SAW高速焊接焊丝和焊剂国产化替代的开发研究
2014-09-17周长海
周长海
(美建建筑系统(中国)有限公司,上海 201103)
0 前言
美建建筑系统(中国)有限公司(前身为上海美建钢结构有限公司)是生产焊接H形钢的专业钢结构公司,采用自动化的进口焊接流水线。该流水线采用双头双丝卧式埋弧焊方式,主要优点是焊接速度快、焊接熔深大、焊接热影响区小,非常适合轻型结构件的焊接,可以焊接厚度3 mm的钢板、焊角3 mm的角焊缝,且焊后变形小。该流水线原先的埋弧焊工艺采用EM13K+LINCOLN781焊剂进行组合,由于采用该工艺的焊材需要进口,费用昂贵,采购和物流周期长,易出现供货跟不上生产节奏的情况。为了保证正常的生产,启动了国产化焊材的研究和开发,努力开拓出一条适合该焊接流水线高速焊接特性的新型工艺。
通过反复的对比试验,从理化分析、机械性能、金相分析、工艺性能多方面展开,开发出了适合公司流水线特性的新工艺,并通过焊接工艺的不断演变,由原先的EM13K+LINCOLN781焊剂先过渡到EM13K+XUN988焊剂(与LINCOLN781很接近的国产焊剂)再过渡到ER50-6+XUN988焊剂,均取得成功后,最后发展并定型为ER50-6+SJ101焊接新工艺,获得了成功。
