干、湿喷丸强化对TC17 钛合金喷丸强化层的影响
2021-10-16徐松超盖鹏涛付雪松陈国清周文龙
徐松超,盖鹏涛,付雪松,陈国清,周文龙,3
(1.大连理工大学 材料学院 凝固控制与数字化重点试验室,辽宁 大连 116023;2.中国航空制造技术研究院,北京 100024;3.大连理工(营口)新材料工程中心有限公司,辽宁 营口 115004)
TC17 具有高强度、高断裂韧性和高淬透性,被称为“三高钛合金”,被广泛应用于制造航空工业中要求高承载能力的风扇盘、压气机盘、直升机浆毂等零部件[1-3]。但钛合金缺口敏感性高,而高强度钛合金缺口敏感性则更高,由此导致的疲劳断裂成为影响钛合金航空结构件安全服役的重要隐患之一[4]。疲劳裂纹源通常位于材料表面,人们更青睐于通过改善材料表面完整性来提高材料的疲劳性能[5-9],其中喷丸强化因为工艺简单、强化效果显著、不受工件形状和位置限制等优点,被广泛应用于提高零部件疲劳寿命。
近年来,国内外学者大量研究了喷丸强化对钛合金表面完整性和疲劳寿命的影响,促进了多种钛合金喷丸强化工艺在机械和航空领域的工程应用。Hitoshi Soyama 等[10]研究发现,喷丸强化使金属粉末直接激光烧结(DMLS)和电子束熔炼(EBM)工艺成形TC4 钛合金的疲劳寿命分别提升1.92 倍和1.95 倍。李世平等[11]利用喷丸强化,使TC21 钛合金的旋转弯曲疲劳寿命相较基材寿命提升了4.7 倍。喷丸强化在TC21 钛合金表层引入了370 μm 厚的残余压应力场,最大残余压应力为–903.5 MPa,出现在距表面130 μm处,同时喷丸强化后,靶材表面硬度(6.7 GPa)相较基体硬度(3.2 GPa)提升了109%[12]。田唐永等[13]采用湿喷丸强化方法使TC4 靶材表面的显微硬度相较基体提升了17.4%,并在靶材表面产生了–750 MPa的最大残余压应力。经拉-拉疲劳试验后发现,喷丸强化后,TC4 钛合金的疲劳寿命比基体高近10 倍。杨启等[14]研究了喷丸强化引起的TC4 钛合金靶材表面微凸体、表层加工硬化、表层残余压应力场的特征,在微动疲劳试验中,喷丸强化具有降低裂纹数量、减少裂纹形式、抑制疲劳裂纹萌生的作用。针对TC4钛合金的研究表明[15],干喷丸强化使得表层等轴组织向纤维组织转变;湿喷丸强化在靶材表层产生了约10 μm 的细晶强化和10~160 μm 深的位错强化。国内学者[16-18]大量的研究成果表明:喷丸强化可以有效地提高钛合金的疲劳寿命,主要原因是喷丸强化过程中,材料表层产生加工硬化效应和引入残余压应力场,有效抑制了疲劳裂纹的萌生和扩展。但是喷丸强度需要控制在合理的范围,喷丸强度不够时,加工硬化和残余应力不足,对疲劳寿命没有显著的改善效果;而喷丸强度过大时,表面硬化层可能被去掉,且表面粗糙度过大,反而可能降低材料的疲劳寿命。这种喷丸强化过度的情况通常称作“过喷丸现象”,很多材料都存在“过喷丸”问题,但鲜有学者对过喷丸的机理开展深入研究。
本文以TC17 钛合金为研究对象,采用干、湿喷丸两种工艺方法,开展不同喷丸工艺对靶材表层硬度和残余应力场影响的研究,并采用EBSD 探究材料“过喷丸现象”出现的微观机制,深入探讨喷丸工艺对TC17 钛合金材料性能的影响规律,以期为喷丸强化工艺在钛合金表面改性方面的应用实践提供技术支持。
1 试验
1.1 材料
