圆弧砂轮的修整和金刚笔的调整方法
2014-03-07孙海波韩淑敏
张 强,孙海波,韩淑敏
(1. 哈尔滨轴承集团公司 小型球轴承分厂 ,黑龙江 哈尔滨 150036 ;2.哈尔滨轴承集团公司 铁路轴承制造分厂,黑龙江 哈尔滨 150036)
圆弧砂轮的修整和金刚笔的调整方法
张 强1,孙海波2,韩淑敏1
(1. 哈尔滨轴承集团公司 小型球轴承分厂 ,黑龙江 哈尔滨 150036 ;2.哈尔滨轴承集团公司 铁路轴承制造分厂,黑龙江 哈尔滨 150036)
介绍了磨削球轴承沟道用砂轮的修整方法及修整砂轮圆弧所用金刚笔的不同调整方法,对保证和提高球轴承沟道磨削质量和加工效率具有借鉴作用。
磨床;球轴承;沟道曲率;圆弧砂轮 ;金刚笔
1 前言
球轴承沟道要用相应成形的砂轮进行磨削,切入磨削沟道所用砂轮表面必须由修整器上的金刚笔修整成形,不同曲率半径的沟道要用不同圆弧形状的砂轮磨削,修整砂轮的金刚笔修整点与回转中心要调整到不同位置,现有一些调整方法因其准确度、调整效率和操作方便程度不同,需要比较采用。
2 摆头磨床对砂轮的修整方法
摆头磨床磨削沟道时工件轴的床头座要绕其回转中心以一定角度摆动,加工工件的沟道曲率半径R中心要调整到与床头座摆动中心线同轴心。对砂轮表面的修整通常根据工件沟道曲率形状采用手动粗修整,在工件随机床摆动中用沟道磨量使橡胶砂轮在磨削过程自我修整成形,用球头样板检查工件沟道曲率半径的大小。
由于内沟磨床砂轮直径大橡胶砂轮在磨削过程自我修整成形时间长,改进有了附加砂轮修整器(见图 1 所示),其金刚笔的位置用渐近调整的方法,将砂轮修整成形。
金刚笔位置的确定。用修整成形砂轮将铁片磨出相应形状,用球头样板检查其曲率半径的大小(如图 2 所示),根据检查情况调整金刚笔的位置,直到在铁片上磨出的形状,用球头样板检查基本达到要求形状就可磨削工件。修整成形后的砂轮在磨削过程能快速自我修整,磨削出合格的沟道形状。
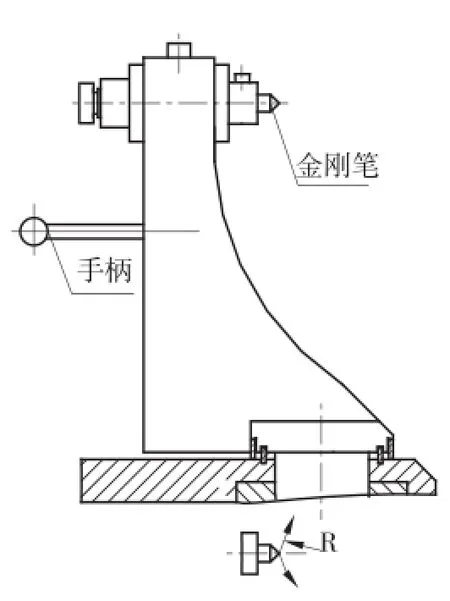
图1 摆头磨内沟砂轮修整器
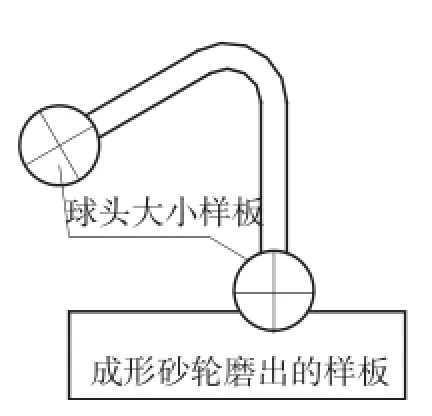
图2 用沟曲率样板校对砂轮形状
3 切入磨削磨床金刚笔的调整方法
切入磨床用形状保持性能好的陶瓷砂轮,必须用修整器上的金刚笔将砂轮表面修整成适当的圆弧形形状才能加工工件沟道(图3所示),金刚笔的位置有以下调整方法。
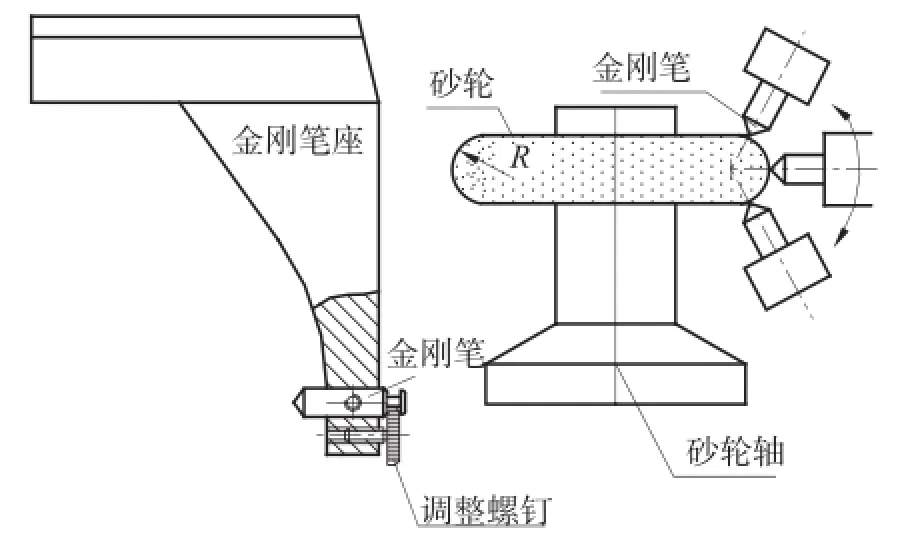
图3 切入磨削修整方式示意图
3.1 常用调整方法
与摆头磨床不同,切入磨床要求金刚笔调整的位置要准确,要用调整螺钉调整和定位(图3左下侧所示)。修整砂轮时用调整螺钉调整金钢笔的位置逐渐进退,砂轮修整成形后,用铁片磨出相应形状,用如图 2 所示球头样板检查其的曲率半径大小,调整到金刚笔的位置使砂轮表面修整达到要求的圆弧形状才能磨削工件。
