金的影响,说明表面层纳米化降低了定向合金的低周疲劳性能.薛蕾等[7]对比了激光修复、激光修复+喷丸复合处理与普通模锻件的低周疲劳性能,说明喷丸提高TC4的低周疲劳性能,但该文献主要针对激光修复的技术开展分析,而对喷丸与低周疲劳的关系涉及较少.低周疲劳性能是轴类零件的重要性能,本研究对比了喷丸前后C250钢的表面形貌、残余应力、组织状态和低周疲劳寿命,说明了喷丸可以显著提高C250钢的低周疲劳性能,并分析了增益影响的原因,为C250钢在工程上的喷丸应用提供理论基础.
1 实验材料和实验方法
本文研究的材料是c250钢锻件.第二相(Ni3Ti,Ni3Mo)弥散强化是C250钢的主要强化方式,如图1所示.C250钢成分是Ni:17%~19%,Co:7.0%~8.5%,Mo:4.6%~5.2%,Ti:0.3%~0.5%,Al:0.05%~0.15%,Cr小于0.5%,其余是Fe元素.低周疲劳的试样经过粗车加工、固溶处理、半精车加工、时效处理和磨加工完成,试样的力学性能如表1所示.

图1 c250钢中的针状第二相质点和衍射照片

表1 c250钢室温合金力学性能
低周疲劳试样按照Q/6S 977—2004中图号M2504-S088(图2)加工.在气动式数控喷丸机KX-3000上,按照HB/Z 26—2011依据表2的制度进行了喷丸,每组喷丸工艺试样5件.采用Quanta 600扫描电镜观察了试样喷丸前后的表面,采用JEM-2010透射电镜,观察了喷丸后的微观结构.透射电镜用试样制备过程为:对经过精磨的15 mm×15 mm×15 mm方块试样的一面进行喷丸,采用线切割方式将喷丸面切下,厚度为0.8 mm;之后仅对线切割面进行手工打磨,直至厚度达到30 μm后;采用1000#砂纸打磨线切割打磨面以及喷丸面至光亮;再采用透射电镜制样专用的冲压工具制成直径为3 mm,厚度小于30 μm的薄片;对薄片采用双喷减薄方法制成透射电镜试样.采用Stresstech-X3000 X射线衍射残余应力测试仪测试了疲劳实验前后的残余应力场分布情况.按照GB/T 15248标准,在MTS Landmark1上测试了不同工艺喷丸后的低周疲劳寿命,测试条件为三角波/最大应变0.009 3/室温/20次/min,原始试样和单喷试样组试样6件,由于二次喷丸试样疲劳寿命分散度较小,采用了5件试样进行疲劳实验;采用Quanta 600扫描电镜观察特定疲劳周次的断口形貌.

图2 c250钢低周疲劳试样

表2 喷丸制度
2 实验结果
2.1 表面观察
图3为原始、单喷和双喷后C250钢试样的表面形貌.图3可知,磨削试样的表面存在许多平行的刀痕,表面粗糙度达到Ra=0.68 μm;单喷后,平行的刀痕被大量直径较大的弹坑取代,表面粗糙度达到Ra=1.41 μm;双喷后,由于小尺寸玻璃丸喷丸抚平作用,表面较大的弹坑被细小的弹坑所取代,表面粗糙度达到Ra=1.01 μm.喷丸表面覆盖了磨削表面,因此,磨削表面粗糙度对于喷丸后试样的表面粗糙度没有影响.