试验材料为TC17 钛合金,主要成分为Ti-5Al-2Sn-2Zr-4Mo-4Cr(质量分数),试样尺寸为60 mm×30 mm×5 mm。原始试样在扫描电镜下的显微组织如图1 所示,试验用的TC17 钛合金为典型α+β 的网篮组织。

图1 TC17 钛合金的显微组织Fig.1 Microstructure of TC17 titanium alloy
1.2 喷丸强化试验
采用MP15000 数控喷丸机对TC17 钛合金进行干喷丸强化。喷丸介质采用B60 陶瓷丸。具体工艺参数如表1 所示。采用JY-120WB 液体喷丸机对TC17钛合金进行湿喷丸强化。喷丸介质采用水和B60 陶瓷丸。具体工艺如表2 所示。

表1 干喷丸工艺参数Tab.1 Process parameters of dry shot peening

表2 湿喷丸工艺参数Tab.2 Process parameters of wet shot peening
1.3 微观结构表征与性能测试
显微硬度采用HV-10008 华银显微硬度计进行测试。
采用Empyrean03030502 X 射线衍射仪进行残余应力的测试。测试点位为试样的中心点。具体测试参数:管电压45 kV,管电流40 mA,Cu 靶,衍射晶面(213),扫描范围137°~143°,同倾法测量。采用化学腐蚀法对样品进行剥层,测定残余应力场沿深度方向的分布。腐蚀试剂配比:V(HF):V(HNO3):V(H2O)=1:2:47。
EBSD 采用JSM-7001F 场发射扫描电镜进行数据采集。具体试验参数为:加速电压20 kV,扫描步长0.2 μm/s,工作距离16 mm。数据采用TSL OIM Analysis软件进行后处理分析。
旋转弯曲疲劳试验在QBWP-6000J-NO.1 简支梁旋转弯曲疲劳试验机上进行,将应力定为655 MPa。特定喷丸强度试样分别进行5 组疲劳试验,并记录其疲劳寿命。
2 结果及分析
2.1 喷丸工艺对试样残余应力场的影响
钛合金经喷丸强化后,在表层所引入的残余压应力场在疲劳过程中可以有效地抵消部分外加载荷,降低有效拉应力,从而延缓裂纹萌生和早期扩展,是喷丸强化中重要的强化因素[19-21]。因此,喷丸强化处理工艺对钛合金表层残余应力分布状态的影响,常常是喷丸工艺研究重点关注的问题。图2 为TC17 钛合金经干、湿喷丸工艺处理后表层的残余应力场分布图。如图2a 所示,干喷丸强化工艺中,残余应力沿深度方向分布曲线呈现典型的对号形式。不同喷丸工艺强化后的试样,残余应力层深度为200~250 μm,表面残余应力为–690~ –760 MPa,最大残余应力为–800~–1200 MPa,在距表面30~35 μm 处。表面残余应力随着喷丸强度的增大而有所增加,且分布层深也随之增大。当喷丸强度由0.40 mmN 增大到0.50 mmN 时,最大残余应力由–1191.5 MPa 降低到–1062.6 MPa,近表层残余压应力发生松弛,最大残余应力值降低。
由图2b 所示湿喷丸残余应力场中,S1 并未出现喷丸强化后典型的“对号”形曲线,其最大残余压应力出现在表层。原因是喷丸强度较小时,钛合金表面的形变程度相对较小[22]。对比S1—S3 可以看出,S1的最大残余应力在靶材表面为–724.7 MPa,S2 和S3的最大残余应力分别出现在距表面16、25 μm 处,分别为–763.6、–943.9 MPa。说明随着喷丸强度的增加,最大残余压应力也增大,并向内部移动。喷丸强度由0.40 mmN 增加到0.50 mmN,S4 获得了较深的残余应力层,但最大残余压应力由–943.9 MPa 降低到–886.1 MPa,过高的喷丸强度反而使近表层残余应力降低,残余应力层发生了残余应力松弛。