切入磨床磨削的沟道质量主要取决于砂轮工作表面的形状和外观质量,要求修整时修整器回转的速度要均匀稳定,要求修整出的砂轮圆弧表面外观质量好,不能有手感不平。磨削加工过程还要随机抽检沟道质量,出现问题及时调整修整器和金刚笔。
这种金刚笔位置渐近调整的方法,通常要多次调整才能使被修整的砂轮表面达到要求圆弧形状,效率较低。
3.2 有基准的调整方法
一种是在修整器回转中心处加工有安装孔,在安装孔上安装定位柱(如图 4 所示),以定位柱定位点作基准调整金刚笔的位置,定位柱的定位点与修整器回转中心距离等于加工件沟道曲率半径R,定位金钢笔的修整点在距离修整器回转中心为工件沟道曲率半径R处,通过修整器回转,固定后的金刚笔可以修整出相应曲率的砂轮表面圆弧形状。
另一种方法是以金刚笔座侧面为基准,调整金刚笔的修整点到金刚笔座侧面的距离H(如图4 所示)。这种方法要确定金刚笔座侧面到修整器回转中心的距离E,安装金刚笔后用卡尺测量H值大小。金刚笔的修整点到金刚笔座侧面距离应调整到H=E-R,固定后的金刚笔可以修整出相应形状的砂轮圆弧表面。
以定位柱定位点作基准调整金刚笔的位置的方法,当加工产品规格比较多时需要的定位柱规格要多,管理不方便。以金刚笔座侧面为基准调整金钢笔的方法,现有修整装置金刚笔座侧面到修整器回转中心的距离E测不准。现场以两种方法结合进行调整,这种方法是以固定尺寸的定位柱定位点作基准定位金刚笔修整点,安装金刚笔后其与修整器回转中心的距离为R,撤走定位柱测量金刚笔修整点到金刚笔座侧面的距离为H,当加工不同工件时,设其沟道曲率半径为Rx,通过测量H部位,将金刚笔调整Rx-R=δ距离,则金钢笔的修整点与修整器回转中心的距离为Rx。
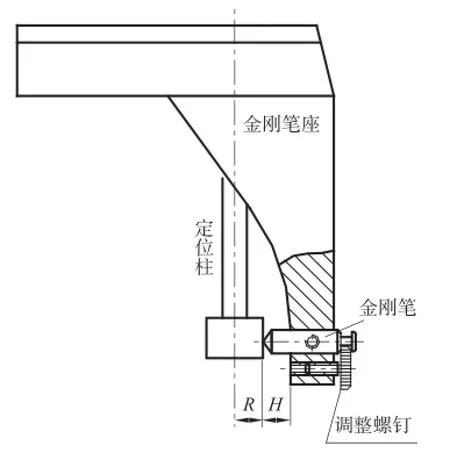
图4 改进调整方式示意图
4 砂轮修整器金刚笔位置调整的新方法
如图 5、6 所示砂轮修整器和金刚笔位置调整定位方法,国产沟道磨床少有,值得推荐使用。
该砂轮修整器金刚笔位置由机外调整机构(见图 5)和机上调整(图 6 所示)两次调整完成。机外调整装置由件 1 和件 2 两件组合而成,件 1 和件 2 的结合面与定位销定位面距离H,等于图 6 所示修整器回转中心O-O至修整器回转体定位面的距离H。将件1上百分表测点靠紧件 2定位销的端面,其测点与结合面距离为H,将表针位置指向 0 位,然后将件 1 安装至修整器定位面处,此时百分表表针位置为 0 位时测点与修整器回转中心O-O距离为 0,根据加工件沟道的曲率半径R大小采用仪表等测量方法,可以准确地将金钢笔修整点调整至与修整器回转中心O-O为R距离处,紧固金刚笔、拆掉件1,用修整器修整砂轮,就可以修整出符合要求的砂轮圆弧表面形状。在加工过程再次修整时,可通过补偿机构调整修整量,出现变化可通过微调装置调整修整器金刚笔位置,保证加工质量。