图3 c250钢表面形貌
2.2 残余应力
图4为喷丸后及喷丸+低周疲劳后试样的残余应力场分布.图4可知,经过单喷和双喷后,C250钢表面均存在深度约为200 μm的残余压应力场.相比单喷,经过双喷后,表面的残余压应力数值上升,达到屈服强度的一半左右;而经过低周疲劳实验后在距试样断口2mm处取样,测试残余应力发现,喷丸+低周疲劳实验后,残余压应力场松弛明显,如图4中的单喷+低周疲劳和双喷+低周疲劳所示.
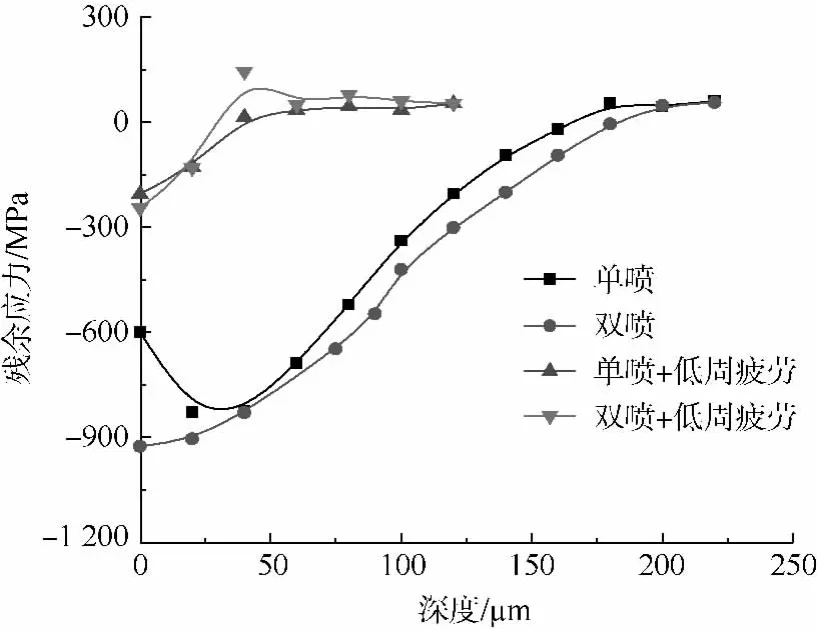
图4 经过单喷、双喷、单喷+低周疲劳和双喷+低周疲劳后的残余应力分布情况
2.3 低周疲劳性能
两种工艺喷丸后的C250钢试样的低周疲劳性能如图5所示.原始试样平均寿命为8 192次,单喷和双喷后疲劳寿命增益分别为143%和188%,达到19892次和23544次,试样的寿命分散度小.相比单喷,双喷对C250钢的低周疲劳寿命提高幅度更大.

图5 原始、单喷和双喷后试样的低周疲劳寿命
3 分析与讨论
金属低周疲劳寿命是疲劳裂纹萌生寿命与疲劳裂纹扩展寿命的综合.而喷丸对于C250钢疲劳性能的影响,主要可以归结为残余应力、微观组织和表面形貌,前两者和萌生寿命与扩展寿命均相关,而表面形貌只与裂纹萌生寿命有关.一般认为,残余应力和微观组织的强化作用可以增强金属材料的疲劳抗力[8],对于表面形貌的影响,目前存在争论:部分研究[9]认为喷丸产生的弹坑增加了表面粗糙度,是一种弱化作用;但也有研究[10]认为,相比于机械加工的尖锐刀痕,喷丸产生的弹坑面积较大且底部圆滑,并不一定会增加表面应力集中系数,优选的喷丸工艺可能还能降低原先机械加工带来的应力集中系数.
首先,由于采用了应变控制的低周疲劳模式,在疲劳实验的过程中,外加拉应力峰值均大于屈服强度,在反复的塑性形变中,喷丸残余压应力松弛,残余压应力强化效果不能有效发挥.
其次,喷丸过程是使金属表面反复塑性形变的过程,喷丸之后出现了明显的亚晶粒细化作用.如图6所示采用(111)方向入射电子,观察喷丸后的显微组织.采用喷丸后,C250钢表面出现了直径200μm左右的亚晶粒(图6a)和许多增殖位错(图6b),在疲劳过程中,由于亚晶界的强化作用,使得疲劳裂纹在扩展通过亚晶界的过程需要更多的能量,延长了裂纹扩展寿命,起到了组织强化的作用.
再次,相比于单喷,研究采用双喷显著减低了第1次喷丸后的表面粗糙度,单喷留下的较大弹坑被密集细小的玻璃丸弹坑所掩盖,有效减小表面应力集中程度,在疲劳过程中,表面实际受力减小,延长了裂纹萌生寿命.这个结果也在文献[11]研究的18%Ni型高强钢的高周疲劳性能有相应体现.