图2 不同喷丸工艺强化后对残余应力场的影响Fig.2 Effect of different shot peening processes on the residual stress field
喷丸强化中,弹丸冲击材料表面使得表层产生的塑性变形,其实质上属于循环塑性应变[16]。在循环应变过程中,凡是材料的硬度升高,其任意晶面的X射线衍射谱线半高宽(β)变宽,反之则变窄[23]。对不同喷丸工艺处理后的TC17 钛合金,统计其表层(213)晶面衍射谱线半高宽(β)随层深的变化(图3)发现,经干、湿喷丸强化的钛合金表层均产生了强烈的加工硬化倾向。图3a 和图3b 显示,当喷丸强度由0.40 mmN 增大到0.50 mmN 时,干、湿喷丸钛合金表层的(213)晶面衍射谱线半高宽均有明显的降低,表明过高的喷丸强度导致靶材表层发生加工软化倾向。因此,喷丸强度过大会因表层加工软化而引起近表层喷丸层的应力松弛。

图3 不同喷丸工艺强化后X 射线衍射谱线半高宽-深度曲线关系Fig.3 FWHM-depth curve after strengthened by different shot peening processes
2.2 喷丸强度对试样显微硬度的影响
图4 为干、湿喷丸强化工艺对钛合金表层显微硬度的影响。干、湿喷丸强化处理均使钛合金表层发生加工硬化,硬度明显增大。从表层向内部深度增加,硬度逐渐降低,最终趋近于基体硬度(~390HV)。干、湿喷丸强化处理后,钛合金靶材硬度层深度分别为140~150 μm 和 100~120 μm,表 面 硬 度 分 别 为540~590HV 和490~510HV。随着喷丸强度的增大,加工硬化程度随之增加。喷丸强度为0.21、0.30 mmN时,干喷丸靶材表面硬度分别达到542、550HV,较基体硬度(390HV)分别提升了38.9%和41.%;湿喷丸靶材表面硬度分别达到494.8、501.5HV,较基体硬度值分别提升了26.9%和28.6%。当喷丸强度达到0.40 mmN 时,干、湿喷丸后,靶材表面硬度均达到最大值,分别为590、507HV,硬度分别提升了51.3%和30.0%。但喷丸强度增加到0.50 mmN 时,干喷丸强化靶材表面硬度却降低到575HV,湿喷丸靶材表面硬度由507HV 降低到500HV。分析残余应力场与硬度的试验结果,当喷丸强度达到0.50 mmN 时,干、湿喷丸强化处理的钛合金表层均出现了应力松弛及加工软化现象,表明喷丸处理出现了“过喷丸”现象。

图4 不同喷丸工艺对显微硬度场的影响Fig.4 Effect of different shot peening processes on the microhardness field
与相同喷丸强度的干喷丸强化相比,湿喷丸强化后,钛合金的残余应力场深度与显微硬度场深度都相对较小,且表面残余应力值、最大残余应力值与表面硬度值也较小。这是因为湿喷丸工艺中喷丸介质由水以及弹丸组成,会在接触到钛合金表面时形成一层液膜,一方面起到了润滑的作用,另一方面对于弹丸冲击靶材表面起到了一定的缓冲作用[13,24]。
2.3 喷丸强化处理后试样的EBSD 分析