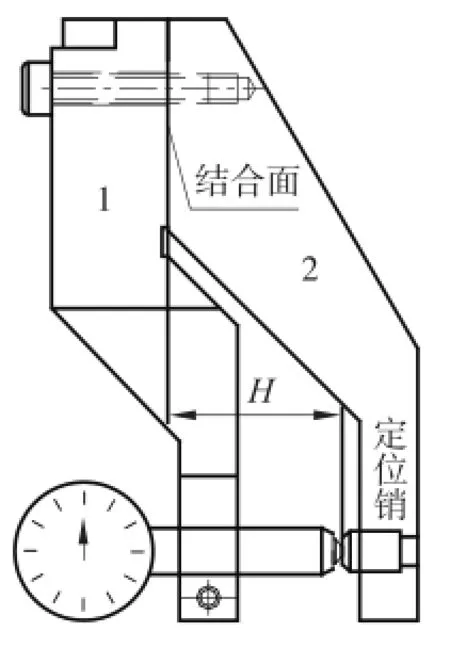
图 5 机外调整装置
5 结束语
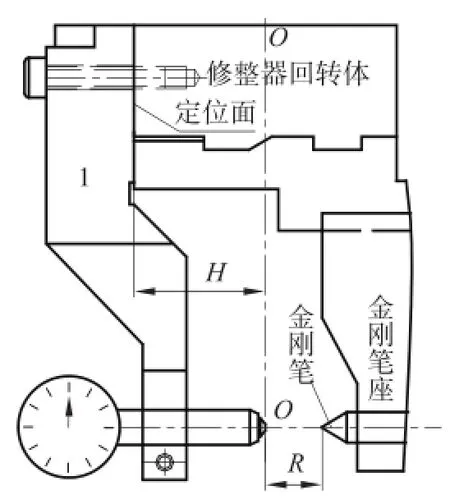
图6 金刚笔位置调整示意图
实践表明,加工圆弧沟道时,砂轮修整器金刚笔调整方法中采用有基准的调整方法比常用调整方法好,有调整基准才能较快调整好金刚笔的位置。文中砂轮修整器金刚笔调整新方法,采用砂轮修整器调整装置,能高效快捷将金刚笔调整到准确位置。
(编辑:林小江)

图4 改后整形模钢球座
6 结束语
通过对6300、6400等系列浪形保持架整形模结构的改进,优化了模具结构,节约了模具的加工成本,降低了保持架的加工难度。降低了模具的制造难度,模具质量得到保证,提高了模具的稳定性,产品质量得到提高,减少了操作者的调整时间,减轻了劳动强度,工作效率得到提高,取得了良好效果。
(编辑:杨晓慧)
Round grinding wheel repair and diamond stylus adjustment
Zhang Qiang1, Sun Haibo2, Han Shumin1
(1.Small Ball Bearing Branch,Harbin Bearing Group Corporation,Harbin 150036,China;Railway Bearing Manufacturing Subfactory ,Harbin Bearing Group Corporation ,Harbin 150036 ,China)
This paper introduces repair method of grinding wheel for grinding ball bearing groove and adjustment method of repairing wheel by diamond stylus, which has reference role to enhance bearing groove gringing quality and eff i ciency.
grinding machine; ball bearing; groove curvity; round grinding wheel; diamond stylus
TG581
B
1672-4852(2014)01-0015-03
2013-08-20.
张 强(1967-),男,技师.