图6 喷丸后C250钢表面形成的亚晶粒
为加以佐证,设计了单喷后的打磨实验,用于实现表面平滑化作用.用2000#细砂纸仔细打磨单喷后试样表面,消除单喷的弹坑痕迹,达到Ra=0.2 μm后再进行低周疲劳实验.结果单喷+细砂纸打磨后试样低周疲劳寿命与双喷相当,如图7所示.可见表面光洁度产生的表面应力集中系数对于C250钢的低周疲劳性能有重要的影响.在其他条件相同的情况下,表面光洁度越高,则C250钢的低周疲劳性能越好.
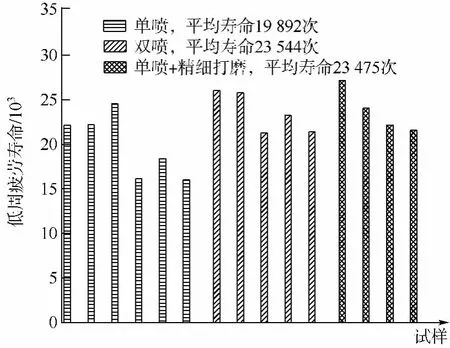
图7 单喷、双喷以及单喷+精细打磨C250钢试样的低周疲劳性能
应该说明的是,表面平滑化对于低周疲劳寿命的增益影响要小于喷丸后表面变形产生的组织强化效果.为了分清表面平滑化和组织强化的效果,对比了加工后打磨试样与加工后单喷试样的低周疲劳寿命.结果加工后打磨试样的平均低周疲劳寿命仅为11103次,其疲劳寿命远低于加工后单喷试样(平均寿命为19892次),单喷后试样表面粗糙,但保存了喷丸的组织强化效果.
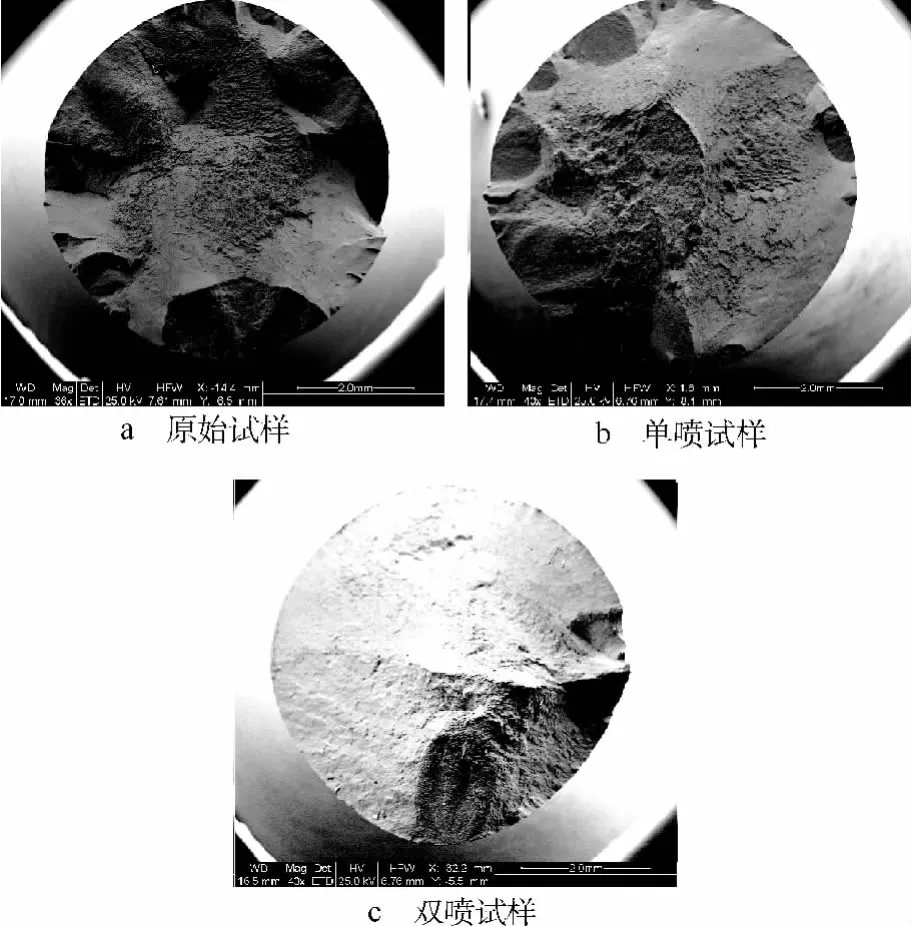
图8 各试样疲劳断口
此外,从疲劳断口(图8)分析,原始试样和单喷试样疲劳断口呈现多源疲劳的状态,说明疲劳过程中表面层受力较大,而经过二次喷丸后疲劳断口变为单源疲劳,说明实际受力较小.从断口分析,经过双喷后,由于玻璃丸的平滑化作用,减小了表面应力集中系数,使得表面实际受力减小.
4 结论
1)喷丸可以有效提高C250钢的室温低周疲劳寿命,经过铸钢丸喷丸和二次喷丸后,疲劳寿命增益分别为143%和188%.
2)在低周疲劳的过程中,残余应力基本消除,喷丸的主要强化机制为亚晶粒细化和位错增殖强化.
3)在二次喷丸时,由于第2次喷射小弹丸的表面平滑化作用,C250钢的低周疲劳寿命进一步提高,由于玻璃丸的平滑化作用,减小了表面应力集中系数,使得表面实际受力减小,断口也从多源转为单源.
4)对于低周疲劳寿命的增益影响,喷丸产生的组织强化效果大于二次喷丸带来的表面平滑化效果.
References)
[1]Rack H J,Kalish D.Improved fatigue resistance of 18Ni(350)maraging steel through thermomechanical treatments[J].Metallurgical Transactions,1974,5(3):685 -694
[2]航空工业部第二技术情报网.金属零件加工表面完整性:译文集[M].[S.l.]:国营红旗机械厂,1983:20 -30
The 2nd Technology Information Branch.Surface integrity of metal parts[M].[S.l.]:Hongqi Machinery Factroy,1983:20 - 30(in Chinese)
[3]Miková K,Bagherifard S,Bokuvka O,et al.Fatigue behavior of X70 microalloyed steel after severe shot peening[J].International Journal of Fatigue,2013,55:33 -42
[4]Soady K A.Life assessment methodologies incorporating shot peening process effects:mechanistic consideration of residual stresses and strain hardening Part 1:effect of shot peening on fatigue resistance[J].Materials Science and Technology,2013,29(6):637-651