1 气保焊丝+埋弧焊剂进行埋弧焊的理论可能以及困难
ER50-6+SJ101组合是否可行?事实上,焊接新工艺的开发还存在技术的难度。
(1)ER50-6是气保焊焊丝,焊接过程中没有外加剂参加冶金熔池反应;EM13K是渣保护焊丝,焊剂要参加冶金熔池反应,而获得新的金属,两种焊丝的工作原理不相同。用ER50-6代替EM13K是一个未知的焊接领域,有一定的技术难度。
(2)SJ101和LINCOLN781/988焊剂的组成成分也存在差异,两种焊剂的互换上缺乏足够的理论依据。
(3)焊接接头性能的研究需要大量的试验来验证。
建筑结构用钢材材质常规为碳素钢和低合金高强度钢即Q235/Q345,埋弧焊用埋弧焊丝与埋弧焊焊剂、气体保护焊用气体保护焊焊丝与气体,这都是相匹配的,考虑到进口线高速焊的特性打破常规国产化替代将面临着困难和挑战。
弧焊电源与电弧构成供电、用电系统是供求关系。为了保证焊接电弧能稳定燃烧和焊接参数的稳定,系统必须有一个稳定的工作点。而稳定工作点的条件为:(1)电源的外特性曲线Uy=f(Iy)与电弧静特性曲线Uf=f(If)必须相交,这时供求平衡即Uy=Uf。(2)相交点的稳定系数Kw=(Kf-Ky)>0,即电弧静特性曲线在相交点的斜率Kf必须大于电源外特性曲线在此点的斜率Ky。