钛板下颌假体的柔性化三维曲面展开与快速冲压成形工艺研究
2013-09-10李涤尘刘亚雄贺健康靳忠民
连 芩,李涤尘,乔 莎,刘亚雄,贺健康,王 玲,靳忠民
(西安交通大学机械制造系统工程国家重点实验室,陕西西安 710049)
因肿瘤或外伤造成的人体下颌骨缺损,会使面部发生畸形或产生咀嚼、吞咽、呼吸困难等生理功能障碍。钛合金下颌假体是一种有效的内植物,用以替换损坏的下颌骨[1-3]。但人体下颌骨是活动性骨骼,因此要求假体与面部相配骨骼的结构匹配性高;同时为了避免金属应力遮挡造成的骨吸收和松动等问题,必须针对每一位患者进行下颌假体的定制化设计和制造[4-5]。而现有以精铸工艺为基础的定制化下颌假体因成形制造过程复杂,制造周期长[6],无法满足低成本、短时间的医疗需求。
光固化原型技术作为高精度的增材制造技术,其优势之一是制造复杂形状产品的快速模具,且周期短、成本低、适合一体化设计和整体式成形,可大大降低产品的制造周期[7-8]。而钛合金薄板也被广泛用于骨缺损修复,薄板钣金加工方法具有加工精度、效率高等特点。为此,本文提出一种以钣金工艺制备钛板下颌假体的柔性化结构设计和制备方法,即首先使用数控铣削技术加工钛合金薄板制造二维下颌假体,然后利用增材制造技术制造快速模具,再经过钣金压制加工二维下颌假体,成形具有柔性化结构的三维下颌假体。
由于下颌颏部缺损的曲率变化最大[9-10],在钛合金薄板经压制成形为三维结构假体的加工过程中易出现变形、起皱和破裂等问题。本文以此为研究对象,研究适合骨生长的下颌假体柔性化结构,并探索与此适应的快速压制加工的工艺优化方法。
1 材料和方法
1.1 下颌假体的柔性化三维结构设计
按文献[10]设计具有槽型镂空柔性化结构的下颌假体几何模型(图1),其槽宽B=2 mm,槽间距D=2 mm,槽深H=14 mm。假体体部长46 mm,连接板长25 mm,螺孔直径3 mm。钛板厚度为1 mm。
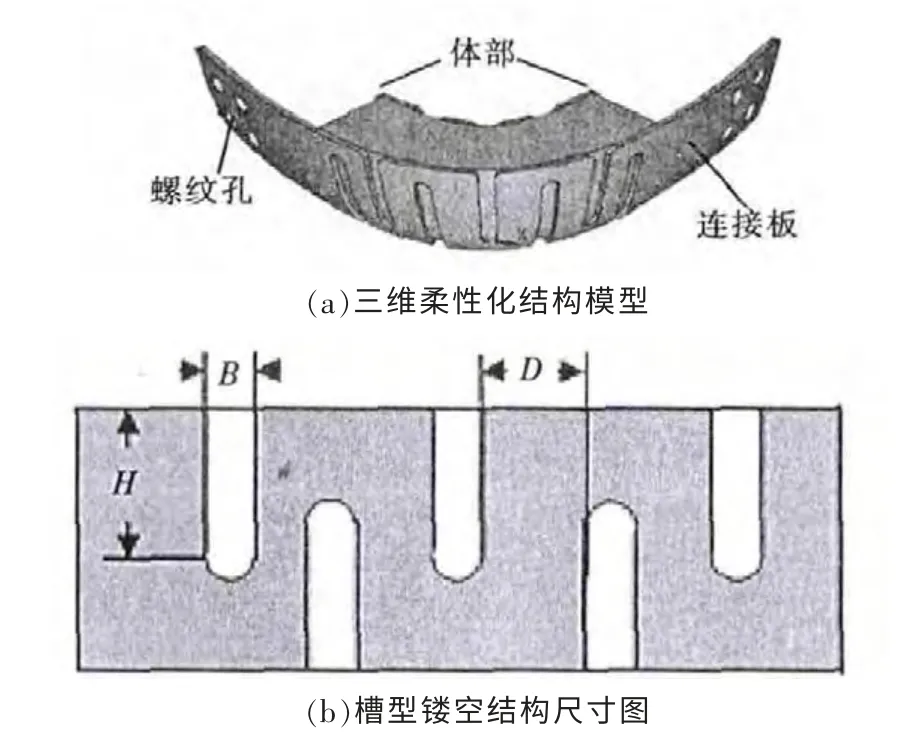
图1 下颌假体CAD 模型
1.2 二维下颌假体的工艺性设计
采用Dynaform v5.5 钣金成形模拟软件进行下颌假体的曲面展开和冲压成形的工艺性设计。首先,将假体柔性化结构模型以IGES 文件导入eta/DYNAFORM 软件,设计凹、凸模具模面;并对三维假体曲面进行平面展开模拟,预测毛坯的尺寸和结构的可延展性。观察分析下颌假体的展开平面模型中结构干涉区域的发生位置,保留原槽型镂空结构的尺寸参数,仅改变假体体部槽的贯通数量和边缘端封闭方式,获得修正后的二维下颌假体。然后,利用软件有限元分析模块评价假体、模具的设计可行性。
1.3 快速模具与快速压制工艺
