C6146车床圆柱凸轮的加工方法
2014-10-12广州市轻工技师学院广东510220刘泳生
广州市轻工技师学院 (广东 510220) 刘泳生
中捷机床有限公司 (辽宁沈阳 110142) 刘佩茹
随着科学技术的发展,机械加工技术不断提升改进,由于数控设备的诞生,像圆柱凸轮等复杂零部件的加工技术也逐步成熟。圆柱凸轮槽这种较为特殊的线性圆柱面沟槽也在各种机构中得以更广泛应用,主要应用于机械机构中的移动和旋转控制中。本文针对C6146车床圆柱凸轮以往的陈旧加工方法,通过在校企合作项目——高技能人才培养中心的实践探索提出更科学的加工方法,为普通车床制造企业提高生产效率,提供参照方法。
1.C6146车床圆柱凸轮原理分析
圆柱凸轮按从动件运动规律该类凸轮可进一步分为直动和摆动从动件两类。而C6146车床圆柱凸轮属于摆动从动件圆柱凸轮,当凸轮转动时,摆动从动件绕其中心支点摆动,其工作滚子将在凸轮槽驱动下作圆周运动。该圆柱凸轮安装在C6146车床主轴箱上 (见图1),用于控制主轴转速变化,起到挂挡变速的作用,使变速能精准快速到位,在机床操作中起到相当重要的作用。
2.工艺方案制定
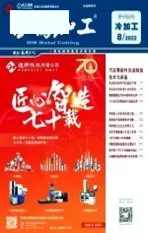
零件图如图2所示。毛坯尺寸及材料要求:φ190 mm×60 mm的45钢。
零件尺寸要求:保证外圆直径为φ180h11,内孔直径为φ50H7,圆柱凸轮槽宽为 (10±0.05)mm,槽深为10 mm,槽两侧表面粗糙度值为Ra=3.2 μm,槽两侧与内孔φ50 mm垂直度为0.03 mm。
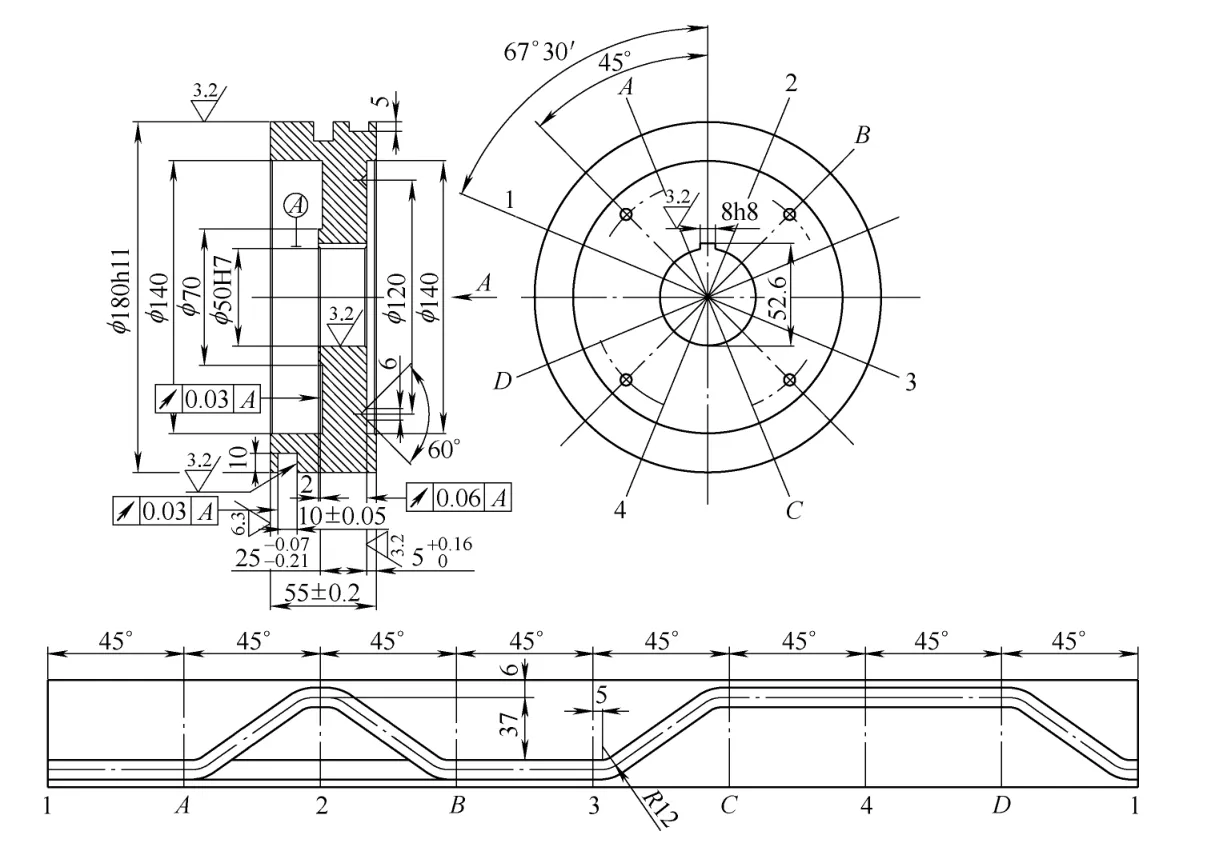
图2 C6146/C6246车床圆柱凸轮图样
根据该圆柱凸轮的特征要求及车间现有设备,确定采用青海一机 VMC750加工中心 (4轴),FANUC-0iMC系统。
3.确定装夹方案
根据该圆柱凸轮有φ140 mm内孔,所以加工圆柱凸轮槽时可以将零件装夹在机床的A轴自定心卡盘上,使三爪张开撑住φ140 mm内孔。另外由于该零件质量较大,且要保证凸轮槽两侧与内孔φ50 mm垂直度要求,保证加工的稳定性和提高生产效率,特别制作一个零件锁紧装置 (见图3、图4),通过前端压块和卡盘端面压紧圆柱凸轮,后端压块顶住卡盘尾端,然后两端螺母锁紧。这样可以保证零件在旋转加工过程中,其圆跳动、垂直度达到技术要求,同时这种装夹方式能够保证加工的稳定性和提高小批量生产效率。最终该零件的装夹方案如图5所示。
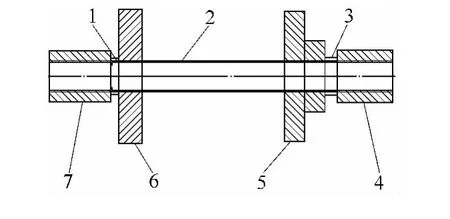
图3 零件锁紧装置

