不锈钢在硫酸-磷酸溶液中的电化学抛光行为
2014-09-26陈虎
陈 虎
(中国工程物理研究院电子工程研究所,四川绵阳 621900)
引 言
HR-1抗氢钢是一种超低碳不锈钢,与其它钢材相比,具有更强的抗氢化能力,更耐高温、耐腐蚀,因此其作为特种材料应用广泛[1-3]。在电真空器件中应用HR-1不锈钢对表面形貌要求很高,传统的表面处理方式很难达到设计要求,而电化学抛光技术具有能够有效降低表面粗糙度、抛光效率高及无应力等优点[4-5],被广泛应用于HR-1钢材的表面处理中。电化学抛光是一个复杂的过程,抛光的效果取决于电化学抛光工艺参数,如温度、时间、电压及电流等[6-8]。利用电化学方法研究不锈钢HR-1在硫酸-磷酸混合电解液中的电化学抛光行为可以对HR-1的电化学抛光过程有更深入的认识,从而指导实际的生产应用。
1 实验部分
实验选用硫酸-磷酸混合溶液作为电化学抛光的电解液,其中 V(硫酸)∶V(磷酸)∶V(水)为1∶3∶1,电解液中还含有一定量的明胶。采用CHI660B电化学工作站测量在电化学抛光过程中电化学过程。线性伏安扫描法的扫描范围为0.13~2.00V,扫描速率分别为10、20、50mV/s。循环伏安的扫描速率为10mV/s,扫描范围为0~2V。交流阻抗采用的扰动信号为5mV,扫描频率在1Hz~100kHz,测量电压分别为 0.13、1.00、1.50V。所用参比电极为饱和甘汞电极,对电极为铂片电极,工作电极为HR-1薄片(5mm×5mm×1mm),HR-1不锈钢化学成分如表1。

表1 HR-1不锈钢化学成分
HR-1不锈钢样品的前处理过程如下:
砂纸打磨→25℃丙酮超声清洗→90℃碱液超声清洗→去离子水冲洗→95%乙醇洗→干燥。
采用EVO50EP扫描电镜(德国蔡司)观察HR-1不锈钢表面形貌的变化,利用INCA-7060型能谱仪(英国INCA公司)测量HR-1不锈钢表面成分。
2 结果与讨论
2.1 线性伏安扫描
图1 为HR-1不锈钢在抛光电解液中的阳极极化曲线。
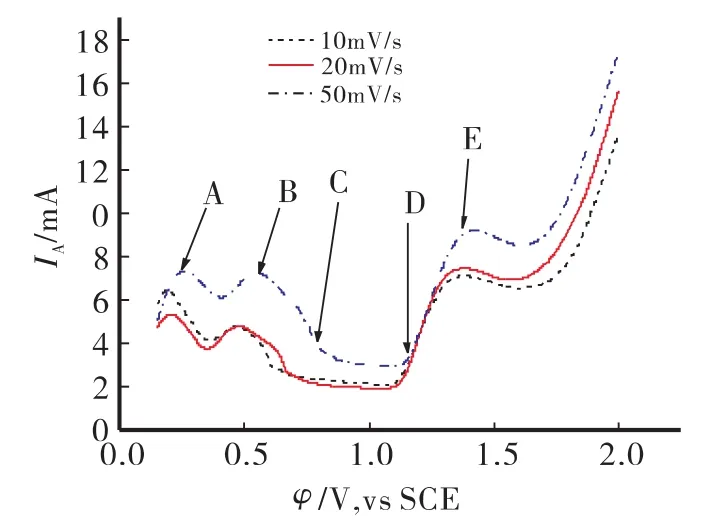
图1 电化学抛光过程的阳极极化曲线
由图1可知,三种不同扫描速率下的阳极极化曲线形状相差无几,只是随着扫描速率的增加,在同一电势下阳极电流有所增加。这是因为电流与v1/2成正比,因此扫描速率越大,阳极电流越大。
从扫描速率为50mV/s的阳极极化曲线可以看出,从开路电压到A点电流随着电压直线上升,这是因为此时金属按正常的阳极溶解规律进行,金属离子以水化离子形式进入电解质溶液,能够很好的吻合法拉第定律。从A点到B点,中间电流有一个稍微下降的过程,这可能是由于抛光液中含有的明胶吸附在抛光表面,造成表面电阻增加,从而使得电流下降。