汽车排气系统精冲不锈钢厚法兰的关键技术分析
2014-07-02谈正光邹政耀张雨
谈正光,邹政耀,张雨
(1.无锡鹏德汽车配件有限公司,江苏宜兴 214211; 2.南京工程学院汽车与轨道交通学院,南京 211167)
汽车排气系统精冲不锈钢厚法兰的关键技术分析
谈正光1,邹政耀2,张雨2
(1.无锡鹏德汽车配件有限公司,江苏宜兴 214211; 2.南京工程学院汽车与轨道交通学院,南京 211167)
介绍了汽车排气系统不锈钢厚法兰的用途和品质特点,分析了精冲不锈钢厚法兰的关键技术涉及到的精冲工艺、精冲压机、精冲模具及其齿圈压板、精冲冲头、精冲润滑剂等多个内容,总结了汽车排气系统精冲不锈钢厚法兰的特点。
精冲;不锈钢;厚法兰;汽车排气系统
自1923年3月9日德国人F.Schiess首先取得精冲技术专利权,继而于1924年在瑞士Lichtensteig建立了世界上第一个精冲工厂之后,精冲技术从发明到现在已经有90年了[1]。精冲技术是在普冲基础上发展起来的,它从根本上改变了金属材料加工工艺链。其本质是采用强力压边工艺,即在三动压力机上,借助特殊结构的精冲模具,使材料产生塑性-剪切变形,从而得到优质的精冲零件。近10年来,以强力压边为代表的精冲技术发展迅猛,在工程中表现优良、应用广泛[2-3]。
汽车排气系统是汽车中尺度最长、汽车内部环境变化最大、最复杂的部件,要承受-20℃~850℃大温差导致的变形、高温高速燃烧废气的高频振动以及排放废气的腐蚀性。近年来,由于汽车尾气排放水平日趋提高、短距离市区驾驶几率增加、冬季除雪剂运用等原因,使得汽车排气系统的使用标准也随之越来越严格,从欧Ⅱ标准上升到欧Ⅴ标准。目前中、高档汽车排气系统要求使用不锈钢厚法兰,这为不锈钢厚板精冲技术提供了用武之地。
1 汽车排气系统不锈钢厚法兰简介
不锈钢厚法兰作为汽车排气系统重要的密封连接件,材料牌号为3系304或4系409。图1是采用精冲工艺生产的某型汽车排气系统不锈钢厚法兰[4]。该零件具有连接可靠、强度高、耐腐蚀、冲裁面品相好、生产效率高的特点。其品质与采用普冲工艺生产的产品相比,差别如表1所示。采用精冲工艺生产的不锈钢厚法兰可获得高精度、全部或大部光亮带的冲裁面,可替代多种机加工作业,实现高效率、高稳定性的生产。不锈钢厚法兰质量的提高保证了其在汽车排气系统中的作用,提高了汽车尾气的排放等级。

图1 无锡鹏德公司的汽车排气系统不锈钢厚法兰

表1 精冲不锈钢厚法兰与普冲碳钢法兰的品质比较
2 汽车排气系统精冲不锈钢厚法兰涉及的关键技术
关键技术涉及精冲工艺、精冲压机、精冲模具及其齿圈压板[5]、精冲冲头、精冲润滑剂等多个方面。
2.1 精冲工艺
强力压边精冲工艺示意图见图2。在图2中: FR为压边力;FG为反压力;FS为冲裁力。精冲总力F=FS+FR+FG。
压边力FR起着固定材料的作用,对板料沿剪切力周围施加静压力,以利于塑剪变形。冲裁完成后,压边力转换成退料力,用于退下废料、卸出带料。
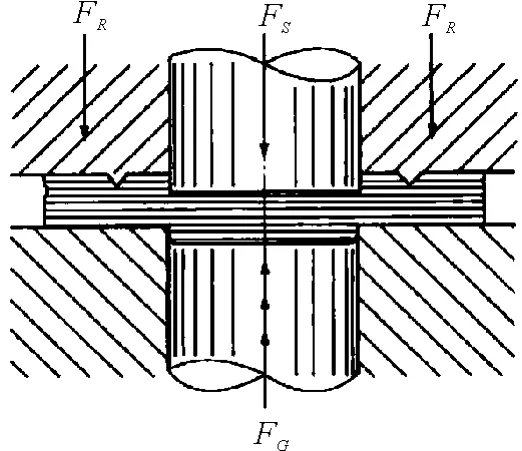
图2 精冲工艺示意图
反压力FG对精冲零件的弯曲、冲裁面锥度、塌角大小、尺寸精度等都有影响。冲裁完成后,反压力转换成顶件力,顶出零件。过大的反压力会使凸模过载,影响其寿命。
传力杆和顶杆分别传递相应活塞的压边力及反压力。精冲完毕模具开启时,反压板将零件从凹模内顶出,压边圈将废料从凸模上卸下,不需要另外的顶件和卸料装置。
在压边力FR、反压力FG已经作用的前提下,再施加冲裁力FS,三力一起构成一个三向压应力力系,实现精冲冲裁。
较之普冲工艺,精冲工艺“落料冲孔”1个工序便可覆盖后者“落料→冲孔→压平→车孔→钻孔”5个工序的生产内容。
2.2 精冲压机
精冲压机与普冲压机的品质比较如表2所示。用于不锈钢厚法兰的精冲压机采用以下先进技术[6]:
