数控车床夹具的改进
2014-03-07吴志平杨明亮
吴志平,孙 磊,杨明亮
(哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨150036)
数控车床夹具的改进
吴志平,孙 磊,杨明亮
(哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨150036)
数控车床现有夹具为整体式设计,不仅成本高,制造困难,而且加工范围小。针对以上问题,对夹具进行了改进设计,变整体式夹具为分体式夹具,节省了成本,扩大了加工范围和通用性。
数控车床;三爪自定心夹具;圆柱形夹块;螺栓
1 前言
轴承生产是专业化生产,品种规格多,加工质量要求高,因此轴承套圈车削加工所用夹具就应具有夹持牢固可靠、套圈变形小、定位精度高、制造容易、使用寿命长等特点。现有数控车床夹具为整体式三爪自定心夹具,成本高,夹持部位加工难度大,加工范围小。为了克服上述缺点,在分析夹具的力学特性的基础上,本着夹块通用性及安装简易性的要求,对原有夹具进行了改进设计,设计出一款加工范围300mm以内,适合大、中、小型轴承内外夹结构的综合性通用夹具。
2 现有夹具特点
现有车床夹具为整体式三爪自定心夹具(如图 1 所示),在加工产品时,根据夹持产品的大小,在夹爪的A部位加工出夹持产品需要的相应角度的弧线,加工出所需弧线后实际应用的夹爪,如图 2 所示。因此,每套夹具只能完成与其相应尺寸范围产品的加工,而我公司轴承产品规格多,很难实现全部系列产品的夹具供给,即使全部供给,成本巨大,且部分夹具利用率并不很高。
由于是整体夹爪,加工时存在诸多加工特性,加工难度大,需要各类机床综合加工,而我公司不具备相应加工能力,只能进行外购或外委加工,这样加工周期和各项精度很难得到保证。
一套夹具的成本为2 000元左右,且一台机床需要各型夹具多套,而夹具属于消耗类辅具,单机年消耗量约为10 000元左右,按现有数控设备6台计算,年消耗夹具60 000元左右。
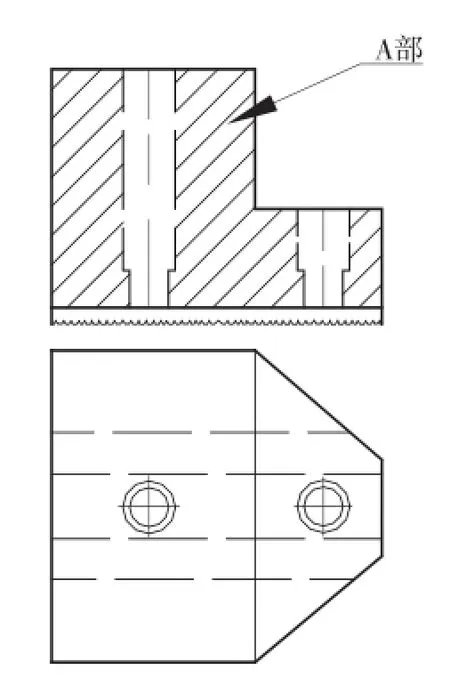
图1 改进前夹爪示意图
3 改进后夹具的特点
改进后夹具采用组合式设计(如图3所示),由基体1与圆柱形夹块2两部分组成。基体1是常规件,圆柱形夹块2为此夹具的夹持件亦为消耗件。圆柱形夹块通过螺栓3及滑块4与基体实现连接。滑块可以在三档弧形滑道中自由滑动,以实现圆柱形夹块对不同规格产品的夹持并保证其加工精度,圆柱形夹块的圆周包容面积达到80%,这对轻系列产品加工提供了保证。圆柱形夹块的设计保证了复合夹具加工简便,成本低廉的特性,因此改进后的夹具圆柱形夹块部分可实现自行加工和批量加工的优势。
改进夹具的设计首先满足夹具的力学特性,圆柱形夹块通过螺栓、滑块与基体实现四点定位,紧密连接,其次圆柱形夹块的设计保证了其通用性和低廉的制造成本,夹具基体的三档滑道,分别应对大、中、小型产品的加工, 通过拼凑圆柱形夹块数量,实现夹持圆周面积的最大化,保证了加工工件的尺寸及精度,不易导致加工工件变形。