BC段,电流密度随着电压上升反而下降,说明阳极表面溶解速度减慢,这主要是阳极表面生成的粘性薄膜提高了阳极表面的电阻而引起[9]。CD段,阳极电流基本上处于平稳状态,这是钝化膜形成的电压区。在该电压范围内,阳极表面溶解,Fe离子不断进入附近的溶液中。由于Fe离子产生的速率大于向溶液扩散的速率,于是在金属表面和电解液之间形成一层粘稠金属盐液体膜,进而形成钝化膜[10],该段电压在 0.75V ~ 1.25V,而钝化膜的形成则是表面能否整平的关键。DE段,电流密度又开始上升,这是因为随着电压的继续上升抛光表面产生的固体钝化膜使金属表面中结晶不完整的晶粒优先溶解。DE段以后电流急剧上升则是因为随着电压的过大,氧气的析出所致。
2.2 循环伏安曲线
图2 为实验所得循环伏安曲线。
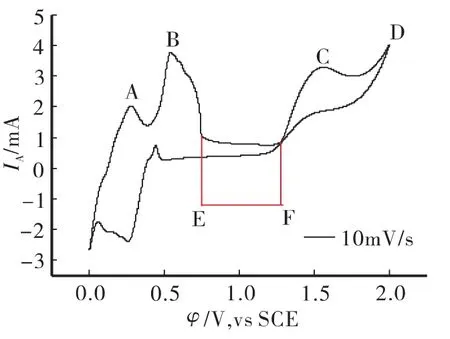
图2 电化学抛光过程的循环伏安曲线
从图2可知,曲线上存在着四个氧化峰,A、B、C和D。结合阳极极化曲线,峰A可能为明胶的吸附峰,峰B为黏膜的形成峰,峰C为Fe离子的溶解峰,峰D则为氧气的析出峰。
对电化学抛光来说,当电压低于峰B所在的电势时,由于黏膜没有形成,在这些电压范围内进行抛光相当于电解金属Fe,达不到整平的效果。当电压高于峰D所在的电势时,由于大量氧气的析出造成抛光面形成大量暗的、粗糙的斑点,从而破坏了原有的表面却达不到整平的效果。因此抛光区域应该在峰B与峰C之间的电压范围内。由阳极极化曲线可知,EF段为钝化膜的形成区域,按照钝化膜理论,电化学抛光的微观整平效果与钝化膜有很大的关系,因此抛光电压在BE范围内,钝化膜也未形成,同样达不到良好的抛光效果,而EF段则为钝化膜的形成区域,在钝化膜完全形成后进行抛光效果最好,因此理想的抛光电压区域应该在FC段[11],即电压在1.25~1.75V 之间。
2.3 交流阻抗谱
图3 为HR-1不锈钢试片在不同电压下的电化学阻抗谱图。
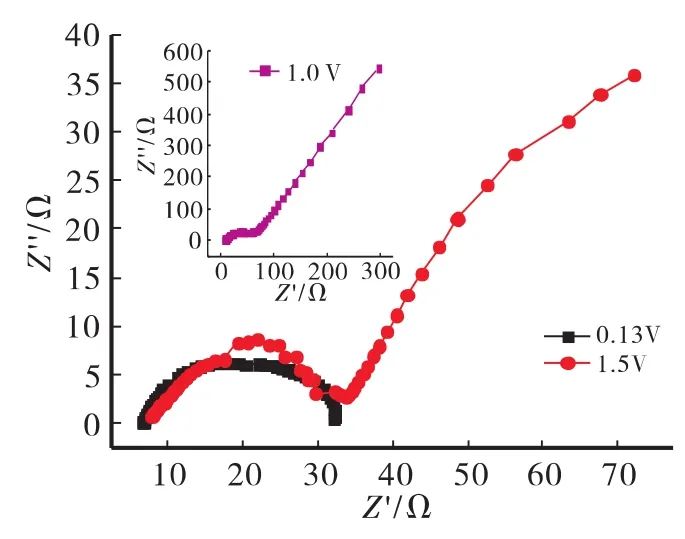
图3 电化学抛光的交流阻抗谱
由图3可知在开路电压下,电化学抛光过程的交流阻抗谱为一个半圆,没有低频区的直线部分,说明其电化学步骤为控制步骤的过程。利用阻抗谱拟合软件采用图4所示等效电路R(RC)进行拟合。
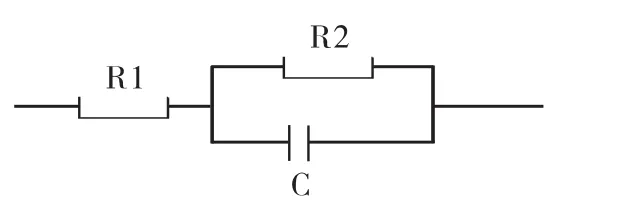
图4 0.13V(开路电压)的等效电路
通过软件拟合得知 R1=7.691Ω,R2=20.870Ω,C=2.808μF。结合电化学抛光过程可以认为R1为电极间的溶液阻抗,R2为Fe离子溶解时电荷传递阻抗,而C则为电极表面的双电层电容。当测试电压为1V和1.5V时,电化学抛光的交流阻抗谱与测试电压为开路电压时有了明显的不同,都表现出了一定的受扩散控制的情况。采用如图5所示R(CR)Q的等效电路进行拟合。
