深沟球轴承装球缺口磨削的工装改造
2014-03-07宗瑞武王书群张智超
宗瑞武,王书群,张智超
(1. 哈尔滨市精密特种轴承厂有限责任公司,黑龙江 哈尔滨 150030 ;2. 哈尔滨轴承集团公司 质量控制部, 黑龙江 哈尔滨 150036)
深沟球轴承装球缺口磨削的工装改造
宗瑞武1,王书群2,张智超2
(1. 哈尔滨市精密特种轴承厂有限责任公司,黑龙江 哈尔滨 150030 ;2. 哈尔滨轴承集团公司 质量控制部, 黑龙江 哈尔滨 150036)
带有装球缺口的深沟球轴承比同规格的普通深沟球轴承钢球数量多,从而有效地提高了轴承的承载能力。增加的钢球以常规方式无法装入轴承中,只能通过在轴承套圈端面设计一个装球缺口将增加的钢球装入轴承。此装球缺口带有角度,以现有设备加工很困难,引进新设备将会增加轴承制造成本。针对上述问题,对现有设备工装实施了改造,取得了良好的效果,节省了资金。
装球缺口;磨削;工装;胎垫;钢球;电磁夹盘
1 前言
某公司生产的重型卡车后桥变速箱需要一种高转速、承载能力大的轴承。该变速箱结构紧凑,使用普通深沟球轴承,转速可以满足但载荷不能满足要求;使用圆柱滚子轴承,载荷可以满足但转速又不能满足要求;结构紧凑的变速箱又限制了轴承的非标准设计。为此,采用带有装球缺口的深沟球轴承,解决了轴承的选用问题。
带有装球缺口的深沟球轴承,由于比同规格的普通深沟球轴承增加了钢球数量而提高了承载能力。钢球数量增加了,保持架的结构也随之改变,其保持架采用浅式浪形架和片状铆钉铆合,如图 1a 所示。钢球数量的增加,增大了设计填球角,多出的钢球无法以常规方式装入轴承中,只能通过装球缺口装入后合套,如图 1b 所示。
为方便装入钢球,装球缺口带有6°斜坡。对于带有角度的装球缺口的磨削加工没有成型设备,利用现有内圆磨床3MZ2015加工,要考虑被加工工件定位一致性、重复磨削一致性。同时,由于产品批量大,又要考虑磨削加工的生产效率,降低成本。因此,对于装球缺口磨削加工过程的关键在于磨削工装的改造。
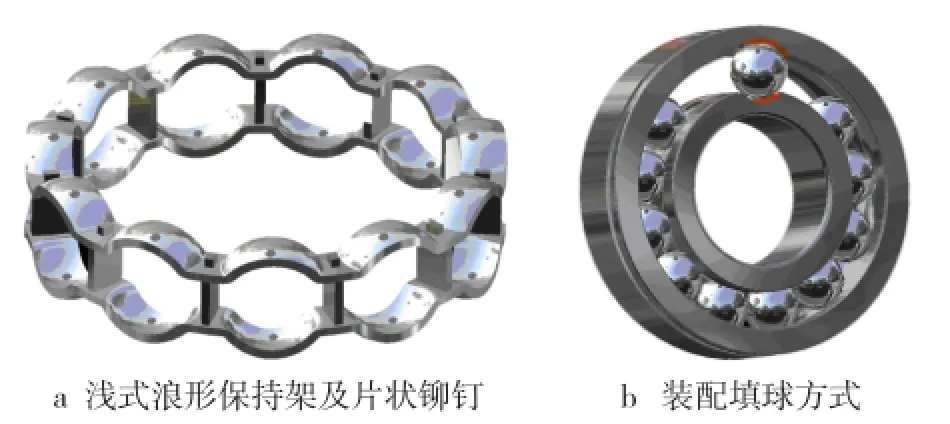
图1 带有装球缺口的深沟球轴承
2 工装改造过程
