大吨位油压机压边结构研究
2013-08-16孟令武
孙 刚,孟令武
(齐齐哈尔轨道交通装备有限责任公司 冲压车间,黑龙江 齐齐哈尔 161002)
1 70吨通用敞车下侧门板成形工艺
图1是我公司生产的70吨级通用敞车的下侧门板,为典型的起伏成形件,具有重量轻、刚度大及外形美观等特点。工件厚度5mm,展开尺寸5mm×1230mm×1560mm,材质为屈服强度为450MPa高强度耐候钢板。在大吨位油压机上利用压型模具生产。图2为下侧门板压型模具。为了进一步提高零件的成形质量和平面度,模具在成形过程中需要稳定的压边力。以往都是在模具上加装聚氨酯或者弹簧的方案获取板材成形所需要的压边力。实践证明,聚氨酯和弹簧提供的压边力随聚氨酯和弹簧压缩量的变化而变化,存在压边力不稳定的缺点。
液压机技术的迅速发展,使双动液压机日趋成熟。双动液压机滑块采用行程控制,压边滑块由快转慢压住物料边缘,拉伸滑块带着上模快速移动至物料,速度转慢,压力增大,使物料受力拉伸成形,整个运动过程中滑块运动平滑无振动,确保压制质量,使制品光滑无皱纹。其压边力来自于设备的压边油缸,拉伸力来自于设备主工作油缸。该结构的实现,不仅可以提高零件的成形质量,而且可以使模具结构简单化,为成形件的压型、落料工序的集成创造了有利条件。
零件成形工艺流程:板料置于模具工作区→上滑块带动模具上模下行同时压边油缸推动压边横梁以及压边滑块下行→压边缸通过压边横梁压边滑块传递给模具压边圈→模具压边圈先于成形凸模接触钢板→模具压边圈与板料完全接触并且压边缸达到预设压边力数值→压边力保持恒定不变,同时油压机主工作油缸将力传导给模具上镶块并下行开始板料拉伸成形→拉伸成形完成。

图1 下侧门板零件图

图2 下侧门板压型模具
2 大吨位油压机的压边结构及工作原理
2.1 大吨位油压机的压边结构
传统油压机压边结构通常采用内外滑块式结构,内滑块提供拉伸力,外滑块提供压边力。拉伸油缸和压边油缸分布于设备顶端。由于内滑块尺寸固定,生产零件尺寸范围比较单一,缺乏柔性。为了适应产品变化的需求,需要对油压机的压边结构进行优化,使之满足大小不同的零件生产。图3为油压机新结构压边垫。该液压垫上面通过螺栓与油压机滑块下垫板连接,下面通过把胎螺栓与模具上模体连接,同时压边杆与模具压边圈接触。
2.2 大吨位油压机压边垫工作原理[1]
压边垫内设有导向装置,压边垫工作时压边油缸推动压边滑块连接梁沿着导向装置上下往复运动。压边油缸通过压边滑块连接梁将压边力传递给数量一定的压边杆。数量一定的压边杆穿过压边滑块下连接板,将压边力传递给模具压边圈。为板料拉伸成形提供所需要的压边力。
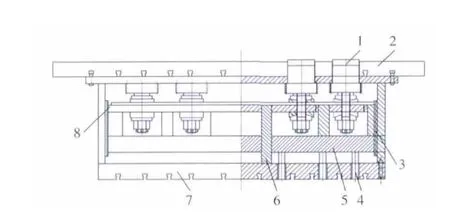
图3 大吨位上压边垫结构简图
2.3 大吨位油压机压边垫设计要点[2]
大吨位油压机压边垫的结构突破了原有油压机的设计方案。油压机的压边油缸位于滑块下端。设备在工作过程中由于长时间连续作业,以及维修过程中产生部分残油遗留在压边垫内部。油压机在工作过程中零件与压边垫接触,会有不同程度的残油渗到工件表面,影响产品质量。为了解决渗油问题,在大吨位油压机压边垫的设计过程中设计安装集油、输油装置,并定期进行排油。