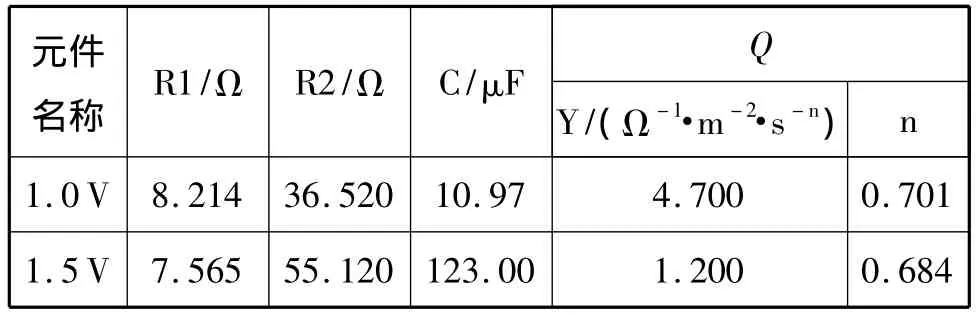
表2 1.0V、1.5V各电化学元件拟合值表
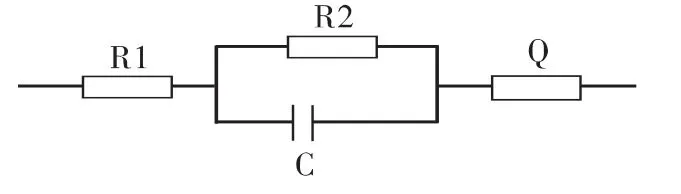
图 5 1.0V、1.5V 的等效电路
两个不同电压下拟合所得各个电化学元件的值如表2。
如表2所示,在两个不同电压下拟合得到的各元器件的数值有所不同,其中R1的值相差无几,这是因为R1代表体系溶液间的欧姆阻抗,因为测试的同一溶液,因此两者相差很小。而R2和C的值相去甚远,这可能与在不同的电压下,电极微观体系有所改变所致。
由图3可知,在高频区有一段容抗弧,参考阳极极化曲线,1.0V和1.5V分别对应着钝化膜的形成区域和表面结晶不完整区域的溶解区。因此表2两个电压下所得拟合结果的差别在于,当电压为1.0V时,钝化膜形成不够完整,因此相对1.5V时,钝化膜电容C较小。在1.5V时,形成了完整的钝化膜,电化学反应时,电荷需要穿透钝化膜,因此传荷电阻相对较大。开路电压下,无明显的扩散控制区,说明此时电化学反应速率较低,溶解的Fe3+量较少,很容易扩散到溶液内部,而不会在电极表面堆积。
双层电容C或多或少都会偏离理想的电容,偏离程度一般用表2中的Q常相位元件进行描述,其中Y、n为 Q的两个参数,Y总取正值,单位为Ω-1·m-2·s-n,而 n 为无量纲的指数,取值范围在0~1之间,当n数值在0.5~1.0之间时,说明Q的性质更接近于电容,而当n数值在0~0.5之间时,其性质更接近于电阻。由表2可知,在不同电压下,n值相差不大,这说明体系中双层电容的性质并没有发生改变。
2.4 扫描电镜测试
将做电化学测试前后的样品进行扫描电镜(SEM)测试,考察电化学测试对样品表面状态的影响,所得结果如图6。
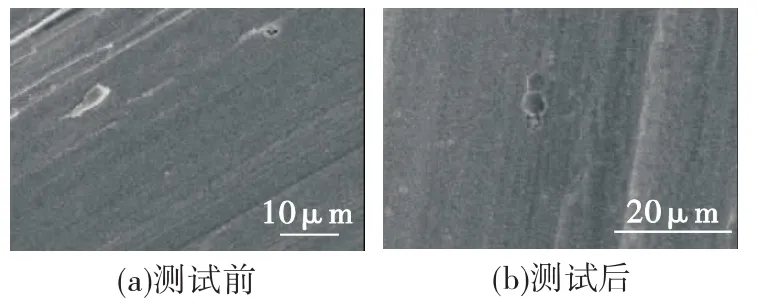
图6 电极电化学测试前后SEM照片
如图6所示,电化学测试后的电极表面有很多明显的明暗相间的斑点,这可能是由于在做线性伏安扫描测试的后期,电极加载了过高的电压,电极强烈的析氧产生的气泡吸附在电极表面,从而造成电极表面不规则的溶解。随后通过能谱测试发现电化学测试后电极表面含有一定量的氧元素,如图7所示,因为钝化膜中含有一定量的氧元素,这从侧面证明了钝化膜的存在。
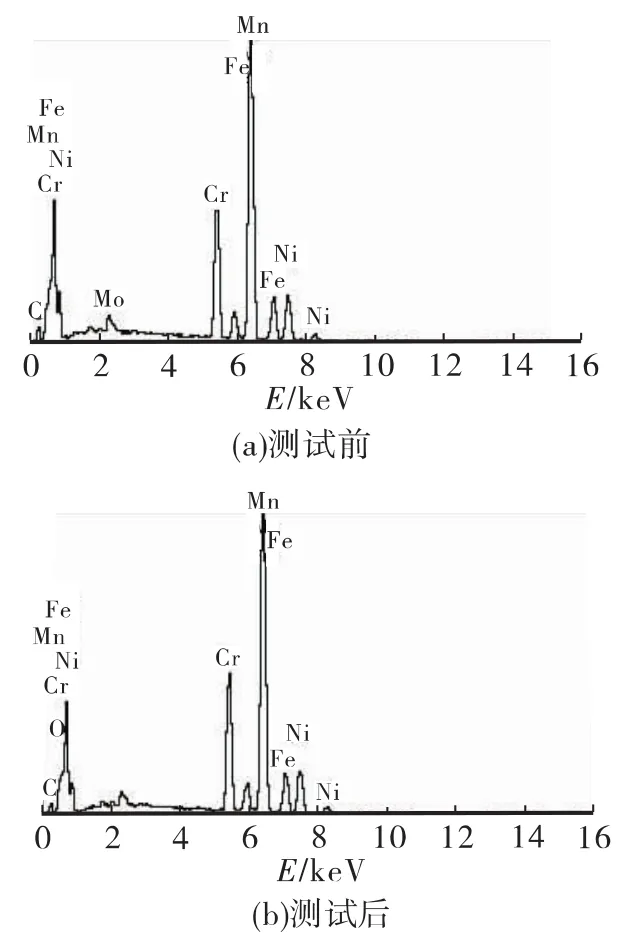
图7 电极电化学测试前后能谱图
3 结论
通过电化学测试手段对HR-1不锈钢在硫酸-磷酸溶液中的电化学抛光过程进行研究,利用线性伏安测试获得了电化学抛光的阳极极化曲线。发现所得阳极极化曲线与理论上的阳极极化曲线基本吻合,得到了基本的抛光电压为0.13~2.00V。利用循环伏安测试,验证了明胶吸附过程的存在,并结合阳极极化曲线获得了最佳的抛光电压为1.25~1.75V。利用交流阻抗测试分析了在不同电压下代表各电化学过程的电化学元件数值的变化,进而结合SEM测试验证了钝化膜的存在。