如图1所示,A点不能满足此条件,一旦出现瞬间干扰,电弧不是熄灭就是移到B点燃烧,故不是稳定工作点;而B点满足Kw>0条件,外界干扰从出现到消失,电弧均能随之恢复到B点燃烧,故是稳定工作点。
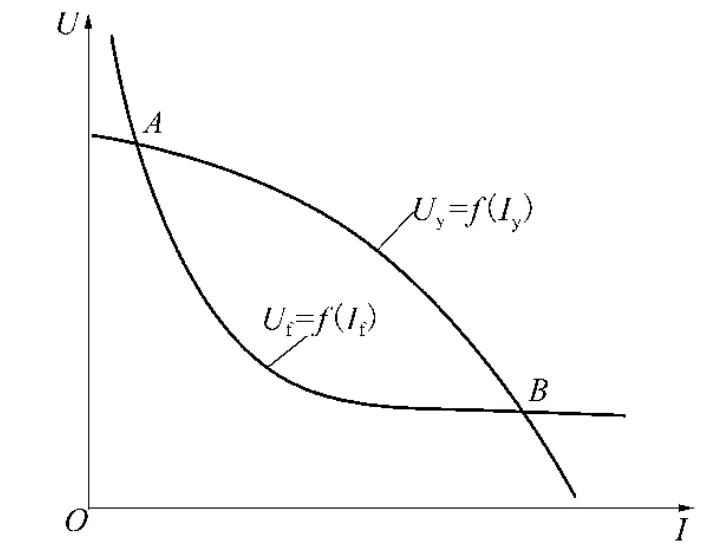
图1 电源-电弧系统工作状态
根据上述电源-电弧系统稳定工作条件,如果电弧静特性曲线工作部分的斜率Kf<0,则弧焊电源的外特性曲线必须是下降的;如果电弧静特性工作部分的斜率Kf>0,则电源外特性可以是上升的,也可以是平的。对于细丝埋弧焊以及熔化极气体保护焊的电弧特性是上升特性即电流密度大,随着电流增加电弧电压也随之上升。因此,熔化极气体保护焊弧焊电源的外特性形状和细丝(直径小于3 mm)埋弧焊弧焊电源的外特性形状均为平特性,如图2所示,而用外特性代替特性具有理论上的可能。
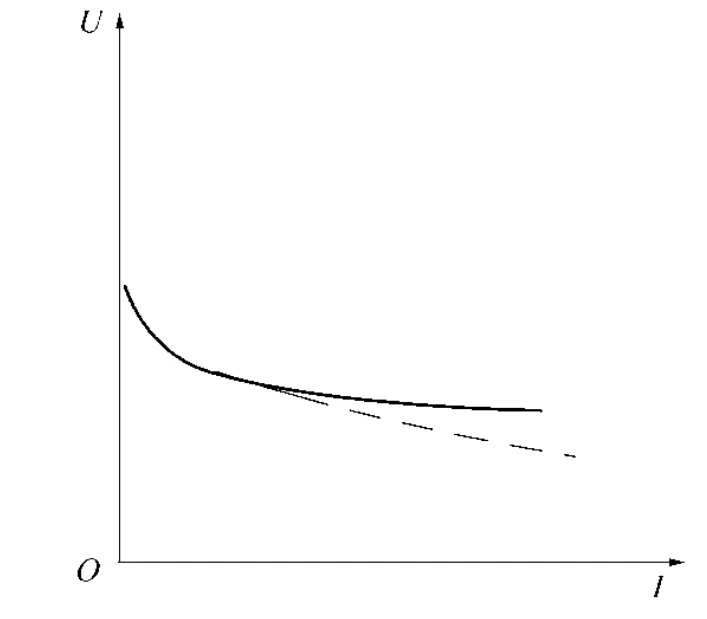
图2 平特性曲线
焊剂与焊丝的不同组合,可获得不同性能或不同化学成分的熔敷金属。选配焊剂时,除考虑钢种外,还要考虑产品的各项焊接技术要求和焊接工艺等因素。因为不同类型焊剂的工艺性能、抗裂性能和抗气孔性能有较大差别。在焊接Q345高强度低合金钢时就应该选配碱度较高的焊剂。SJ101属于碱度较高焊剂,可以配合焊丝使用。
