光纤引导皮秒激光Al2O3陶瓷精细刻线研究
2013-09-10季凌飞蒋毅坚
李 健,季凌飞,吴 燕,凌 晨,蒋毅坚
(北京工业大学激光工程研究院,北京 100124)
激光束具有单色性好、亮度高、空间控制性和时间控制性良好等优点,目前已广泛应用于材料加工等领域。但是,早期由于激光器本身的脉宽、频率、功率等基本参数的限制,对材料的处理主要基于激光束产生的热效应。在加工过程中,光束能量不可避免地以热传导的形式扩散到材料作用范围以外的区域,使加工精度无法得到突破性的提高。超短脉冲激光系统的快速发展为激光能量在空间和时间上的精确化定位提供了可能。其中,皮秒激光具有≤10-11s 的超短脉冲,因此,能在光束注入热量扩散之前将材料以"电子态"离化形式去除,适当调整皮秒激光的工艺参数能避免产生多余的热量,形成材料的"冷"去除[1]。皮秒激光具有极窄的脉冲宽度,在较低的脉冲能量情况下,激光器就能达到非常高的峰值功率,可实现包括硬脆性难加工材料在内的精细加工效果。Lee 等[2]进行了脉宽10 ps 的皮秒激光与脉宽30 ns 的纳秒激光对厚度100 μm的Si 片进行打孔的对比实验,使用25 μJ、355 nm的皮秒激光加工直径20 μm 的小孔,孔边缘几乎无热效应,仅在入光口看到加工产生的碎屑;而使用波长355 nm 的纳秒激光加工同样尺寸的硅小孔,孔边缘的热影响区十分明显,区域中分布大量的氧化物飞溅熔凝残渣,且小孔锥度较大。Muhammad 等[3]使用波长343 nm 的皮秒激光系统进行铂-铱合金及镍-钛合金心血管支架的切割,切割边缘十分光滑,无明显毛刺。使用超短脉冲切割材料,可最大限度地降低切口边缘附近裂纹的形成,且不需要后期处理。
陶瓷材料因具有高熔点、高强度、耐腐蚀、耐磨损等特征,被广泛应用于生物、电子、航空航天等领域[4]。陶瓷是共价键、离子键或两者混合化学键结合的物质,晶体间的化学键方向性强,具有高硬度和高脆性的本征特性,因此,加工陶瓷材料一般使用CO2激光器及YAG 激光器。本课题组通过国家自然科学基金项目"激光离散通孔密排实现陶瓷厚件无损切割的基础研究",实现了厚度超过10 mm 陶瓷自由路径的激光离散通孔密排无裂纹切割新技术[5]。在使用3.5 kW 的CO2激光器实现无裂纹切割的研究中发现,即使采用光束质量非常好的光纤激光(M2≈1.1)或slabCO2激光(M2≈1.4)加工光源,长脉宽的热效应会本征地降低陶瓷的加工精度,熔凝层及切缝下缘挂渣等都是难以避免的不良加工效应。超短脉冲能克服这类不良效应,但材料去除率极低。Jandeleit 等[6]对用脉宽40 ps和10 ns 的激光加工Si3N4、SiC、WC 的材料去除率进行了研究,发现脉宽越短,材料去除率越低。