3MZ2015磨床磨削内孔时的工作状态如图 2所示。工作时,砂轮沿着轴线方向快进,达到磨削位置后,工件轴带动被加工件沿径向(垂直于砂轮轴线方向)快进——工进,实现振荡磨削内孔。可以用此设备磨削外圈装球缺口,但是,由于装球缺口带有6°斜坡(如图 3 所示),磨削时必须将工件轴调整与装球缺口相同的6°角度进行磨削。因为调整工件轴的角度精确度低,并且加工每一个套圈时都需要将砂轮与装球缺口进行对中,此种对中方法准确度也很低,不适合大批量生产。为提高批量生产效率,将磨工工装进行了如下改进。
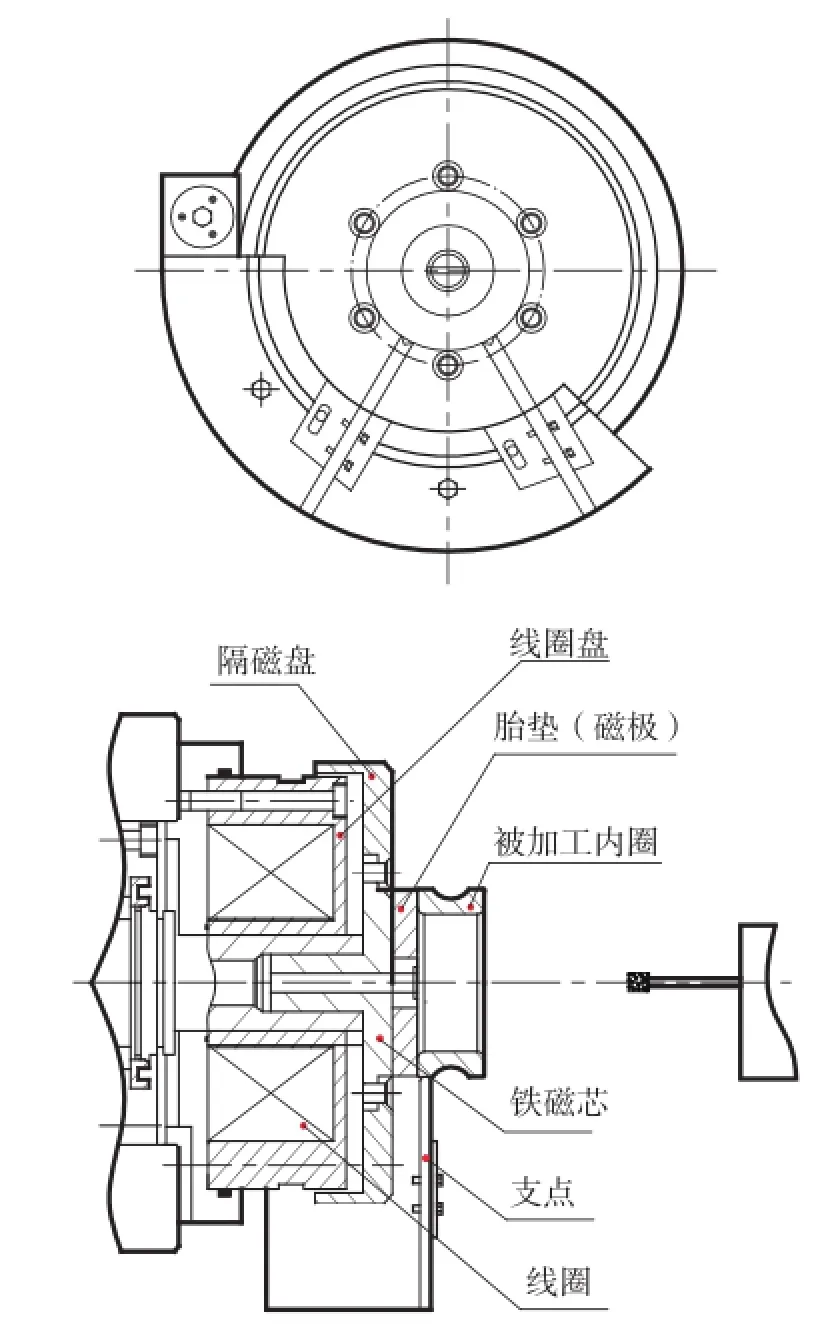
图2 3MZ2015磨床磨削内径时的工作状态
利用3MZ2015磨床磨削外圈装球缺口时,由于该磨床电磁夹盘位置所限制, 磨削外圈端面装球缺口时必须将原设备上两支点撤掉。因为装球缺口带有6°斜坡的特点,首先,考虑对胎垫的改造。要保持当外圈置于胎垫上时,装球缺口最大直径的中心线与砂轮轴线平行,需将胎垫改成带有6°斜面的不等厚度。将改进的胎垫固定于工件轴的磁盘上时,其胎垫的最厚与最薄点置于水平方向,并锁定工件轴。为了方便在加工中对正、定位、固定,保证定位一致性和重复磨削一致性,并提高加工效率,在改进的胎垫上设置定位孔,压紧螺钉孔和对正限位支点。加工时,先将定位销(为避免套圈挡边直径与定位销干涉,将定位销设计成不等直径台阶轴)插入定位孔,将装球缺口靠紧定位销。此时套圈由定位销及限位支点限位。为避免磨削受力时工件相对于胎垫径向滑移,再通过固定压板和压紧螺钉固定外圈,然后,撤出定位销、实施磨削(如图4所示)。磨削完毕后,松开压紧螺钉,撤出固定压板,取出外圈进行尺寸检测。如果达不到尺寸要求,可以重复安装和磨削,达到要求为止。
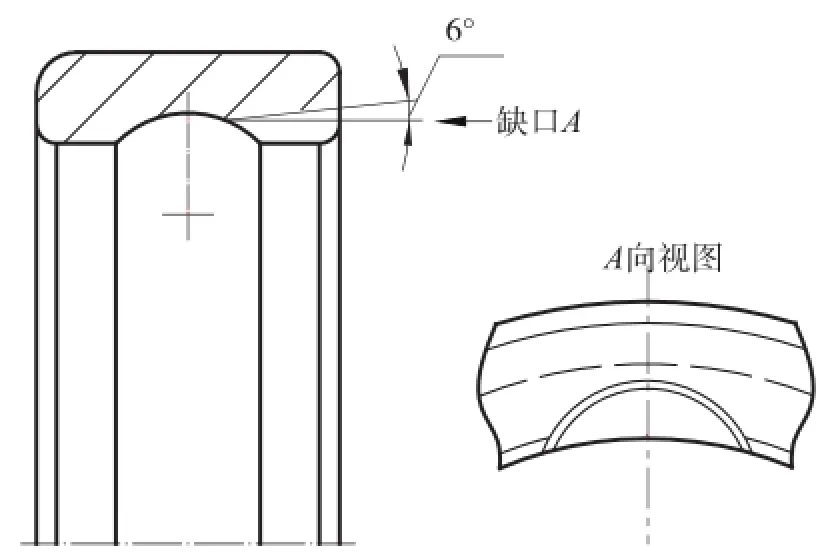
图3 外圈装球缺口
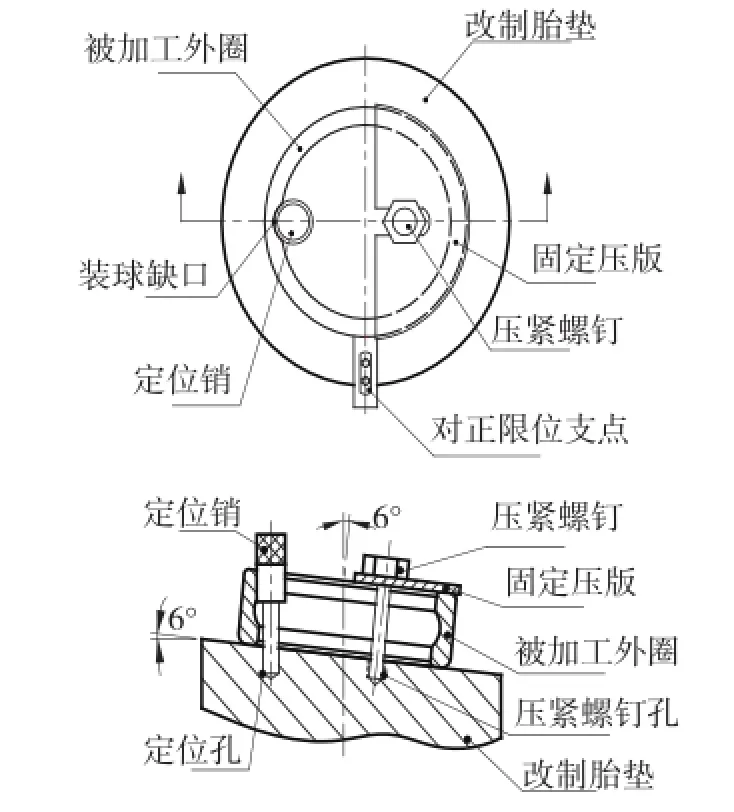
图4 改进后胎垫及工件定位图
3 结束语
对于3MZ2015磨床工装的改进,是企业现有状态下非常现实的技术改造,具有投资省、见效快的特点。 通过实践证明,改进后的工装,不仅提高了生产效率,而且定位准确,保证了产品质量;同时,使加工简单,非常有利于大批量生产。加工装球缺口的铣床也按同样的方法对工装进行了改进。本文仅以磨削轴承外圈缺口为例,磨削内圈缺口时工装改进原理与加工外圈相同。
(编辑:杨晓慧)
Modif i cation of fi lling slot grinding tooling for deep groove ball bearing
Zong Ruiwu1, Wang Shuqun2, Zhang Zhichao2
( 1.Harbin Precise and Special Bearing Plant Co., Ltd., Harbin 150036, China; 2. Department of Quality Control, Harbin Bearing Group Corporation, Harbin 150036, China )
Deep groove ball bearings with fi lling slot can improve eff i ciently carrying capacity of the bearing, for which have more balls compared with the same size of ordinary deep ball bearings. The increased ball can not be fi lled into the bearing in conventional way, but only can enter the bearing through designing a fi lling slot on the face of rings. It is diff i cult to process the angled fi lling slot if use our available equipment, and it will increase manufacturing cost if introduce new equipment. The available equipment has been modif i ed for the above problem and has got good effect so as to save money.
f i lling slot; grinding; tooling; locating ring; electromagnetic chuck
TH133.33+1
B
1672-4852(2014)01-0003-02
2013-08-22.
宗瑞武(1963-),男,技师,车间主任.