另外在选用焊接材料时必须遵循以下原则:
(1)保证焊接接头的使用性能,即保证焊缝金属和焊接热影响区具有良好的力学性能和综合性能。
(2)保证焊缝金属具有一定的致密性,即没有气孔、夹渣,或气孔、夹渣的数量、尺寸、形状不超过允许标准。
(3)能防止在焊接接头内产生冷裂纹和热裂纹,即对冷裂、热裂不敏感。
(4)焊缝金属具有符合要求的热强性、耐热性、耐蚀性、耐磨性等,不产生脆性组织,尽可能降低或消除熔合区脆性。
(5)焊缝金属组织具有稳定性,其物理性能要与两母材相适应。
(6)工艺性良好,即具有良好的操作性能,并有一定的生产效率。
研究工作从分析焊材入手,EM13K与ER50-6焊丝的熔敷金属力学性能和Q345B力学性能对比如表1、表2所示。由表可知,两种焊丝熔敷金属的力学性能相近并都与母材匹配。综上分析,采用ER50-6气保焊丝代替EM13K埋弧焊丝与埋弧焊剂配合使用焊接有理论可能。
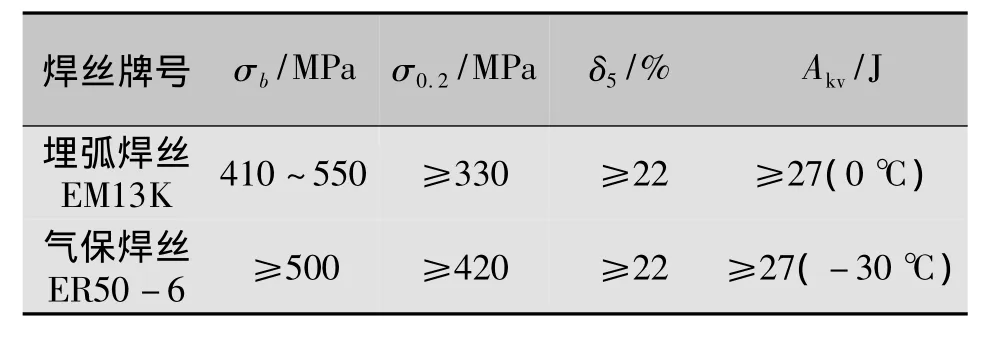
表1 EM13K与ER50-6焊丝的熔敷金属力学性能
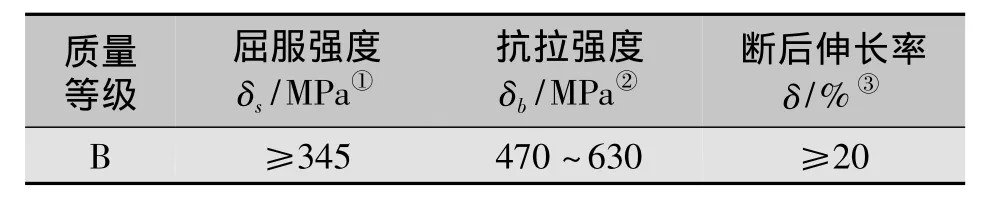
