AgCu28钎料钎焊无氧铜晶界渗透行为分析
2014-11-05曲文卿
连 欣 曲文卿
(北京航空航天大学 机械工程及自动化学院,北京100191)
李海涛 王国建
(中国科学院 电子学研究所,北京100190)
电真空器件指借助电子在真空或者气体中与电磁场发生相互作用,将一种形式电磁能量转换为另一种形式电磁能量的器件,如微波电子管、行波管、开关管等[1].电真空器件具有大功率、高频以及低成本的特点,故而越来越广泛地应用在军事、商业以及医疗系统中[2].电真空器件制造过程中存在大量的使用AgCu28共晶钎料来钎焊无氧铜与其他材料的情况,AgCu28共晶钎料熔点较低,没有结晶间隙,所形成的焊缝的导热性和导电性也较好且价格便宜[3-4].在电真空器件制造上,它的使用量占总焊料量的80% 以上[4-5].
使用AgCu28钎料多次钎焊无氧铜和其他材料(如镀镍不锈钢、蒙乃尔等)时,极易造成无氧铜母材性能下降,经观察与分析得知在钎焊过程中AgCu28钎料沿无氧铜晶界进行扩散,即晶界渗透.晶界渗透又称为晶界渗入,是指液相金属和固相金属接触时,液相金属向固相金属晶界处产生的渗透现象[6-7].在钎焊和接触反应钎焊接头中出现晶界渗透,可能造成钎焊接头的强度和塑性严重下降,特别是采用钎焊和接触反应钎焊连接薄壁结构,一旦产生晶界渗透往往造成连接失败[8].因此加强对晶界渗透行为的研究具有一定意义.
本文针对电子器件常用材料无氧铜、镀镍不锈钢和蒙乃尔,采用AgCu28钎料对以上3种材料的钎焊接头进行微观组织分析,为电真空器件的生产可靠性论证提供数据支撑和技术指导.
1 实验方法与材料
本实验所用试样为AgCu28钎料钎焊的无氧铜-无氧铜、无氧铜-镀镍不锈钢和无氧铜-蒙乃尔的钎焊接头,3种钎焊实验均在相同条件下进行,其钎焊温度-时间曲线如图1所示,分别在60~120 min和127~130 min进行保温,130 min之后进行随炉冷却.沿横截面(轧制方向)截取试样,用镶嵌机进行镶嵌,对试样分别用400#,800#,1000#,1500#和2000#砂纸进行研磨及抛光,并对无氧铜采用混合酸溶液(5%FeCl3+5%HCl+90%H2O)腐蚀.采用Olympus B×51M规格光学显微镜和JSM-5800扫描电镜对钎焊接头区域的微观组织及成分进行观察和研究.
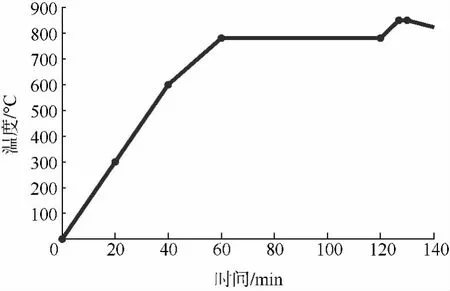
图1 钎焊温度-时间曲线
2 实验结果与分析
2.1 无氧铜-无氧铜
图2给出了无氧铜-无氧铜钎焊接头的微观组织形貌.由图2a可以看出,无氧铜-无氧铜焊缝填充完全,边界清晰.钎料在焊缝融化均匀,润湿效果好.焊缝整体组织分布较为均匀、结合紧密、界面组织良好,钎料没有沿着无氧铜晶界进行扩散,即无晶界渗透现象,无气孔裂纹等缺陷.图2c中点成分扫描的结果见表1.