为了研究喷丸工艺中产生过喷丸现象的机理,对经不同喷丸工艺处理的靶材表层进行了EBSD 分析。图5 为干、湿喷丸工艺后靶材表层微观组织。每组图片中左图显示α 相和β 相,右图显示出晶界和相界。本文将统计90%小角度晶界分布层的厚度定义为形变层深度,此深度相比硬化层深度较小,是由于晶体缺陷、位错在晶界图中无法体现,以小角度晶界为参照定义层厚,但形变层深度与硬化层深度变化趋势和整体趋势一致。由图5a 可以看出,原始板材表面由于经过机加工处理,在表层残留有约5 μm 厚的形变层,单位面积内小角度晶界所占比例为7%。图5b、图5d、图5f 和图5c、图5e、图5g 可见,随着喷丸强度的增加,喷丸处理后的形变层厚度均增加,干喷丸强化的形变层厚度由24 μm 增加到35 μm,湿喷丸强化的形变层厚度由15 μm 增加到31 μm。单位面积内小角度晶界所占比例也随喷丸强度的增加而增加,干喷丸强化工艺的喷丸强度为0.20、0.30、0.40 mmN时,试样表层的小角度晶界所占比例分别为12.6%、19.5%、23.0%,湿喷丸强化试样表层的小角度晶界所占比例分别为11.6%、14.4%和18.4%。此外,在近表层还发生了小角度晶界向大角度晶界转变的现象,片层状α 相被横向贯穿的大角度晶界所割裂(如图5中局部放大图所示)。图5h 和图5i 显示,当喷丸强度增加到0.50 mmN 时,干喷丸靶材表层单位面积内的小角度晶界所占比例由喷丸强度为0.40 mmN 时的23.0%减少到20.3%,大角度晶界占比由0.40 mmN时的77.0%增长到79.7%;湿喷丸靶材表层单位面积内的小角度晶界占比虽然从喷丸强度为0.40 mmN 时的18.6%增大到0.50 mmN 时的20.0%,但其增长率(8.7%)却相比S1→S2(24.1%)与S2→S3(27.8%)有了明显的降低。由此说明,当喷丸强度从0.40 mmN增大到0.50 mmN 时,大角度晶界的增长速率明显增加。

图5 不同喷丸工艺对TC17 表层微观组织的影响Fig.5 Effect of different shot peening processes on the surface microstructure of TC17
在经过机加工以及喷丸强化处理后的靶材表面所产生的小角度晶界,是靶材表面塑性形变及位错在β 相及α 相片层内增殖、聚集和交互反应的结果。小角度晶界绝大多数都分布在α 相内,这是由于:钛合金中α 相为密排六方结构,层错能低。在位错运动受到阻碍时,全位错更易于分解为两个不全位错+层错的组态,难以交滑移,位错组态的运动性差。而β 相为体心立方结构,具有较高的层错能。当靶材表层产生塑性形变时,全位错不易分解,易于通过交滑移继续运动,小角度晶界更易在α 相内形成。靶材表层α相内的小角度晶界通过不断吸纳位错,使得取向差进一步增大,逐渐转变成大角度晶界[25]。
图6 为干、湿喷丸工艺强化后钛合金表层中α 相内取向差分布图。如图6a 所示,扣除机加工残留在钛合金表层的小角度晶界影响,初始态(G0)相界多为大角度晶界(≥15°),并且在60°、90°附近存在明显的峰值,这与文献[26]中提出的在同一β 相中所析出的片状α 相出现的取向差一致。比较图6a 和图6b 中G1—G3 与S1—S3 可以看出,随着喷丸强度的增加,干、湿喷丸强化处理后,钛合金表层的小角度晶界所占比例均有明显增加。但当喷丸强度由0.40 mmN 提高到0.50 mmN 时,干喷丸试样α 相中的小角度晶界所占比例由45%降低到35%,湿喷丸试样α 相中的小角度晶界所占比例由42%降低到30%。由此表明,喷丸强度为0.21~0.40 mmN 时,随着喷丸强度的增加,位错增殖、缠结、交互反应产生越来越多的小角度晶界,并且在近表层形变量较大区域发生少量的小角度晶界转变为大角度晶界。当喷丸强度由0.40 mmN 增大到0.50 mmN 时,由于喷丸介质对于靶材表面冲击能量增大,靶材表层塑性形变程度加剧,使得大量的小角度晶界吸纳位错转变成大角度晶界。
