J37-315双点闭式压力机的维修与改造
2014-03-07聂学家
聂学家,王 艳
(1. 哈尔滨轴承集团公司 设备管理部,黑龙江 哈尔滨 150036; 2. 哈尔滨轴承集团公司 动能供应公司;黑龙江 哈尔滨150036)
J37-315双点闭式压力机的维修与改造
聂学家1,王 艳2
(1. 哈尔滨轴承集团公司 设备管理部,黑龙江 哈尔滨 150036; 2. 哈尔滨轴承集团公司 动能供应公司;黑龙江 哈尔滨150036)
经过对设备床身四个瓦座修复、离合器卸荷套结构改造、制动器修复、离合器修复、润滑部分改造等工作,使设备的结构更加合理,恢复了设备精度和正常工作。
J37-315双点闭式压力机;床身瓦座;离合器;制动器;润滑方式
1 前言
J37-315双点闭式压力机是轴承套圈锻件加工的主要设备之一。在近一段时间出现了故障,其现象是:在床身上支撑曲轴的四个瓦座出现了松动,使曲轴的转动瓦座与床身发生了上下移动;由于工装调整的问题,造成工作过程中有轴向力出现,造成四个钢壁铜瓦的固定螺钉被拉断,四各钢壁铜瓦从床身瓦座孔中移出,与离合器大带轮边缘摩擦。针对以上问题,对该设备进行了改造和修理,恢复了正常工作。
2 设备结构
2.1 设备的自然状况
该设备主要由床身、离合器、齿轮轴、曲轴、大齿轮、平衡汽缸、制动、连杆、滑块等组成,设备重35吨,床身由40mm厚钢板焊接而成,见图1所示。锻造套圈的规格是:Φ90~Φ160mm之间,幅高40mm,月产量9万个锻件;通过切断、压饼、成型、切底等四个工位,完成套圈的部分锻造成型工作。该设备每月就运行9万次,一年运行108万次,40年运行了4320万次。该设备的结构见图 1 和图 2 所示。
2.2 设备故障情况
在长期的工作过程中,因为每个曲轴瓦座要承受80t以上的压力,而且是瞬间的冲击力造成了焊接的床身瓦座与床身焊口开裂,床身安装瓦座孔在力的长期作用下出现了塑性变形,床身瓦座与床身立板产生了间隙。再由于工装调整的问题,造成工作过程中出现轴向力,使8、9号零件从床身移出,使设备无法继续工作,见图 3 所示。
3 设备的修理
3.1 床身瓦座的修复