表2 Q345B力学性能
2 ER50-6+SJ101组合的埋弧焊与采用传统材料的埋弧焊性能对比[1-4]
攻关做了大量的试验并进行了相关焊接工艺评定,渡过了三个关键阶段:第一阶段——EM13K+LINCOLN781配偶;第二阶段——EM13K+XUN-988配偶;第三阶段——ER50-6+SJ101最终完成了研究工作,实现了跨越。
(1)力学试验。
相关试验数据及结论如表3~表5所示。
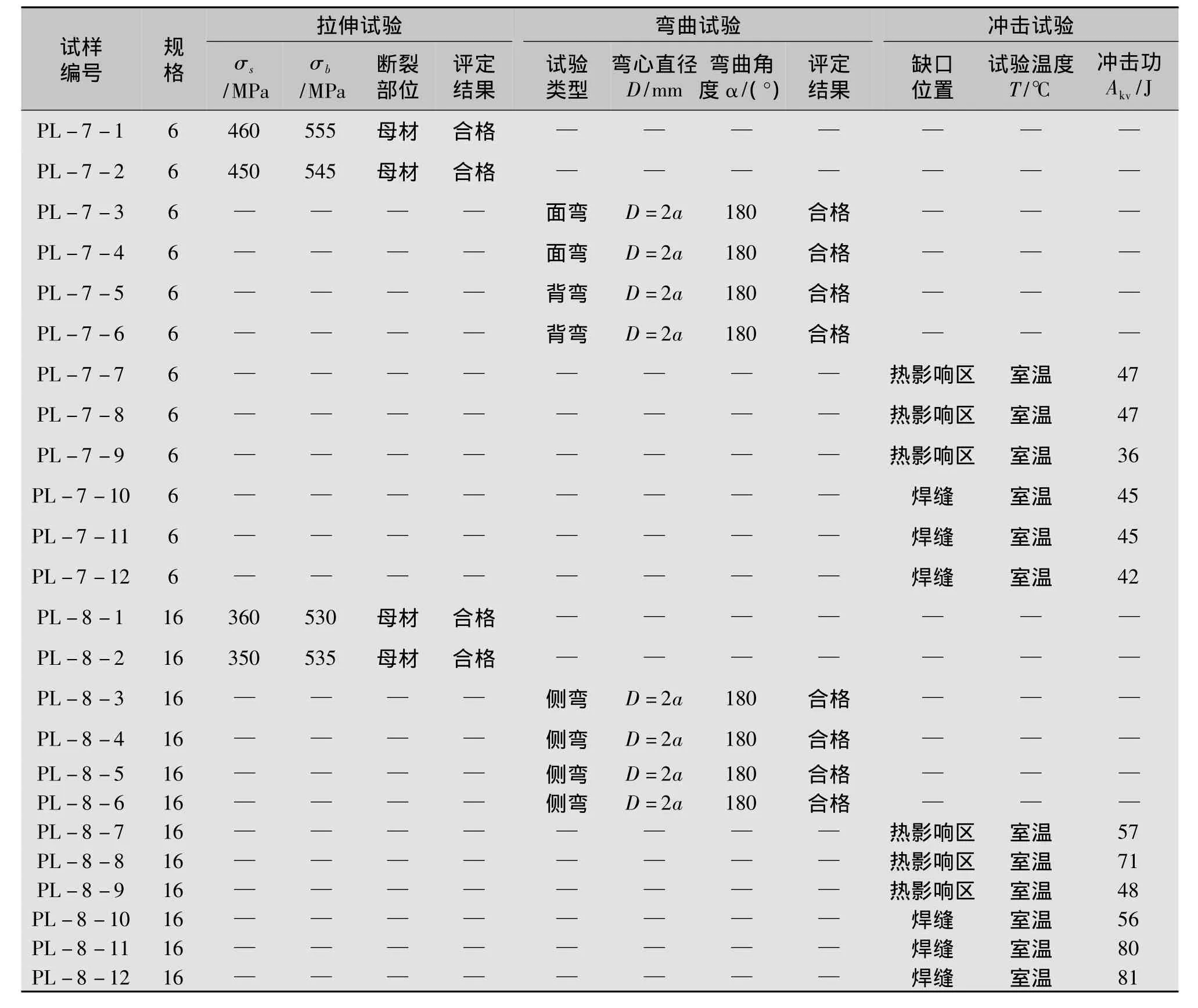
表3Q345B(δ=6 mm、16 mm)的焊材采用EM13K+LINCOLN781组合焊接力学性能
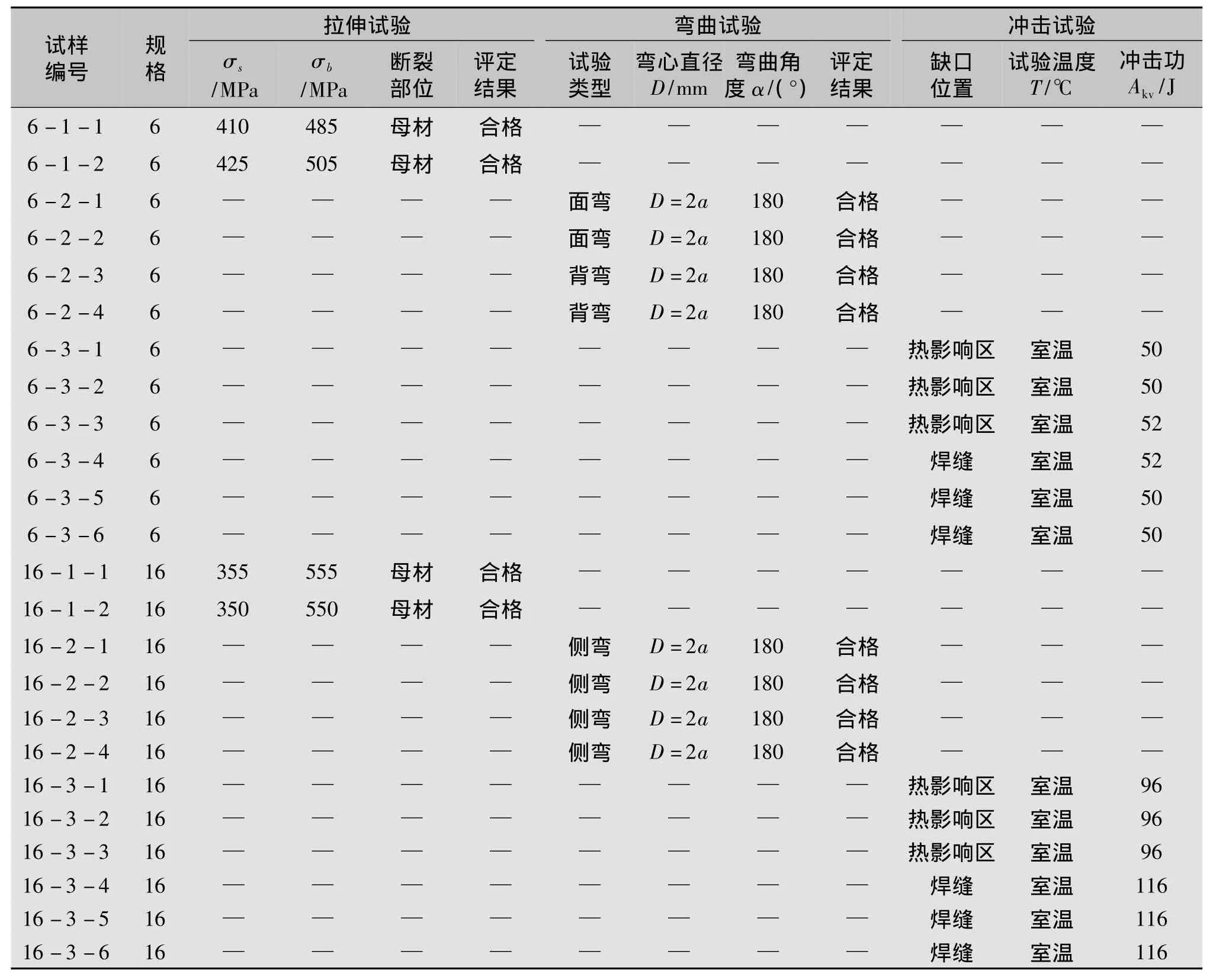
表4 Q345B(δ=6 mm、16 mm)的焊材采用EM13K+XUN-988组合焊接力学性能
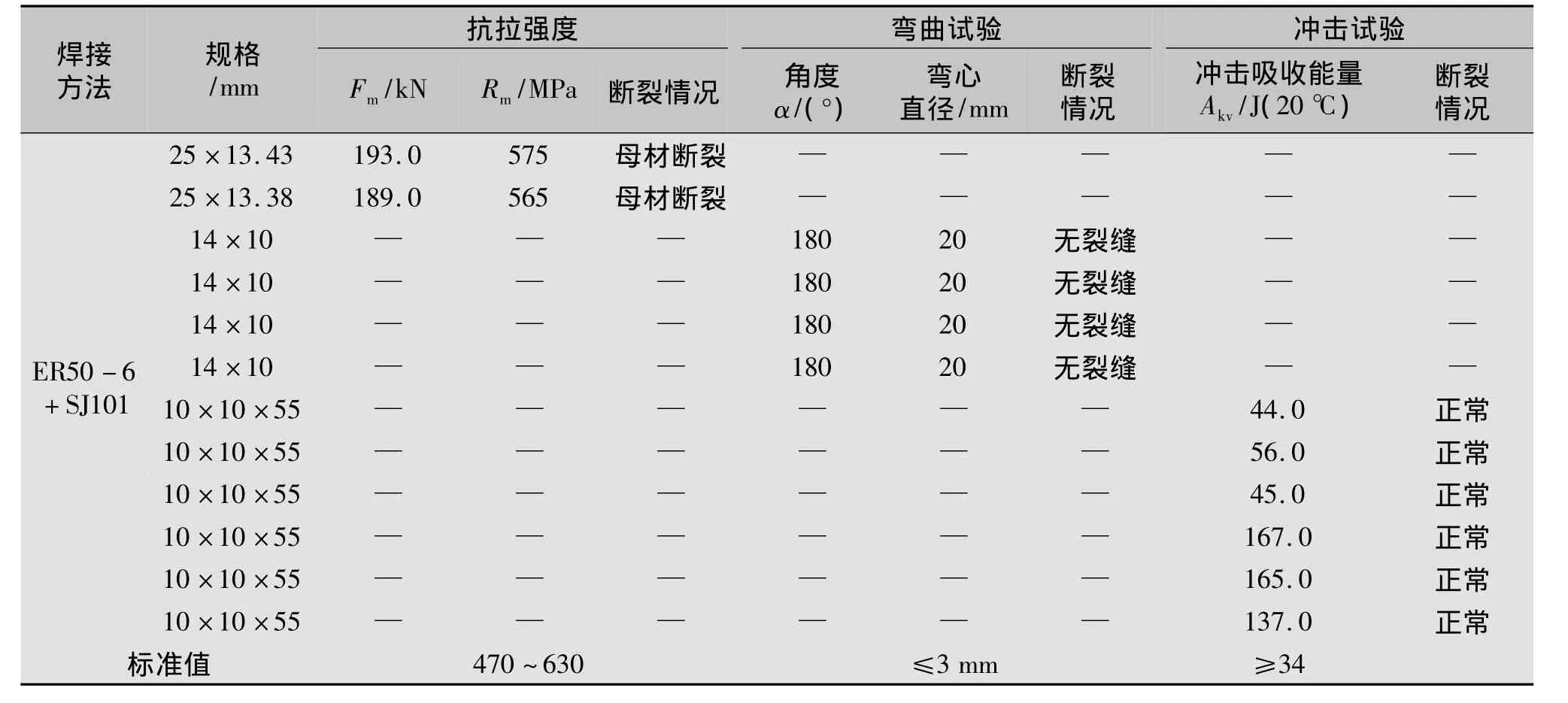
表5 Q345B(δ=14 mm)ER50-6+SJ101组合的焊接接头力学性能
(2)金相检验结果(状态:焊态;腐蚀溶液:10%硝酸水溶液,4%硝酸酒精溶液)。
