重载轴承套圈热处理工艺改进
2014-03-07李遵盛赵立新舒光勋
李遵盛,赵立新,舒光勋
(1.哈尔滨轴承集团公司 热处理分厂,黑龙江 哈尔滨 150036;2.哈尔滨中润房产经营物业管理有限公司,黑龙江 哈尔滨150020)
重载轴承套圈热处理工艺改进
李遵盛1,赵立新1,舒光勋2
(1.哈尔滨轴承集团公司 热处理分厂,黑龙江 哈尔滨 150036;2.哈尔滨中润房产经营物业管理有限公司,黑龙江 哈尔滨150020)
幅高大于65mm的轴承套圈,在滚棒式热处理生产线加工时,易产生软点质量问题。通过调整不同的工艺参数,制定合理的热处理工艺,保证了该类产品的热处理质量。
轴承套圈软点;幅高;淬火;工艺参数;重载轴承
1 前言
随着客户需求增加,滚棒炉加工的大幅高产品的品种和数量增加。在加工幅高大于65mm产品时,易产生软点,影响产品质量,影响产品的正常生产,因此,解决滚棒炉软点问题势在必行。
2 现状分析
以加工的调心滚子轴承23134.02为例,圆圈内是锉检出来软点的部位,见图 1。

图1 锉检出来的软点
该轴承热处理前工艺尺寸如表 1,滚棒生产线加工的工艺参数如表 2。

表1 23134.02套圈重量及尺寸

表2 滚棒生产线工艺参数
按照该工艺加工,产品产生了局部软点质量问题,将软点部位切取一个20×20mm的试样进行检验,检验结果如下。
(1)3mm处的硬度:46HRC(合格)。
(2)3mm处屈氏体:大于5级(不合格),为块状和针状的混合屈氏体(屈氏体见图2)。
试块的硬度与屈氏体均不符合检验标准,属于不合格产品。
原因分析如下。如图 2 所示,由于加热不足易产生块状屈氏体,冷却不足易产生针状屈氏体,而该产品的试块是由块状和针状混合的屈氏体,疑似产品在冷却过程中冷却不良(冷速慢)造成的屈氏体不合格。整体的金相组织如图 3 所示。由于冷却速度的影响,存在部分的隐针马氏体与大量的残余奥氏体和碳化物,其中碳化物分两种,一种是由于加热不足,碳化物未完全溶解入奥氏体中,淬火后形成的碳化物颗粒比较大;另一种碳化物为在加热过程中完全溶解入奥氏体,淬火后形成的碳化物颗粒比较小。
该产品金相组织合格标准为1~5级,屈氏体组织为1~5级,利用上述工艺加工产品不符合合格标准。
2.1 淬火油对工件的影响
淬火油在冷却工件时存在三个不同的阶段:(1)蒸汽膜阶段 ;(2)沸腾阶段;(3)对流阶段。产品出现软点,最关键的阶段就是蒸汽膜阶段。由于淬火油温度偏低,淬火油的粘度高,流动性不好,对于大幅高产品,蒸汽膜在某一点破裂速度慢,相对于其他部位晚进入沸腾阶段,造成该点的冷却不良,即产生了软点的质量问题。
2.2 油槽搅拌器的影响
滚棒炉油槽搅拌频率最大可以达到60Hz,而该产品使用30Hz的搅拌频率,由于油槽的搅拌频率较低,油槽内淬火油循环速度慢,蒸汽膜阶段破裂速度慢,不能快速地带走产品表面的热量。

图2 屈氏体大于5级

图3 金相组织小于1级
3 改进措施
3.1 提高油槽淬火油的油温
该产品加工时的淬火油温为70℃,为了降低淬火油的粘度,将淬火油温提高至100℃,因为蒸汽膜阶段淬火油的温度越高,那么粘度就会相对降低。如果粘度较低,蒸汽膜相对就会更容易破裂从而进入沸腾阶段。进入沸腾阶段后,淬火油温度相对较高、粘度相对较低,那么沸腾的速度会相对更加剧烈,从而更快带走工件的热量。
3.2 加大一次油槽的搅拌频率
将一次油槽的搅拌器频率调整至最高的60Hz,使油槽内的淬火油快速地循环起来,使蒸汽膜更容易破裂,快速进入沸腾和对流阶段,使工件得到充分的冷却。
按照以上两种方法制定新的加工工艺(工艺见表 3),试验10件23134.02产品,检验结果见表 4、图 3、图 4。

表3 新拟定的加工工艺
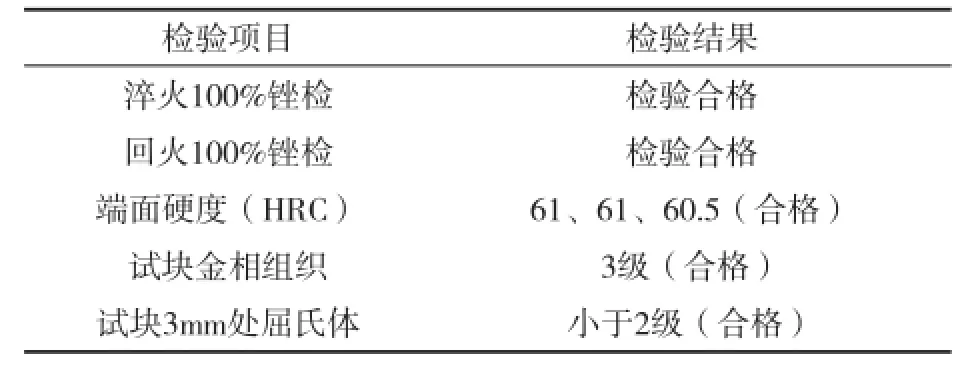
表4 检验结果

图4 屈氏体小于2级

图5 金相组织3级
通过上述试验结果对比分析说明,提高滚棒生产线油槽的淬火油温、加大油槽搅拌频率等方法,杜绝了23134.02产品软点的质量问题,排除了生产障碍。
4 结束语
该产品加工工艺的试验成功,为今后在滚棒生产线加工类似大幅高(幅高大于65mm)产品提供了值得借鉴的经验,保证了产品质量,减少因返工造成的浪费,保证了生产的顺利进行。
(编辑:钟 媛)
Improvement on heat treatment technology of heavy-duty bearing ring
Li Zunsheng1,Zhao Lixin1,Shu Guangxun2
( 1.Heat treatment Sub-factory, Harbin Bearing Group Corporation,Harbin 150036, China; 2.Harbin Zhongrun Real Etate Management and Property Management Co.,Ltd., Harbin 150020, China )
It was easy to produce a quality problem of soft spot when processing bearing ring with large width more than 65mm in roll bar heat treatment production line. The quality of heat treatment for this type of products was guaranteed by adjusting different technology parameters and working out appropriate heat treat process.
soft spot of bearing ring; bearing width; quenching; technology parameters; heavy-duty bearing
TH133.33+2,TG156
B
1672-4852(2014)01-0025-02
2013-08-22.
李遵盛(1986-),男,助理工程师.