1 实验过程及方法
实验采用高功率皮秒激光系统,该系统由激光器(PX100‖-A)、反射镜组、振镜(TS-12-Y/CS-R)等组成(图1)。激光脉冲宽度≤20 ps,重复频率为20 000 kHz,最大功率为70 W,研究采用1064 nm的输出波长。实验所用材料是厚度1 mm 的氧化铝陶瓷片和标准单模光纤,将剥去涂覆层的光纤擦拭干净后直接铺在陶瓷表面,光纤包括纤芯和包层,直径为125 μm。
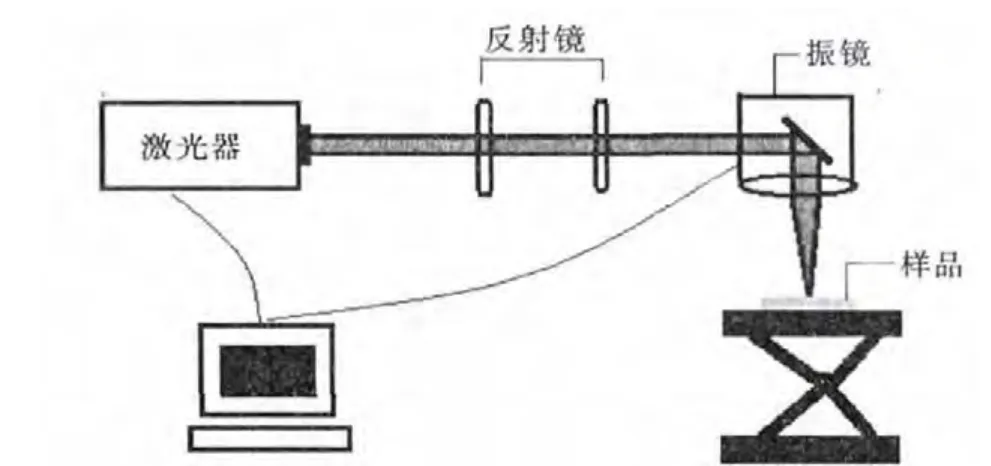
图1 皮秒加工系统示意图
激光器发出的激光束经反射镜反射后入射到振镜,振镜的最大功率为10 W,将样品置于距振镜焦点9 mm 的工作台上,振镜动态扫描样品,设置扫描间隔小于聚焦光束的直径(50 μm),重复频率设置为100 kHz,扫描速度为300 mm/s。完成加工后,使用OLS-3100 共聚焦激光扫描显微镜观察激光加工后的微观形貌,结果表明:在铺有光纤的陶瓷表面实现了刻线的加工。
2 理论模拟
时域有限差分法(FDTD)是理论模拟的基础,该方法用于求解Maxwell 旋度方程,采用具有相同电参量的空间网格模拟被研究物理,通过选取合适的入射场和计算空间的吸收边界,按时间步推进的方法得到时间变量的Maxwell 方程的数值解。FDTD的物理概念清晰,计算量和存储量相对较小,能模拟复杂的目标结构。本文的模拟过程采用CST 电磁波分析软件实现,以可视化的形式观察光垂直入射光纤后的场强分布。首先建立三维模型,根据实验所用光纤的实际尺寸及入射光波长进行建模(图2)。

图2 光纤的三维模型
实验所用的是标准单模光纤,其纤芯和包层是同种材料,总直径为125 μm,但纤芯中掺杂少许其他材料,使其折射率高于包层的折射率。所用光纤的纤芯直径为8 μm,折射率为1.45,根据介电常数是折射率的平方的关系,故纤芯的介电常数为2.1025。设纤芯折射率为n1,包层折射率为n2,则定义相对折射率差为:

