单道单面焊双面成形焊接工艺在低压薄壁容器生产中的应用
2014-09-17牛恩辉陈延刚
牛恩辉,陈延刚
(1.中石化中原石油勘探局培训中心,河南 濮阳 457001;2.鸿宇压力容器有限公司,河南 濮阳 457001)
0 前言
低压薄壁容器在石油化工等领域得到越来越广泛的应用,对低压薄壁容器的规范性、标准化的要求也越加严格。低压容器的工作压力虽然不高,但焊接工艺要执行相应的承压设备焊接标准。低压容器的设计多选用厚4~6 mm的焊接性较好的Q235B钢板,一般筒体纵缝的焊接主要采用SAW双面焊或SMAW背面封底+SAW填充、盖面的焊接工艺施焊。以上两种焊接工艺虽然能够保证焊接质量,但都要进行双面焊接,成本高、焊接效率较低。在长期的低压薄壁容器焊接生产过程中,对焊接工艺进行了改进,采用加紫铜垫板单道单面焊双面成形FCAW机动焊的焊接工艺,弥补了原焊接工艺的不足,减少了工序,简化了焊接过程。以4 mm厚的Q235B低压薄壁容器筒体纵缝焊接为例,介绍加紫铜垫板单道单面焊双面成形FCAW机动焊的焊接工艺及其应用。
1 焊接机具
1.1 焊接电源
采用瑞凌NBC-500气体保护焊焊接电源,直流反接,选用型号为YD-500KR的松下直柄气冷式焊枪,喷嘴直径16 mm。
1.2 纵缝焊接机
筒体纵缝的焊接选用福肯ZH-1000纵缝焊接机,焊接机如图1所示。焊前将组装好的筒体放在纵缝焊接机的水冷焊接芯轴上,焊接芯轴上方的衬垫槽中安装上事先加工好的紫铜焊接衬垫,使待焊接的筒体纵缝与紫铜焊接衬垫的成型槽对中,然后用琴键式气动夹具将其压紧。直柄气冷式焊枪正对筒体纵缝中心,调整好焊丝伸出长度,焊接时沿着轨道自动行走。

图1 纵缝焊接机示意
1.3 背面垫板
背面垫板选用紫铜(T3)制作,尺寸1 200 mm×25 mm×14 mm。为了保证焊缝的背面成形质量,在紫铜垫板表面的中心加工出成型槽,成型槽尺寸为5 mm×1.5 mm(宽×深),其形状如图2所示。

图2 成型槽示意
2 焊接材料的选用
2.1 焊丝的选用
Q235B钢板焊接性优良,厚度4 mm,根据低压薄壁容器的工作条件和焊接经济性的要求,选用天津金桥焊材集团有限公司生产的型号为E501T-1、直径φ1.6 mm的药芯焊丝。E501T-1药芯焊丝熔敷金属化学成分和力学性能如表1、表2所示。

表1 药芯焊丝熔敷金属化学成分 %

表2 药芯焊丝熔敷金属力学性能
2.2 保护气体
保护气体选用CO2气体,纯度大于等于99.5%,含水量不超过0.005%。
3 筒体的坡口准备和组焊
3.1 坡口形式
为了减少坡口的加工工序,节省金属,筒体纵焊缝的坡口形式选用I型坡口。
3.2 工件焊前清理
筒体纵缝组对前,用角向磨光机将纵缝I型坡口面及近坡口正反面15~20 mm内的油锈等污物清理干净,使其漏出金属光泽。
3.3 对口间隙
为了保证筒体纵缝背面充分焊透,并具有良好的焊缝成型,纵缝组装时预留对口间隙2~4 mm。
3.4 定位焊
筒体纵缝采用焊条电弧焊进行定位焊,选用φ3.2 mm 的 E4303焊条,焊接电流100~110 A,电弧电压24 V。在筒体内部进行定位焊,定位焊间距200~300 mm,定位焊缝长度10~15 mm。筒体纵缝两端分别焊接一块60 mm×40 mm×4 mm的引弧板和引出板。
定位焊时,应保证对口间隙均匀,错边量小于0.4 mm。由于定位焊缝要作为正式焊缝的一部分,因此定位焊缝不得有气孔、裂纹、夹渣和未熔合等焊接缺陷。
4 焊接工艺参数
在平焊位置进行筒体纵缝焊接,背面加有紫铜焊接衬垫,可以选择较大的焊接工艺参数来提高工作效率。4 mm厚筒体纵缝单道单面焊双面成形FCAW机动焊焊接工艺参数如表3所示。

表3 筒体纵缝焊接工艺参数
5 工艺评定结果
5.1 焊缝外观检验
筒体纵缝焊接完成后,检验焊缝外观,焊缝的正面成形如图3所示,背面成形如图4所示。

图3 焊缝正面成形照片
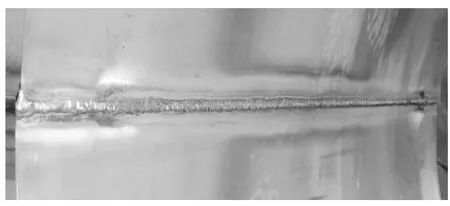
图4 焊缝背面成形照片
由图3、图4可见,正反面焊缝成形平滑,余高和熔宽控制均匀,无飞溅、咬边、凹坑等表面缺陷,表面成形美观。
5.2 焊缝RT射线检验
按照JB/T 4730-2005标准对工艺试验的三道纵焊缝进行了100%RT射线检验,共拍片9张,检验结果均为Ⅰ级。
5.3 焊缝力学性能检验
焊接接头试样按照NB/T47016-2011和GB/T2653-2008标准进行了面弯和背弯试验;按GB/T228-2011标准进行了焊接接头的抗拉强度试验。焊接接头力学性能检验结果见表4。
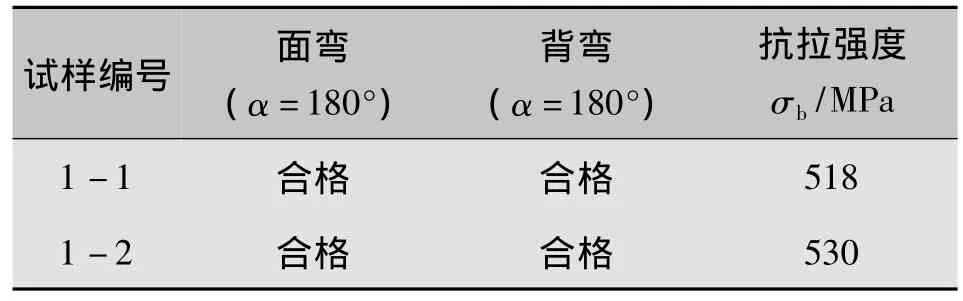
表4 焊接接头力学性能检验结果
由表4可知,面弯、背弯试验和试件抗拉强度完全满足标准和技术条件的要求。
6 结论
采用高效的FCAW机动焊加紫铜垫板单道单面焊双面成形的焊接工艺进行4 mm厚筒体纵缝的焊接,完全能够满足低压薄壁容器焊接接头的设计要求。该工艺在低压薄壁容器焊接生产中已应用近半年,大大减少了焊接加工工序,焊接过程得到简化,焊接质量容易保证,生产效率提高了50%~60%,可为今后类似薄壁容器制定焊接工艺提供一定的参考。