1)采用电液伺服控制技术进行闭环控制。在精冲过程中,当主缸分别处于“主缸停止(送料)-快速下行-慢下压-合模(压边力和反压力达到额定值)-保压压制-冲裁-快速回程”等不同阶段时,伺服液压机电系统自动根据负荷大小调整油泵电机转速,从而实现对于精冲压机的节能控制。
2)综合采用电液比例控制、刚性挡块限位、台阶式内阻尼静压导轨结构、四角八面导向结构、复合材料导轨板等,使滑块下死点重复精度从±0.5 mm提高到≤±0.02 mm。
3)机架采用Q235-A整体框架焊接结构、双立柱、前后两块厚度为130 mm主筋板的设计方案,在最大工作压力下,框架变形≤1/5 000,整机变形≤1/10 000。
4)具有快速换模系统,含2个升降导轨、2个导轨支架,方便用户更换模具、降低劳动强度。升降导轨安装在下工作台垫板侧,导轨支架是可拆卸式的。
5)采用PLC控制+触摸屏,冲裁力、压边力、反压力及滑块行程均可以通过触摸屏在参数范围内根据工艺要求进行设定。可设置点动模式、单次模式、自动模式3种工作状态,可按产品冲压周期任意安排。
6)主缸采用高频响比例换向阀控制,可实现滑块运动过程中的速度无级调节、动作平稳。压边缸、反压缸压力采用电液比例溢流阀实现精准控制。

表2 精冲压机与普冲压机的品质比较
2.3 精冲模具
模具制作时要将模具上、下模间隙调整至尽可能小,从而保证法兰各孔位尺寸精度及冲裁面的光洁度。精冲模具与普冲模具的比较见表3。
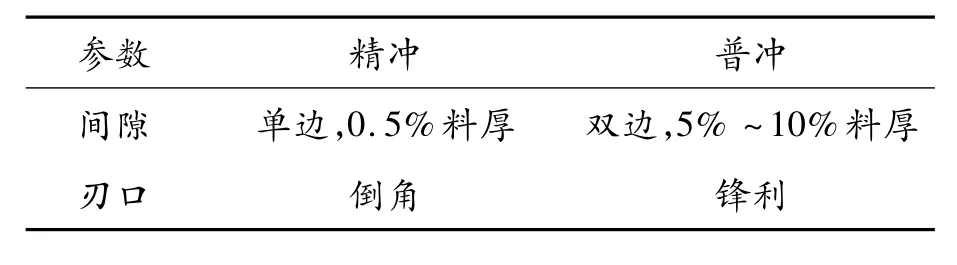
表3 精冲模具与普冲模具的比较
精冲模具通常配套的是V型齿圈强力压板[7-9]。如果使齿圈压板沿零件轮廓线切线方向设置呈一定角度的多段斜齿,变原来的封闭线性齿圈为带状分段齿圈,成组形成斜向分段齿圈,每段斜齿的两段具有菱形结构(如图3),则可提供更大、更可靠的压边力,延长模具寿命。

图3 配套精冲模具的齿圈压板示意图
2.4 精冲冲头
将精冲冲头的侧面设置竖向纹路,与冲头端面垂直,可使冲头使用寿命长。
2.5 精冲润滑剂
要根据试用结果,合理调配精冲润滑剂的成分,包括极压添加剂氯化物、抗磨损添加剂硫化物和磷化物等的含量,以及基础油、油性添加剂、防锈剂、防腐剂的含量。
精冲润滑剂中,基础油起着提供黏度的作用;油性添加剂起着润滑的作用;极压添加剂起着抗压的作用;抗磨损添加剂起着减少模具和冲头磨损的作用。
精冲时,冲头与材料、模具与材料之间处于高温、高压、高力的“三高”状态,精冲润滑剂的粘度-温度特性应具有延迟效应,即精冲润滑剂粘度要随冲裁时温度升高缓慢降低。需要对精冲工艺涉及的精冲模具及其齿圈压板、精冲冲头、精冲润滑剂三者进行综合分析、优化,才能在冲裁厚不锈钢板时取得良好效果。
3 结论
汽车排气系统精冲不锈钢厚法兰的关键技术体现在以下方面:
1)精冲不锈钢厚法兰的材料具有高强性质。精冲材料牌号可至3系304,厚度可达12.7 mm。
2)精冲不锈钢厚法兰的质量具有优良性质。冲裁面粗糙度可达Ra 1.6~0.4μm、光亮带宽度可达100%,尺寸精度可达ISO 7~10,平面度误差可小于等于0.20(mm/100 mm),垂直度误差单面可小于等于0.002 6 mm/1 mm,塌角可小于10%~25%料厚。
3)精冲不锈钢厚法兰的工序具有高效性质。精冲工艺较之普冲工艺,前者“落料冲孔”1个工序可覆盖后者“落料→冲孔→压平→车打孔→钻孔”5个工序的生产内容。
4)精冲不锈钢厚法兰的压机具有先进性质。滑块下死点重复精度和机架刚度很高。
[1]周开华.精冲技术的发展与应用[J].模具制造,2008 (3):1-7.
[2]彭群,李荣洪,郑鹏飞,等.厚板精冲技术的工艺研究[J].材料科学与工艺,2005,12(4):342-344,348.
[3]张正修,张镇,赵向珍.精冲技术的发展与应用[J].模具制造,2004(9):30-35.