采用冷酸浸蚀法对试样焊缝区域进行宏观金相检验。结果表明试样焊缝金属和热影响区无微小裂纹、未熔合、气孔、夹杂等缺陷,如图3所示。采用冷酸浸蚀法对微观试样进行微观金相检验,结果为:母材显微组织为铁素体+带状珠光体,如图4、图5所示;热影响区显微组织为针状铁素体+块状铁素体+少量贝氏体等混合组织,如图6、图7所示;焊缝显微组织为树枝状铁素体+针状、块状铁素体+珠光体,如图8、图9所示。

图3 宏观腐蚀
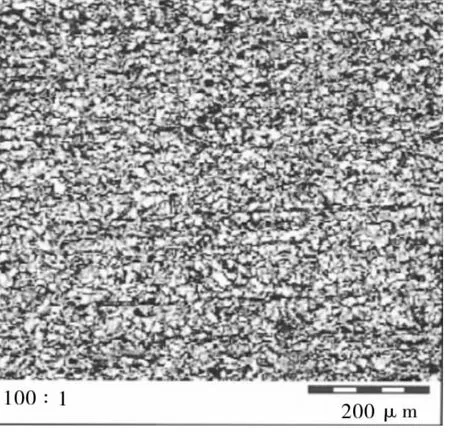
图4 母材组织(100×)
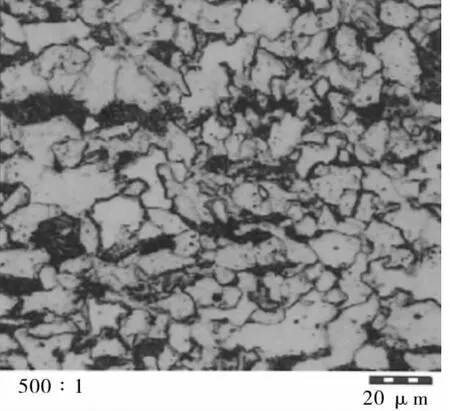
图5 母材组织(500×)
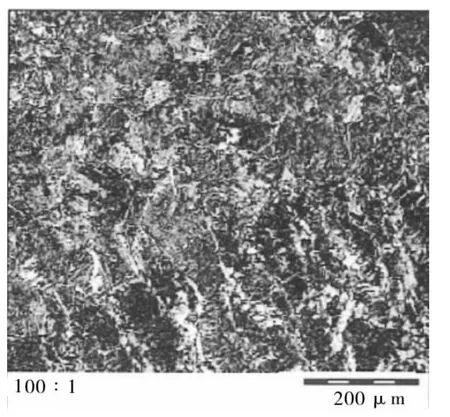
图6 0热影响区组织(100×)

图7 热影响区组织(500×)

图8 焊缝组织(100×)
(3)(ER50-6+SJ101)T型角焊缝宏观酸蚀如图10所示。
由图10可知,图10a未见未熔合、未焊透、裂纹、夹杂、气孔缺陷;图10b未见未熔合、未焊透、裂纹、夹杂、气孔缺陷。ER50-6+SJ101的焊接工艺评定合格。
综上可知:无论是理论上还是实践上,ER50-
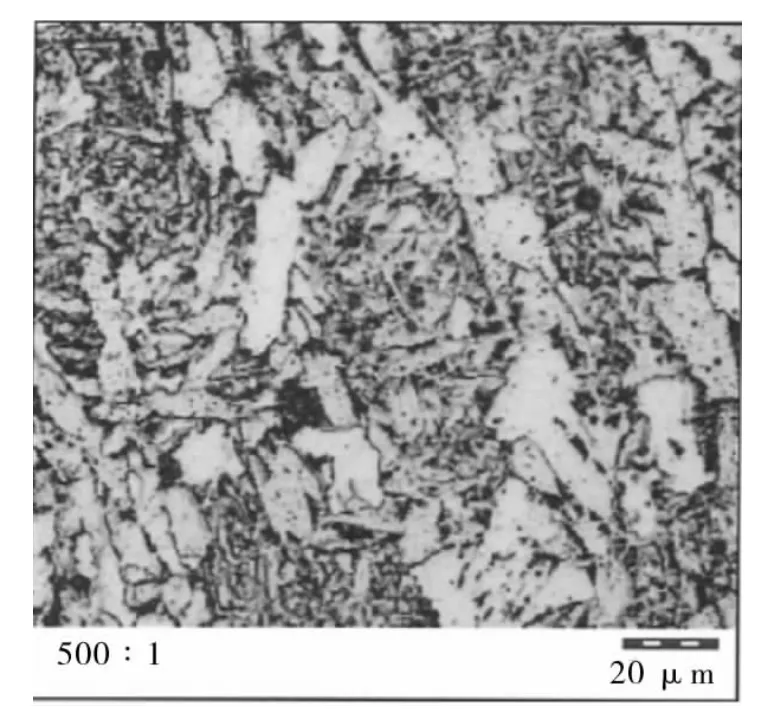