[5]白杰.10CrNi4MoVA钢的低周疲劳性能研究[C]//第十届全国疲劳与断裂学术会议论文集.北京:中国力学学会,2000:214-217
Bai Jie.Research on low cycle fatigue of 10CrNi4MoVA steel[C]//The 10th fatigue and fracture conference.Beijing:The Chinese Society of Theoretical and Applied Mechanics,2000:214-217(in Chinese)
[6]张海风,施惠基.表面再结晶层对DZ4定向凝固合金低周疲劳性能影响[J].航空材料学报,2006,26(1):71 -75
Zhang Haifeng,Shi Huiji.Effect of recrystallization on low-cycle fatigue behavior of DZ4 directionally-solidified superalloy[J].Journal of Aeronautical Material,2006,26(1):71 - 75(in Chinese)
[7]薛蕾,陈静,林鑫,等.激光成形修复TC4合金锻件的低周疲劳性能[J].稀有金属材料与工程,2011,40(7):1225-1229
Xue Lei,Chen Jing,Lin Xin,et al.Low cycle fatigue property of laser forming repaired TC4 forgings[J].Rare Metal Materials and Engineering,2011,40(7):1225 -1229(in Chinese)
[8]Altenberger I,Nalla R K,Sano Y,et al.On the effect of deeprolling and laser-peening on the stress-controlled[J].International Journal of Fatigue,2012,44:292 -302
[9]Bhuiyana S,Mutohb Y,McEvilyc A J.The influence of mechanical surface treatments on fatigue behavior of extruded AZ61 magnesium alloy[J].Materials Science and Engineering A,2012,549:69-75
[10]王欣,蔡建明,王强,等.喷丸表面覆盖率对于 Ti60高温钛合金疲劳性能的影响[J].中国表面工程,2011,24(5):58 -63,103
Wang Xin,Cai Jianming,Wang Qiang,et al.Effect of shot peening coverage on fatigue property in Ti60 high-temperature titanium alloy[J].China Surface Engineering,2011,24(5):58 -63,103(in Chinese)
[11]Kawagoishi N,Nagano T,Moriyama M,et al.Improvement of fatigue strength of maraging steel by shot peening[J].Materials and Manufacturing Processes,2009,24(12):1431 -1435