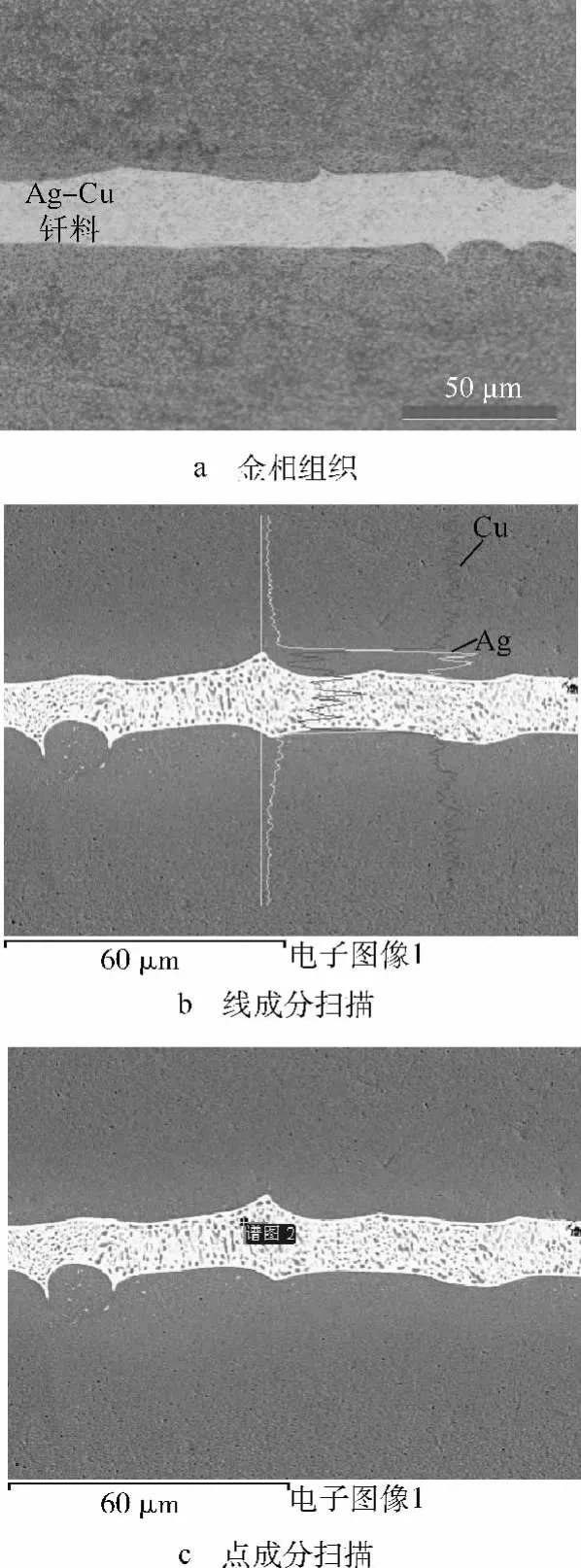
图2 无氧铜-无氧铜钎焊接头微观组织

表1 图2c中点成分扫描结果 %
由图2b和图2c可以看出,钎料中均匀分布着白黑相间的Ag和Cu的固溶体组织,钎料润湿性好,图2b中Cu元素的成分扫描曲线显示无氧铜母材向钎料内有溶解现象.
2.2 无氧铜-镀镍不锈钢
图3所示为无氧铜-镀镍不锈钢的微观组织形貌.由图3a可以看出,AgCu28钎料与两侧母材均发生不同程度的反应,其中与无氧铜母材反应尤其剧烈,钎料沿着无氧铜晶界进行扩散,即发生明显的晶界渗透现象.没有夹杂、裂纹等缺陷.图3b中给出了无氧铜-镀镍不锈钢的线扫描结果,自上而下依次是:不锈钢、镀镍层、镀镍层与钎料反应层、钎料层以及无氧铜母材,层次分明.图3c为点扫描结果,图中各点含量见表2.
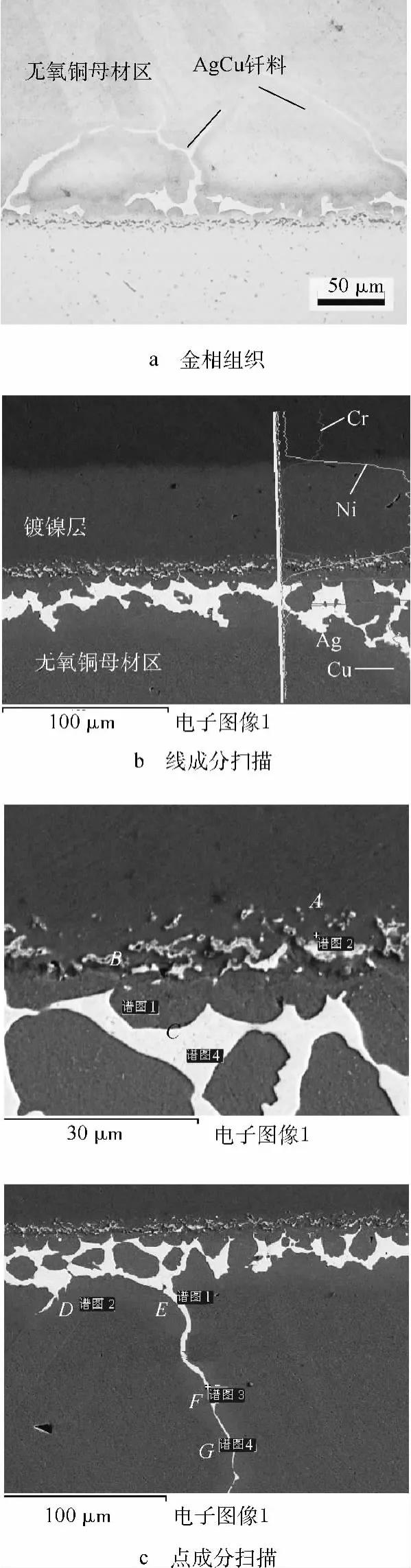
图3 无氧铜-镀镍不锈钢钎焊接头微观组织
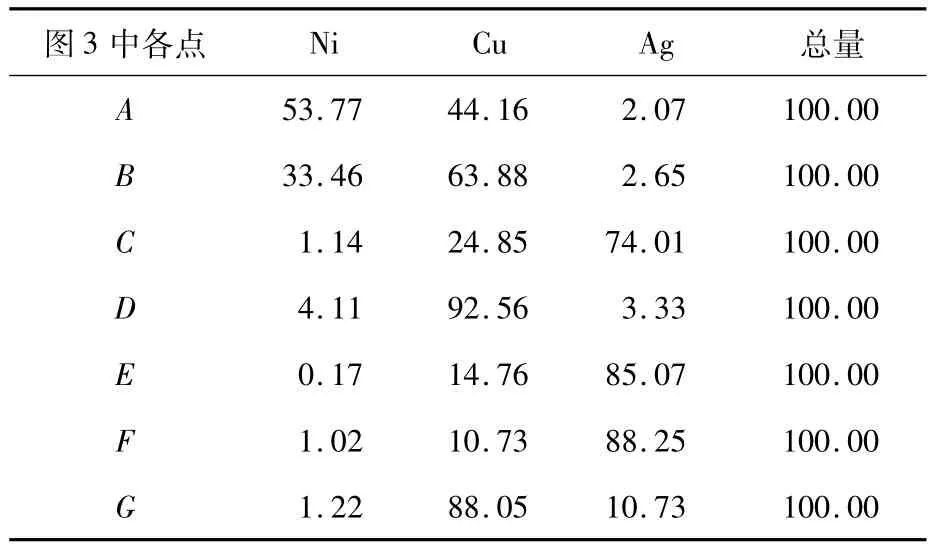
表2 图3中各点成分原子分数 %
在镀镍层与钎料反应层中,Ni元素含量较高,说明镀镍层中的Ni在焊接过程中溶解进入钎料并与之发生反应.在钎料层中,黑色部分是钎料的富Cu相(见点B、点D),白色部分是钎料的富Ag相(见点C、点E、点F),在钎料的这两种相中均检测到Ni元素.