单模光纤相对折射率差一般为0.3 %,根据式(1)可计算出包层的折射率为1.44565,介电常数为2.0899。
图3 是利用CST 软件模拟光纤在入射光波长为1064 nm 情况下,电场强度E 的分布结果图。从图3 可发现电场E 在光纤出射面有增强效应,电场强度E 约为4.5 V/m,入射电场强度E0为1 V/m,增强约4.5 倍。根据光强与电场强度的关系I≈E2,可得出光强是入射光强的20 倍。光强的增强,使得在具有高熔点、高硬脆物理特性的陶瓷表面产生刻蚀成为可能,小于聚焦光束直径(50 μm)的增强区域尺寸保证了刻蚀精度的提高。
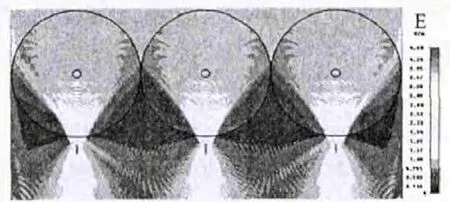
图3 光垂直通过光纤的电场分布模拟结果图
3 结果与讨论
实验中,光源选用波长1064 nm 的激光,扫描次数5 次,激光功率10 W,扫描速度300 mm/s,重复频率100 kHz,将铺有光纤的陶瓷片置于距光斑焦点9 mm 处,可实现线槽的加工(图4)。
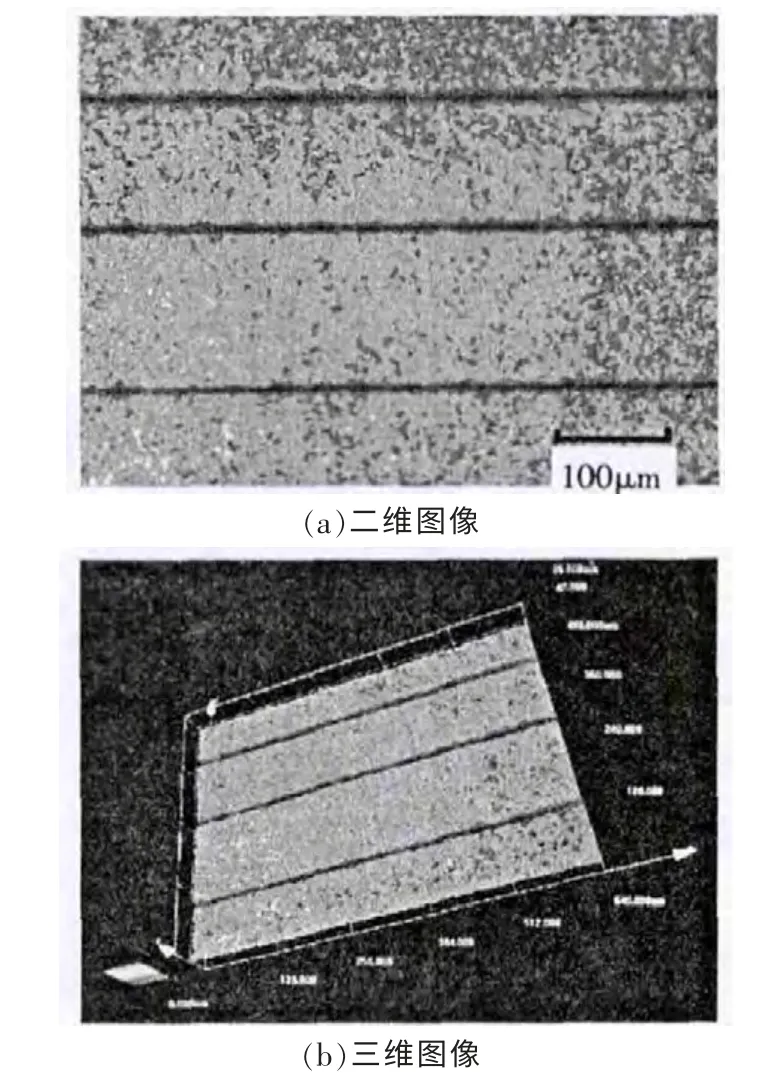
图4 光纤引导皮秒激光实现凹槽加工的共聚焦图像
光纤引导皮秒激光加工的线槽边缘整齐,没有热影响区和陶瓷的重凝层。为了确定加工效果,每条线槽取5 个不同的点进行线宽及深度测量(图5),共15 个值(表1)。计算出线宽平均值为17.923 μm,深度平均值为7.753 μm。
3.1 激光直接加工陶瓷实验对比
设置同样的加工工艺参数,使用振镜直接动态扫描陶瓷表面,完成加工后,使用共聚焦扫描显微镜可观察到陶瓷表面无任何变化,未能实现线槽的加工(图6)。该实验验证了光纤对激光的光强具有增强效应,在同样参数条件下,光纤引导激光在陶瓷表面实现刻线的加工,该方法提高了加工效率。
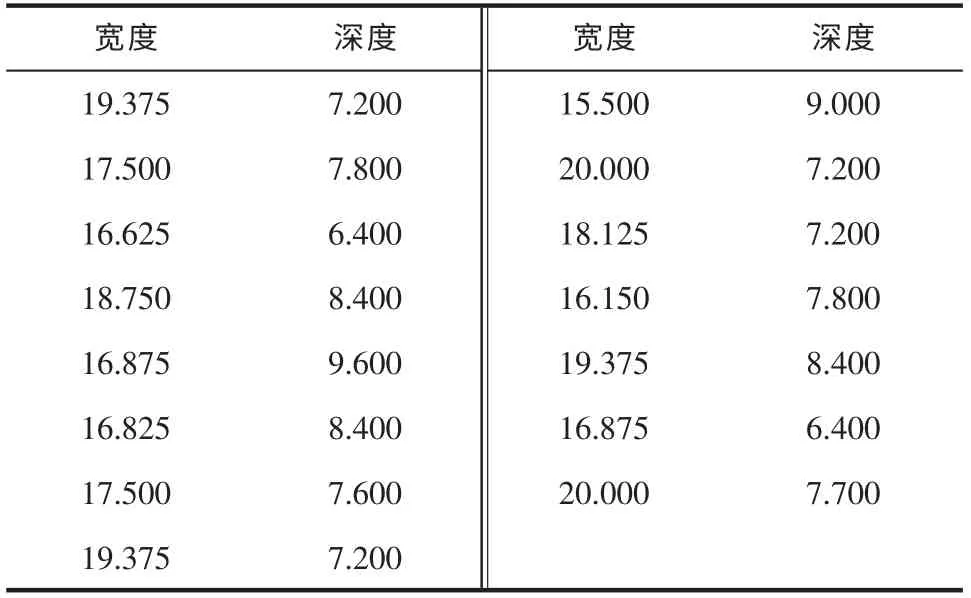
表1 15 个不同位置的线槽线宽及深度 μm

图5 线宽及深度测量示意图
图6 未铺光纤,激光直接加工陶瓷表面的共聚焦图像
3.2 激光聚焦加工陶瓷实验对比
陶瓷具有高硬脆的属性,属于难加工材料。在同样加工工艺参数下,激光直接扫描陶瓷未实现线槽的加工。为了对比皮秒激光加工陶瓷与光纤引导皮秒激光加工陶瓷的效果,将未铺光纤的陶瓷片固定在工作台上,并置于振镜焦点处,此时的能量密度达到最大。设置相同的加工工艺参数,其结果见图7a,通过测量,在振镜焦点位置直接加工的线槽线宽约为40 μm(图7b)。这是因为激光经过振镜后聚焦的光斑直径为50 μm。利用光纤引导激光加工的线槽线宽为17.923 μm,后者显著提高了激光刻蚀的加工精度。