图4 零件锁紧装置
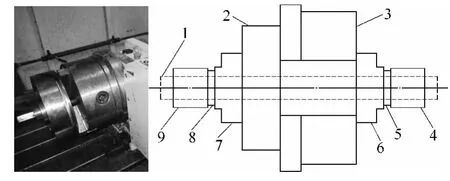
图5 零件装夹
4.确定工序及刀具
由于圆柱凸轮槽宽为 (10±0.05)mm,槽深为10 mm,槽两侧表面粗糙度值为Ra=3.2 μm,槽两侧与内孔φ50 mm垂直度为0.03 mm,所以,粗加工、再精加工即可达到要求。粗加工时采用φ9.5 mm键槽铣刀,该刀具需另外在砂轮机上磨制而成 (见图6、图7),选用φ10 mm键槽铣刀,将其两刃直径磨小0.5 mm;精加工采用φ10 mm涂层铣刀。

图6 手工磨制的φ9.5 mm键槽铣刀
5.软件造型及编程
由于C6146车床圆柱凸轮属于摆动从动件,其曲线变化较复杂,因而要通过三维CAD/CAM软件造型后进行CAM进而生成数控代码实现加工更加方便快捷,此零件的软件造型及编程均用CAXA软件。
(1)造型:此零件不需要建立实体造型,只需要绘制圆柱外圆曲面及凸轮槽中心轨迹线,凸轮槽中心轨迹线较难绘制,需先在XY构图面绘制轨迹线的二维曲线,然后生成组合曲线,再利用曲线生成的曲面映射,将中心轨迹线绕着圆柱中心投射到圆柱表面。做曲面映射时要特别注意映射坐标要与构图坐标一致,否则无法映射。
(2)编程:此圆柱凸轮轨迹线的
软件编程,利用CAXA软件的四轴曲线加工就较为方便简单,但由于零件图样有要求,凸轮槽两侧与圆柱内孔φ50 mm圆柱面有0.03 mm垂直度要求,槽两侧表面粗糙度值 Ra=3.2 μm,槽宽 10 mm有±0.05 mm公差要求,所以采用两把立铣刀加工,H1为φ9.5 mm键槽铣刀 (该刀具用φ10 mm磨制而成),用于开粗铣削槽,其参数为每层深度0.8 mm,进给速度 800 mm/min,主轴转速 1200 r/min。H2为φ10 mm涂层立铣刀,用于精加工,其参数为每层深度 10 mm,进给速度500 mm/min,主轴转速为1600 r/min。经后置处理,其精加工程序略。实物如图8所示。

图7 φ9.5 mm键槽铣刀的磨制动作

图8
6.结语
通过以上加工方法的实践探索,现加工此圆柱凸轮槽所需时间为25 min,比以往的加工方法提高了20 min,同时产品质量均达到精度要求,为企业提高了生产效益。通过对C6146车床圆柱凸轮加工方法的实践,获得宝贵的经验,同时认识到CAD/CAM软件造型及编程的方便性、重要性,认识到多轴加工越来越重要。