从图3b中Ni元素的成分扫描曲线可以看出,镀镍层中Ni元素的含量比较高,在镀镍层与钎料的反应层中Ni含量呈坡度式降低,从而得知镀镍层中的Ni进入钎料层并与之发生反应;依次往下看,在焊缝内部Ni元素含量起伏变化,说明Ni元素从反应层扩散进入钎料层;又结合表2中的点扫描结果可知,在反应层、钎料层以及无氧铜母材中均检测到Ni元素,且从上到下,Ni含量在不断降低,这是镀镍层中的Ni在焊接过程中不断溶解扩散的结果.而且在钎料的富Cu相(见点B、点D)以及无氧铜母材中(见点G)Ni元素的含量明显高于钎料的富Ag相(见点C、点E、点F)中Ni元素的含量,即Ni元素在Cu中的溶解度高于在Ag中的溶解度,说明Ni元素始终沿着Cu晶界进行扩散(而Ni元素同时溶解进入钎料),从而导致钎料对无氧铜母材进行晶界渗透.
2.3 无氧铜-蒙乃尔
图4为无氧铜-蒙乃尔钎焊接头的微观组织形貌.由图4a可以看出,AgCu28钎料与无氧铜母材发生剧烈反应,钎料沿着Cu晶界进行扩散,即晶界渗透现象较为明显.图4b中各点扫描结果见表3.
由表3中结果说明钎焊之后钎料的富Cu相(见点C)和富Ag相(见点B、点 D)中均检测到Ni成分,且Ni元素在钎料的富Cu相的含量明显高于钎料的富Ag相中的含量,说明Ni元素始终沿着Cu晶界进行溶解扩散(而Ni元素同时溶解进入钎料),从而造成钎料对无氧铜进行晶界渗透.