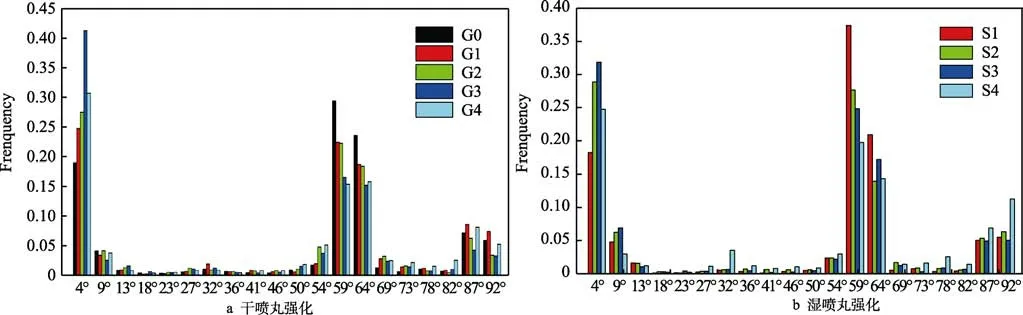
图6 不同喷丸强化后α 相内取向差分布图Fig.6 Distribution of misorientation in α phase after strengthened by different shot peening processes
综合残余应力场、硬度及EBSD 分析表明,过高的喷丸强度(0.50 mmN)并不能使TC17 钛合金表层获得更高的残余应力场以及硬度,反而会发生过喷丸现象。过喷丸正是由于产生加工软化所导致的应力松弛。从EBSD 分析可以看出,当喷丸强度为0.50 mmN时,发生了大量的小角度晶界转变为大角度晶界,使得晶内位错密度降低而呈现的软化作用增强,导致表层硬度和残余压应力随着喷丸强度的增加而下降。
2.4 喷丸强化处理后试样的疲劳性能
表3 为经干、湿喷丸强化后TC17 钛合金的旋转弯曲疲劳寿命。由表3 可见,喷丸强度由0.40 mmN增大到0.50 mmN 时,干喷丸强化后的TC17 钛合金平均疲劳寿命由1 156 195 次提升到1 895 634 次,疲劳寿命提高了63.9%;湿喷丸强化后的TC17 钛合金平均疲劳寿命由3 843 686 次提高到4 521 216 次,疲劳寿命提高了17.6%。对比相同喷丸强度下干、湿喷丸强化后TC17 钛合金的疲劳寿命,发现湿喷丸疲劳寿命比干喷丸高,这是由于经湿喷丸强化后,表面粗糙化程度比干喷丸小,表面应力集中效应低。综合考虑残余应力场、硬度以及EBSD 分析,虽然喷丸强度由0.40 mmN 增大到0.50 mmN 时出现过喷丸现象,但过喷丸现象并不严重,残余应力场和硬度降低程度仍比较小,且此时大角度晶界数量增加,对于裂纹萌生与扩展起到了阻碍作用[16-17],因此疲劳寿命并没有表现下降。

表3 喷丸强化后TC17 钛合金旋弯疲劳寿命Tab.3 Rotating bending fatigue life of TC17 titanium alloy after strengthened by shot peening
3 结论
1)在TC17 钛合金喷丸强化处理过程中,当喷丸强度为0.21 mmN 时,干喷丸强化最大残余应力出现在次表层,湿喷丸强化最大残余应力出现在表层。干、湿喷丸强度为0.40 mmN 时,最大残余应力分别出现在沿深度方向距干、湿喷丸面33、25 μm 处,分别为–1191.5、–943.9 MPa。
2)当喷丸强度为0.40 mmN 时,经干、湿喷丸强化处理后的TC17 钛合金表面均可获得较高的硬度(干喷丸 590HV,湿喷丸 507HV),较基体硬度(390HV)分别提升了51.3%和30.0%。
3)当喷丸强度为0.50 mmN 时,喷丸强度过高,使靶材表层发生剧烈塑性形变,表层组织中α 相出现大量小角度晶界转变为大角度晶界,靶材表层发生加工软化而应力松弛,出现过喷丸现象。
4)对于TC17 钛合金,当出现的过喷丸现象不严重时,残余应力场和硬度降低程度仍比较小,喷丸强化后的疲劳寿命并不降低。