按照正常的修理程序,应该将设备解体,将床身安装瓦座的孔加大镗圆,重新配新的瓦座。但是因为该设备床身重量在10t以上,体积庞大,外形尺寸4m×2.4m×1.2m,吊装、拆装、运输、加工都有一定困难,经过分析研究决定,采用应急的修理办法,将床身与瓦座的焊口全部打开,露出它们之间的变形情况,根据它们之间的间隙形状,制作一个与其相同形状的Q235钢进行填充,将它们之间的间隙消除,然后,再将瓦座与床身焊接好。间隙位置见图 3 所示,填充物见图 4 所示。
3.2 钢壁铜瓦的更换
J37-315双点闭式压力机属于大型设备,在修理床身瓦座的过程中,将离合器传动轴的铜瓦、铜瓦座也进行了更换,然后测量曲轴两端的实际尺寸和床身瓦座的实际尺寸,根据经验使它们之间的配合达到理想尺寸,消除了长期磨损造成的轴瓦之间的间隙过大问题。将固定铜瓦座的折断螺钉从床身瓦座中取出,由原来的M20扩大成M24; 增加了 紧固强度。
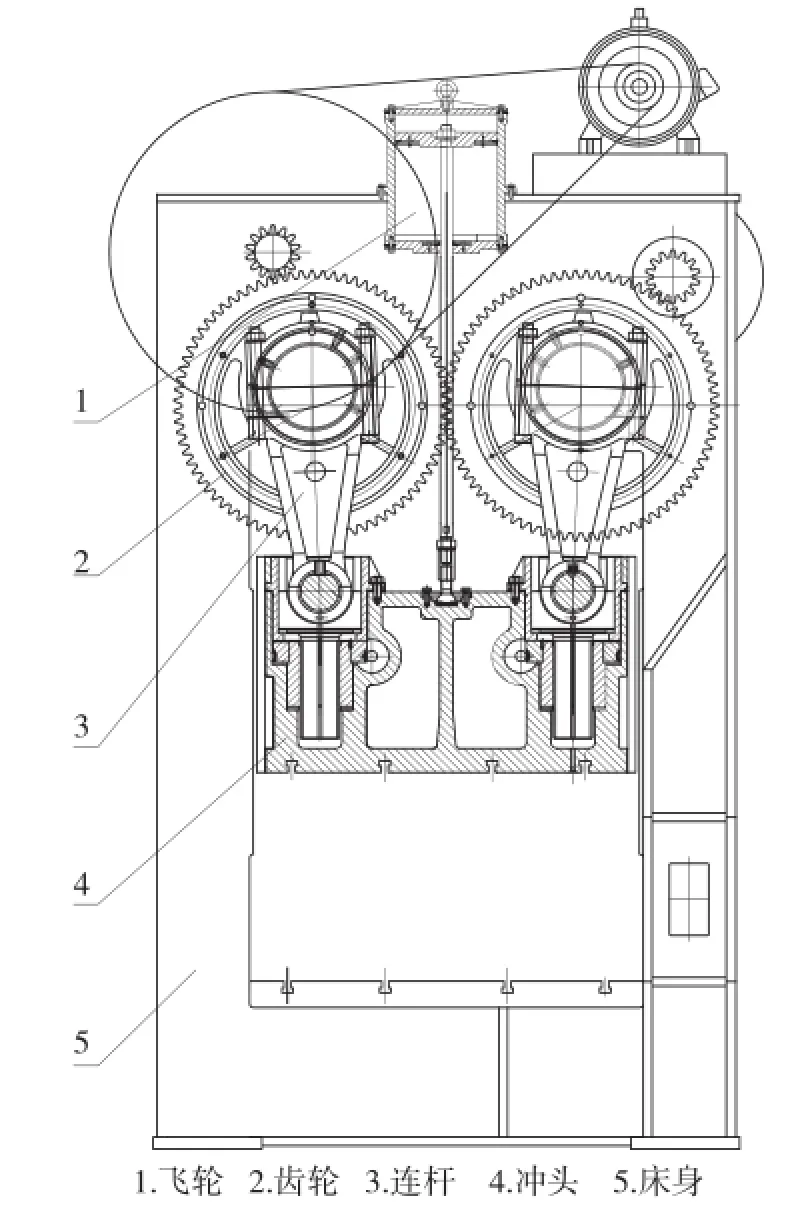
图1 设备结构Ⅰ

图2 设备结构Ⅱ
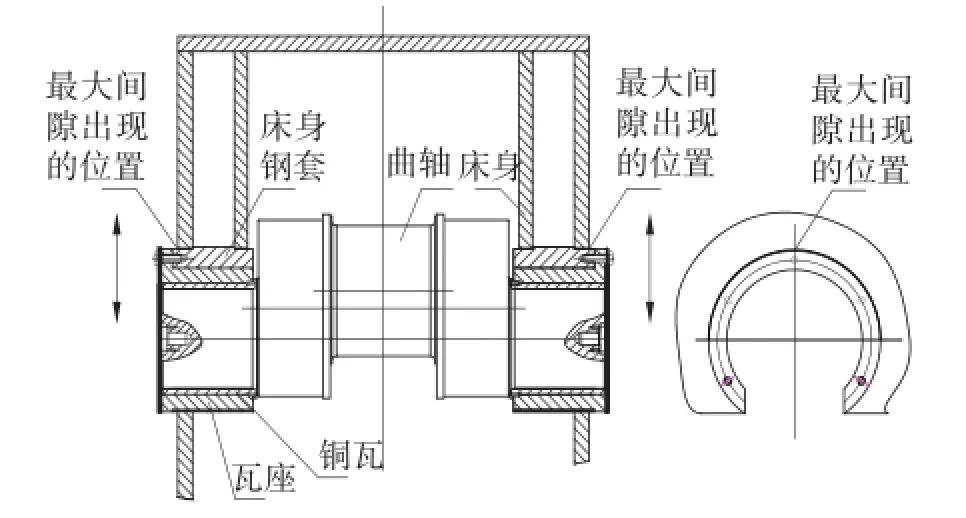
图3 间隙位置
图4 月牙状镶条
3.3 离合器卸荷套的改造
因为该设备使用的时间长久,在每次的大修理过程中都有所改动。这次修理通过设备解体后对离合器的内部结构和固定安装形式,进行了仔细分析,更换了支撑离合器的卸荷套结构的某些零部件,这样支撑离合器的刚性有了很大的提高,结构更加合理安全可靠。
经过修车两个摩擦面、更换摩擦块、将原来的NU1044变成NJ1044圆柱滚子轴承,新增加了两端的密封结构,使结构更加合理,防止灰尘杂质进入,保护轴承;打通了润滑油路、新增加了轴承盖等零件,修复了离合器。
3.4 制动部分的修复
每进行一个工作循环,制动部分就要进行一次制动,所以,与其相关的摩擦块、固定刹车盘、移动刹车盘、转动轴套、密封圈磨损都很严重,都要进行修复、更换。更换轴瓦,恢复原来的配合间隙;修复摩擦盘的平面,通过摩擦块补充已去除的尺寸。
3.5 润滑部分的改造
为了设备能长期稳定的工作,润滑非常重要。通过这次修理,取消了原来落后的润滑方式,采用16点的干油泵,铺设16条Φ8mm的紫铜管路到所有的转动和移动部位。通过重新换位置钻孔、攻丝更换接头等方式实现充分润滑。扩大了润滑油路和润滑孔直径,使润滑更加充分。通过电气部分的配合,每次设备开机就进行强制润滑10min,采用锂基脂和煤油的合理调合,降低锂基脂的粘度,增加润滑油的流动性,使设备润滑充分,定期向多点干油泵加入调合油,使设备寿命得以延长,故障率下降。润滑部分的改造见图 5。

图5 润滑部分的改造
4 结束语
经过3个多月的修理工作,首先将干油泵加满混合油向各个润滑点打润滑油,在确认润滑油都到位的情况下,开动设备进行空运转试车8h后测试各个新换铜瓦的部位温升情况,在确认温度不超过30°C时进行负荷试车,开始每天进行4h的生产,一周后转成正常生产,经过10天左右的走合,恢复了正常生产,完成了设备的修理工作。采用此方法进行应急修理大大降低了设备维修时间,提高设备利用率。
(编辑:林小江)
Repair and improvement of J37-315 double-points closed press
Nie Xuejia1, Wang Yan2
(1.Equipment Management Department, Harbin Bearing Group Corporation, Harbin150036, China; 2.Kinetic Energy Accommodation Company, Harbin Bearing Group Corporation, Harbin150036, China )
After the repair of device body four tiles, structure transformationof unloading set of the clutch , the repair of brake and clutch , transformationof lubrication part , etc, the structure of the equipment are more reasonable,and the equipment accuracy and normal work are returned.
r37-315 double-points closed press; machine tiles; clutch; brake; lubricating method
TG315.5+7
B
1672-4852(2014)01-0005-03
2013-08-20.
聂学家(1985-),男,助理工程师.