图7 焦点处,激光加工陶瓷表面的共聚焦图像
4 结论
光纤引导皮秒激光实现Al2O3陶瓷表面线槽的加工,方法简易可行。利用CST 软件对光垂直通过光纤后出射面的电场强度分布进行了模拟,模拟与实验同时证明光纤对光强具有增强效应。通过光纤引导,激光加工的沟槽边缘光滑整洁,线宽可达17.923 μm。光纤引导皮秒激光使得在具有高熔点、高硬度的陶瓷表面实现高精度的精密加工成为可能,在提高精度的同时提高了效率。
[1]陈东海,李发良.基于Fokker-Planck 方程的电介质材料短脉冲激光破坏机制分析 [J].强激光和粒子束,2011,23(2):344-348.
[2]Lee S,Ashmead A,Migliore L.Comparsion of ns and ps pulses for Si and glass micromachining applications[C]//Proc.of SPIE 7193.San Jose,2009:791322-1-10.
[3]Muhammad N,Whitehead D,Boor A,et al.Picosecond laser micromachining of nitinol and platinum-iredium alloy for coronary stent applications[J].Applied Physics A,2012,106(3):607-617.
[4]王瑞刚,潘伟.可加工陶瓷及工程陶瓷加工技术现状及发展[J].硅酸盐学报,2001(3):27-35
[5]季凌飞,闫胤洲,鲍勇,等.致密Al2O3陶瓷厚板激光离散通孔密排无损切割新技术研究 [J].中国激光,2011,38(6):0603002-1-0603002-6.
[6]Jandeleit J,Horn A,Kreutz E W,et al.Micromachining of mateals and ceramics by nano-and picoseconds laser radiation[C]//Proc.SPIE 3223.Austin,1997:34-42.