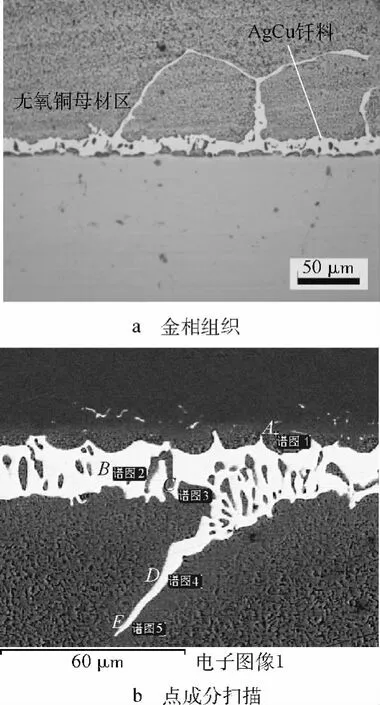
图4 无氧铜-蒙乃尔钎焊接头微观组织
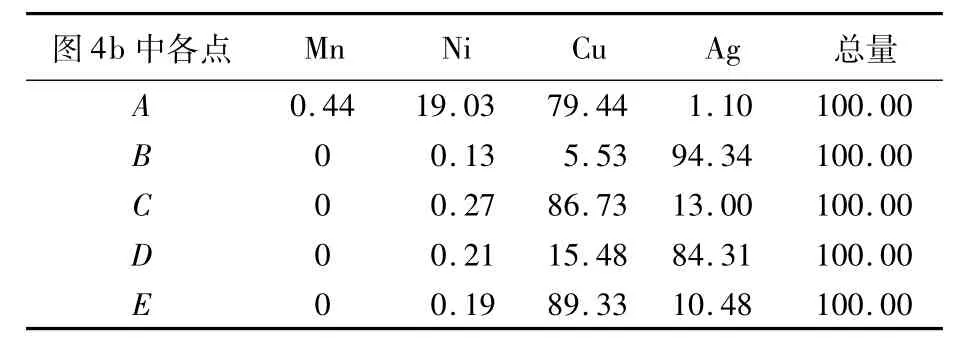
表3 图4b中各点成分原子分数 %
3 结论
1)使用AgCu28钎料钎焊无氧铜和无氧铜时,钎料在焊缝融化均匀,润湿效果好.焊缝组织分布均匀,结合紧密,接头组织良好,焊缝未产生晶界渗透现象.
2)使用AgCu28钎料钎焊无氧铜和含Ni母材时,钎料与无氧铜母材反应剧烈,钎料沿着无氧铜晶界进行扩散,即发生明显的晶界渗透现象.
3)使用AgCu28钎料钎焊无氧铜和含Ni母材时,含Ni母材中的Ni元素在钎焊过程中快速溶解进入钎料,且Ni元素始终沿着Cu晶界进行扩散,导致钎料对无氧铜母材产生晶界渗透.经分析认为,Ni元素在钎料中的溶解是导致钎料对无氧铜产生晶界渗透的主要原因.
References)
[1]史秀梅,郭菲菲.电真空器件用焊接材料的发展现状与前景[J].新材料产业,2012(1):16 -19
Shi Xiumei,Guo Feifei.The present status and future prospects of brazing materials used in vacuum electron devices[J].Advanced Materials Industry,2012(1):16 -19(in Chinese)
[2]Qiu J X,Levush B,Pasour J,et al.Vacuum tube amplifiers[J].IEEE Microwave Magazine,2009,10(7):38 -51
[3]刘联宝.陶瓷-金属封接技术指南[M].北京:国防工业出版社,1990
Liu Lianbao.Ceramic-metal seals technology guide[M].Beijing:National Defence Industry Press,1990(in Chinese)
[4]王卫杰,何晓梅.Ag-Cu-Ni焊料在真空开关管中的应用研究[J].真空电子技术,2004(4):45 -48
Wang Weijie,He Xiaomei.Study of Ag-Cu-Ni brazing material applied for vacuum interrupter[J].Vacuum Electronics,2004(4):45-48(in Chinese)
[5]《电子工业生产技术手册》编委会.电子工业生产技术手册(4)电真空器件卷[M].北京:国防工业出版社,1990
Manual of Electronic Industry Production Technology Editorial Committee.Manual of electronic industry production technology(4)volume of vacuum electronic device[M].Beijing:National Defence Industry Press,1990(in Chinese)
[6]Jacobson D M,Humpston G.Diffusion solder[J].Solder& Surface Mount Technology,1992,4(1):27 -32
[7]Zhou Y,North T H.Numerical model for the effect of grain boundaries on the total amount diffusion[J].Acta Metallurgica et Materialia,1994,42(3):1025 -1029
[8]吴铭方,司乃潮,蒲娟.铝合金/铜/不锈钢接触反应钎焊及晶界渗透行为分析[J].焊接学报,2009,30(11):85 -88
Wu Mingfang,Si Naichao,Pu Juan.Contact reactive brazing between Al alloy/Cu/stainless steel and analysis on grain boundary penetration behaviors[J].Transactions of the China Welding Institution,2009,30(11):85 -88(in Chinese)