[1]苏承龙.超低碳不锈钢 HR-1挤压管试制工艺研讨[J].特钢技术,2011,67(17):34-37.
[2]张瑞明.HR-1低倍试验浸蚀方法研究[J].特钢技术,2011,68(17):39-41.
[3]关佳亮,刘本东,黄旭东,等.HR-1抗氢不锈钢精密镜面磨削的实验研究[J].北京工业大学学报,2005,31:17-19.
[4]谢格列夫.金属的电抛光和化学抛光[M].北京:科学出版社,1961:32-36.
[5]李广武,赵芳,井涛.不锈钢电抛光工艺的研究[J].电镀与环保,2005,25(2):27-29.
[6]Baocheng Wan,Jinhua Zhu.Effect of electrochemical time on surface topography of mid steel[J].Materail,2007,17(3):145-150.
[7]Stephen E,Michael Hanson,Paul C.Electropolishing effects on corrosion behavior of 304 stainless steel in high temperature,hydrogenated water[J].Corrosion Science.2008(50):2465-2477.
[8]Hryniewicz.T,Rokosz.K,Rokicki.R.Electrochemical and XPS studies of AISI 316L stainless steel after electropolishing in a magnetic field[J].Corrosion Science.2008,50:2676-2681.
[9]Huang H-H,Chiu Y-H,Lee T-H et al.Ion release from NiTi orthodontic wires in artificial saliva with various acidities[J].Biomaterials,2003,24(20):3585-3529.
[10]李广武,赵芳,井涛.不锈钢电抛光工艺的研究[J].电镀与环保,2005,25(2):27-29.
[11]Lee S J,Lee Y M,De M F.The polishing mechanism of electrochemical mechanical polishing technology[J].Materials Processing Technology,2003(140):280-286.