变速箱齿轮油槽锻造成形工艺开发
2019-04-13余意李文新陕西法士特齿轮有限责任公司
文/余意,李文新·陕西法士特齿轮有限责任公司
此前,我公司齿轮产品上的油槽均为齿轮锻造完成后机加工铣出油槽,这样既增加了铣油槽成本,又影响交付进度。但锻造油槽,油槽深度很难保证,且冲孔时容易导致油槽变形,本文针对锻造油槽的重难点介绍了变速箱齿轮油槽的锻造成形工艺,以及锻造油槽中存在的问题和解决方法。
变速箱齿轮在高速运转时,需要变速箱油进行润滑和冷却,尤其是齿轮和轴承的接触面,当润滑不足时,会造成轴承端面烧蚀而过早失效。为保证齿轮在工作时获得足够的润滑,设计时,在齿轮端面上设计油槽,起到通油的作用。
齿轮油槽的结构
变速箱型号不同,挡位不同,对应的油槽结构也不同。根据油槽形状的不同,变速箱上齿轮油槽结构可分为以下5种形式(图1):⑴单槽油槽;⑵双槽油槽;⑶螺旋油槽;⑷十字油槽;⑸交叉油槽。根据齿轮两端面是否都有油槽,亦可分为两种结构:单面油槽和双面油槽。
成形方式
三种成形方式
齿轮上油槽的成形方式有如下三种:
⑴齿轮锻造完成后冷压或热压出油槽,此方式须配有独立的油压机或增加压油槽工序,且需要专门的压油槽模具;
⑵齿轮锻造完成后机加工铣出油槽,此方式增加了机加工和运转成本,影响交付进度;
⑶油槽锻造成形,此方式直接利用齿轮锻造模具,在完成齿轮坯锻造成形的同时,一次性完成油槽锻造。从成本和交付进度方面考虑,油槽直接锻造成形更经济。
油槽锻造成形分析
油槽锻造成形,存在如下问题:
⑴产品上的油槽深度大多只有1~2mm,且深度尺寸公差小,但锻件厚度公差较大,可能导致机加工后无法满足油槽深度尺寸要求。
⑵若油槽在下模,在冲孔工序,因冲孔挤压,会将料挤压到油槽处,油槽靠近内孔处会凸起,导致油槽变形严重。
下面,将针对单面油槽、双面油槽分别就上述两个问题的解决方法进行阐述。

图1 齿轮油槽的结构
单面油槽的成形及控制
只有齿轮的一个端面上有油槽,此类产品的油槽锻造相对比较简单。
针对由于锻件厚度公差大导致油槽深度尺寸无法保证的问题,可根据油槽所在的端面,确定机加工定位面,这样,就可使带油槽的端面的机加工去除量保持一致,从而保证油槽深度。
针对油槽变形问题,由于变形多因冲孔导致,且多在下模,因此对于单面油槽,在冲孔工序,可将带有油槽的那一面朝上,从而防止油槽变形。
双面油槽的成形及控制
齿轮两端面都有油槽,上述问题就会表现得尤为突出,目前常见的解决办法为只锻出其中一面油槽,另一面采用机加工铣油槽。这样,控制起来相对简单,但依然需要增加铣油槽工序,增加机加工成本,而且还会增加流转时间,因此该方法不是最经济的。
双面油槽深度的控制
直接锻出双面油槽,若锻件厚度公差控制不合理,如锻件厚度尺寸偏上差,后加工的那一面的机加工去除量就大于设计值,从而导致油槽深度尺寸偏小,严重的可能会将油槽面车平,因此控制锻件厚度公差尤为重要,从以下几个方面入手:
⑴合理控制下料重量。目前,齿轮类锻件多为闭式锻造,即整个锻造成形过程中,金属是在一个封闭的模具型腔内流动成形的,根据体积不变原理,下料重量的偏差将直接体现到锻件厚度上,从而导致锻件厚度偏差不可控。以图2所示的某客车变速器上二轴齿轮为例,若下料重量偏上差30g,锻件厚度就会偏上差1mm。我公司采用日本万阳的高精密剪床下料,下料重量偏差可控制在±10g以内。
⑵合理设计模具上油槽的深度。由于锻压机上生产的锻件,厚度多会超上差,且批量生产时模具上的油槽结构容易磨损,因此,在模具设计时,须在原有油槽深度的基础上适当加深,规定如下:对于机加工定位的那一面,可在油槽深度上加深0.3~0.5mm,非机加工定位的那一面,可加深0.7~1mm。
双面油槽冲孔变形的控制
⑴如果冲孔时油槽与内孔有一定距离(单边≥3mm),可在冲孔凹模刃口处做出凸起,将油槽保护在变形区外(图3)。这样,即使冲孔变形,也不会影响油槽的尺寸、形状。

图2 某客车变速器上二轴齿轮

图3 冲孔凹模刃口做凸起
⑵如果油槽直接与内孔相通,无法在冲孔凹模刃口处做凸起,将油槽保护在变形区外,可从两个方面入手解决冲孔时油槽变形的问题:
1)冲完孔后压油槽:利用冲孔切边顺序模的结构,冲完孔后在切边工序压出油槽(图4)。这种方法的优点:冲完孔后压油槽,油槽不会变形,尺寸稳定。但缺点是增加一个工步,当采用手工操作时,操作不太方便,且生产效率低。
2)设计新的弹性冲孔模结构(图5),使锻件在冲孔过程中始终处在被压紧状态,可有效预防冲孔变形,压紧装置应同时具有浮动及压紧两种功能,以提供足够的退件力,保证冲孔后顺利退件。
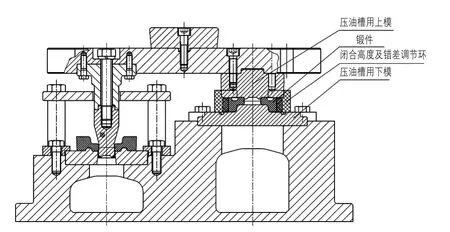
图4 冲完孔后压油槽

图5 弹性冲孔模
结论
⑴单面油槽可利用合理确定加工面的方法保证油槽深度,利用将冲孔时油槽面朝上的方法防止油槽变形。
⑵双面油槽的油槽深度控制:1)合理控制下料重量;2)合理设计模具上油槽的深度。
⑶双面油槽冲孔变形控制:1)在冲孔凹模刃口处做出凸起保护油槽;2)利用冲孔切边顺序模的结构,冲完孔后热压油槽;3)设计新的弹性冲孔模结构,压紧状态下冲孔。