图9 焊缝组织(500×)
6+SJ101的新工艺均可行,而且从EM13K+LINCOLN781到EM13K+XUN-988再到ER50-6+SJ101的转变后取材变得广泛,经济效益明显,其应用价值更好。
3 结论
根据查新检索,目前还没有针对卧式双丝高速埋弧焊焊接研究和开发应用及相关文献阐述类似研究,本研究工作填补了一项空白。通过此种焊接工艺的研制发现:ER50-6是气保护焊丝,EM13K是渣保护焊丝,两种焊丝的工作原理虽不相同,但在实际使用过程中,焊接后熔敷金属和焊缝的强韧度仍然能够满足技术要求。ER50-6+SJ101的应用技术是埋弧焊接配偶的一个创举,在焊接理论上有一定突破;解决了工程实践中的难题,是技术领域上的成就,同时带来了可观的经济价值。
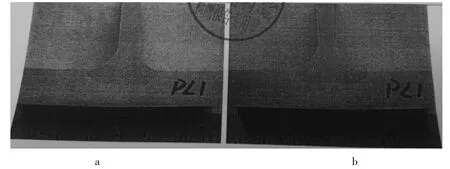
图10 宏观酸蚀
:
[1] GB8110-87.二氧化碳气体保护焊用钢焊丝[S].
[2] GB/T8293-1999.埋弧焊用碳钢焊丝和焊剂[S].
[3] GB/T12470-2003.埋弧焊用低合金钢焊丝和焊剂[S].
[4] 曾 乐.现代焊接手册[M].上海:上海科学技术出版社,1995.