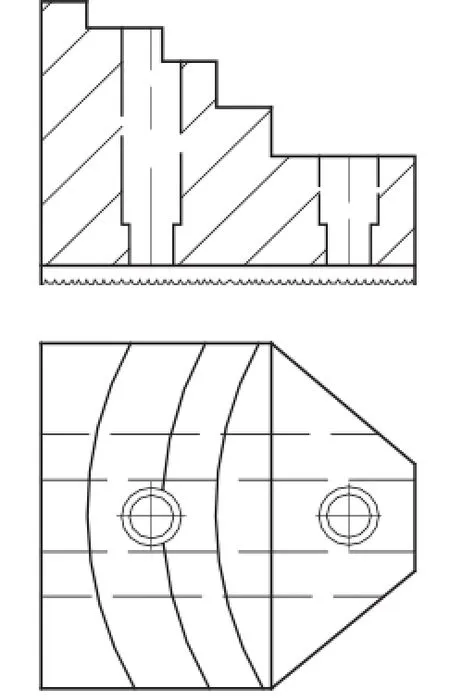
图2 夹爪
4 改进后夹具与原夹具的成本对比
改进后夹具除基体制作成本较高外(改进后夹具基体可反复使用),圆柱形夹块由棒料即可自行加工,制作成本为原有夹块成本的十分之一,约200元左右,按现有车工工段6台数控机床,年单机使用5套夹具计算,原有夹具制作成本为60000元左右,改进后夹具制作成本为18 000元左右(包括基体费用)。第二年只需加工圆柱形夹块,其成本为6 000元左右。通过对比,可以明显看出改进后夹具的制作成本大大降低,且随着时间的推移它的成本优势将越发突出。

图3 改进后夹具示意图
5 改进后夹具的实际应用
为了更好地验证改进夹具的实用性,试制的多个轻系列产品的各项技术指标全部满足标准要求。下面以7038ACTA/01产品为例,利用车床设备ETC5075进行合并加工外沟、外坡 、小头R面工序,批量:130件,试验结果如表 1 所示。
通过表 1 数据可以看出改进后夹具完全满足产品加工工艺要求。
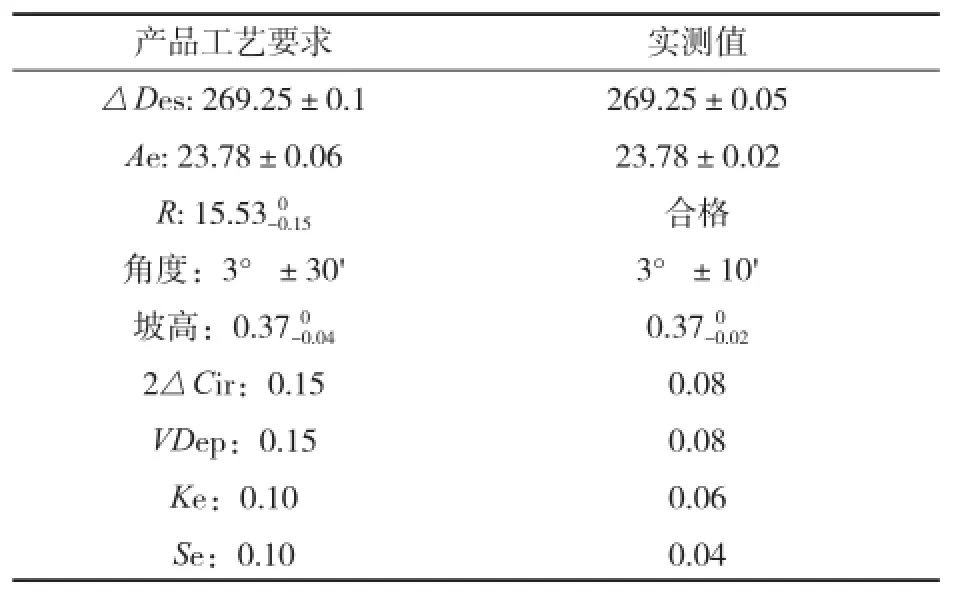
表1 改进后夹具试验结果/mm
6 结束语
通过多次试验,改进后夹具已投入产品加工使用,基本具备夹具加工简单、成本廉价、安装简便易控等优点。为适应加工产品的不同系列及规格,逐渐完善圆柱形夹块规格,实现该夹具的系列化和标准化。
(编辑:林小江)
Improvement of NC lathe fi xture
Wu Zhiping, Sun Lei, Yang Mingliang
(Harbin Hazhou Precision Bearing Manufacturing Co.,Ltd.,Harbin 150036,China )
The existing fi xture of lathes is of overall design, not only the high cost, manufacturing diff i culty, but also processing range small. The fi xture has been improved for the above problems, form the overall design to separate design, so as to save cost, expand processing range and universality.
NC lathe; three jaw self-centering fi xture; cylindrical fi xture block; bolt
TG519.1
B
1672-4852(2014)01-0013-02
2013-08-25.
吴志平(1978-),女,工程师.