[4]无锡鹏德汽车配件有限公司.汽车排气系统不锈钢厚法兰精密冲压技术的研发及产业化[R].南京:南京工程学院,2013.
[5]黄晶,徐小兵,官强.精冲压边形式的研究[J].长江大学学报:自然科学版,2009,6(1):88-90.
[6]重庆江东机械有限责任公司.12500 kN精冲液压机(框架式)技术方案[R].宜兴:无锡鹏德汽车配件有限公司,2013.
[7]毛华杰,尹飞,李翠翠,等.精冲模V型齿圈几何参数研究及优化设计[C]//第十二届全国塑性工程学会年会论文集.南京:南京工程学院,2012.
[8]温莉敏,许树勤.压边圈齿距与精冲质量的关系研究[J].冲压装备与制造技术,2006(1):54-56.
[9]丁日显,郭成,张缓缓,等.基于田口方法齿圈压板精冲模具参数优化[J].材料科学与工艺,2013,21(1): 93-96.
(责任编辑 刘舸)
Analysis of the Key Technology of Fine Blanking for Stainless Steel Thick Flange at Automobile Exhaust System
TAN Zheng-guang1,ZOU Zheng-yao2,ZHANG Yu2
(1.Wuxi Pengde Vehicle Parts Co.LTD.,Wuxi214211,China;2.School of Automotive and Rail Transit,Nanjing Institute of Technology,Nanjing 211167,China)
The uses and quality characteristics of stainless steel thick flange at automobile exhaust system are introduced.The key technology of fine blanking for stainless steel thick flange is analyzed which are techniques,pressmachine,mould and pressplate,punches,lubricant and so on.The four characteristics of fine blanking for stainless steel thick flange at automobile exhaust system are summarized.
fine blanking;stainless steel;thick flange;automobile exhaust system
U463;TG38
A
1674-8425(2014)09-0031-04
10.3969/j.issn.1674-8425(z).2014.09.007
2014-02-18
宜兴市科技成果产业化项目(20130422065315);无锡鹏德汽车配件有限公司产学研合作项目(PD20130202)
谈正光(1969—),男,工程师,主要从事钢板冲压件及拉伸件精密成型技术研究。
谈正光,邹政耀,张雨.汽车排气系统精冲不锈钢厚法兰的关键技术分析[J].重庆理工大学学报:自然科学版,2014(9):31-34.
format:TAN Zheng-guang,ZOU Zheng-yao,ZHANG Yu.Analysis of the Key Technology of Fine Blanking for Stainless Steel Thick Flange at Automobile Exhaust System[J].Journalof Chongqing University of Technology:Natural Science,2014(9):31-34.