图3中压边杆5为直径50mm~100mm的圆柱体。油压机在工作过程中,压边杆一直受压应力状态,长时间工作会导致压边杆端部变粗现象,以至于影响压边滑块下连接板与压边杆的配合,导致压边垫不能正常工作。为了解决压边杆变形问题,在设计过程对压边杆的外形结构设计成中间粗、端头略细的形状,同时还需要考虑在安装过程中的简单化、安全化、便捷化。
压边垫为内置油缸的箱形结构,压边滑块下连接板与模具直接接触并且承受工作载荷。工作过程中压边滑块下连接板会产生微小的变形,久而久之压边滑块下连接板会发生局部凹陷,影响后期的正常使用。为了解决压边滑块下连接板的局部凹陷变形问题,在压边垫设计过程中要考虑的压边垫内部设计支撑零件,从而增加压边垫的刚度[3]。
2.4 与传统压边结构相比具有的优点
(1)设备柔性好,适于大小不同规格的零件生产。模具压边圈的大小随着零件的大小变化而变化。以往传统的双动油压机通过内外滑块结构为模具提供压边力,但是压边滑块的尺寸固定,不能满足不同规格的零件的生产。大吨位油压机的上压边垫结构,压边杆按照矩阵形式均匀镶嵌于压边滑块下连接板。可以适应不同尺寸大小的零部件压边需求,可通过压边圈上部压边杆的组合完成压边力传导作用。
(2)模具结构简单化。以往的油压机受设备结构限制,不能为所有的成形零件提供压边力。对于不能满足于设备压边范围内的零件,需要在设计模具过程中考虑模具本身具有压边装置。为了满足成形零件压边力的需求,通常采用结构复杂的液压油缸装置来实现成形过程中所需要的压边力。但是液压油缸与模具的结合使模具的结构变得复杂,而且液压油缸在工作过程中还需要单独配置所需要的液压站。大吨位油压机上压边垫结构可以使模具设计过程中不用考虑压边装置,使模具结构简单化。而且通过设备压边可以取消移动液压站,使操作者在安装模具过程中操作简单化。
(3)设备结构简单,便于保养与维修。传统内外滑块的油压机压边装置,压边油缸位于设备顶端,穿过滑块将压边力传递给模具压边圈。此结构复杂,不便于日常维护与保养。油压机的上压边垫结构,将压边油缸安装于滑块下部,直接与压边滑块连接梁相接触,大幅减小了压边油缸与压边机构的距离。设备的结构趋于简单化,并且整体压边垫位于油压机滑块下端,便于设备的日常保养与故障检测与维修。
(4)压边力精度高,便于调节。上压边垫安装位移传感器,压机可实现液压垫行程调整位置的数字设定,行程位移可实现数显、数控。上压边垫的四角油缸采用相互独立的比例压力阀控制,可实现四角压力分别控制。压力控制及显示通过触摸屏输入和显示,使液压垫压力从公称力的15%~100%范围内调节。在拉伸过程中,压边力可按零件的压边力曲线进行控制,并能动态显示。上压边垫通过压边杆将油压机的压边力传递给模具压边圈,为了提高压边力的调节精度,将压边油缸分为若干单独控制的压边油缸工作组。
3 结束语
大吨位油压机压边机构的优化,使模具结构简单化,为铁路货车行业的中厚板成形、落料的工序集成等提供了模具结构保障。此压边结构的大吨位油压机将是铁路货车生产企业不可或缺的中厚板成形设备。
[1]杨玉英.实用冲压工艺及模具设计手册.北京:机械工业出版社,2004.
[2]中国机械工程学会塑性工程分会.锻压手册.北京:机械工业出版社,2007.
[3]张新国.大吨位精整压力机快速返程时惯性冲击原因分析及对策.锻压装备与制造技术,2012,47(2).