利用SPS350B 激光快速成形机制造树脂模具空心壳体,内部以金属树脂填料填实形成快速冲压模具。利用YMC-6050 数控雕铣机加工1 mm 厚度钛板(产品号TC4),获得二维下颌假体。
在PLD-5 kN 微机控制电液伺服生物力学疲劳试验机上进行三维下颌假体的压制加工,加载负荷小于800 N,加压速率为2 mm/min。
1.4 性能检测
利用FARO-P12-7 关节便携式激光扫描测量机和TR300 粗糙度形状测量仪进行下颌假体的三维结构特征检测,并与下颌假体的CAD 模型进行拟合比对,分析假体的加工精度和表面质量。
2 结果
2.1 二维下颌假体的工艺结构
利用eta/DYNAFORM 软件Die-Face Engineering 模块获得凹、凸模具(上、下模具)的曲面数据。利用Blank Size Engineering 模块,得到下颌假体平面展开后的最初轮廓形状(图2a)。结果显示,结构干涉区域全部发生在3D 模型曲率大的体部内侧边缘。在延续原有镂空结构尺寸参数的基础上,通过结合改变边缘端封闭方式和假体体部中央贯通数量进行下颌假体二维结构的修正,获得修正结构毛坯(图2b)。图2c 是其冲压后的三维结构效果。

图2 下颌假体的二维结构平面图
2.2 二维下颌假体的结构成形性分析
采用无压边冲压成形工艺,将凸模(上模)以一定的速度向下运动与坯料接触,然后和坯料一起向下运动。在Dynaform v5.5 环境下设置网格尺寸控制参数为0.5~1 mm,间隙公差为0.001 mm。凸模下压速度为2 mm/min。计算分析结果显示,冲压后钛板各区域的变薄率不同(图3a),厚度变化范围均匀地分布在0.07~0.28 mm。小圈标注的最薄区的变薄率为-7.1 %,最大变薄率为28.5 %。由于钛板的变薄率要求控制在30 %以内方能在冲压过程中不开裂,因此该变形率在合理范围内。
图3b 显示出假体模型节点没有处于破裂区和破裂危险区,整个成形过程未出现破裂缺陷。模型节点主要集中于安全区和起皱趋势区,少量的起皱区节点发生在零件边界以外,不会影响产品质量。

图3 下颌假体冲压的薄度云图和成型极限图
2.3 下颌假体与加工精度分析
加工后的下颌假体二维成形件和三维成形件见图4。成形件的表面粗糙度均值Ra=1.150 μm,波纹度均值Wa=0.861 μm。二维和三维成形件的尺寸偏差均值分别为0.1 mm和0.5 mm。实验结果表明,本文提出的冲压工艺方法可行。
3 讨论与结论
现有通用型下颌假体与人体骨骼形状差异较大,钛网下颌假体又存在强度低、易断裂等问题,不仅术后造成患者面部畸形,且无法为后期的义齿安装提供条件,影响了相关生理功能的恢复。另外,因术中临时塑形要求,增加了手术时间和医生操作难度,也极大地改变了下颌假体的强度,甚至引起假体结构变形、断裂、刺破面部软组织等现象。
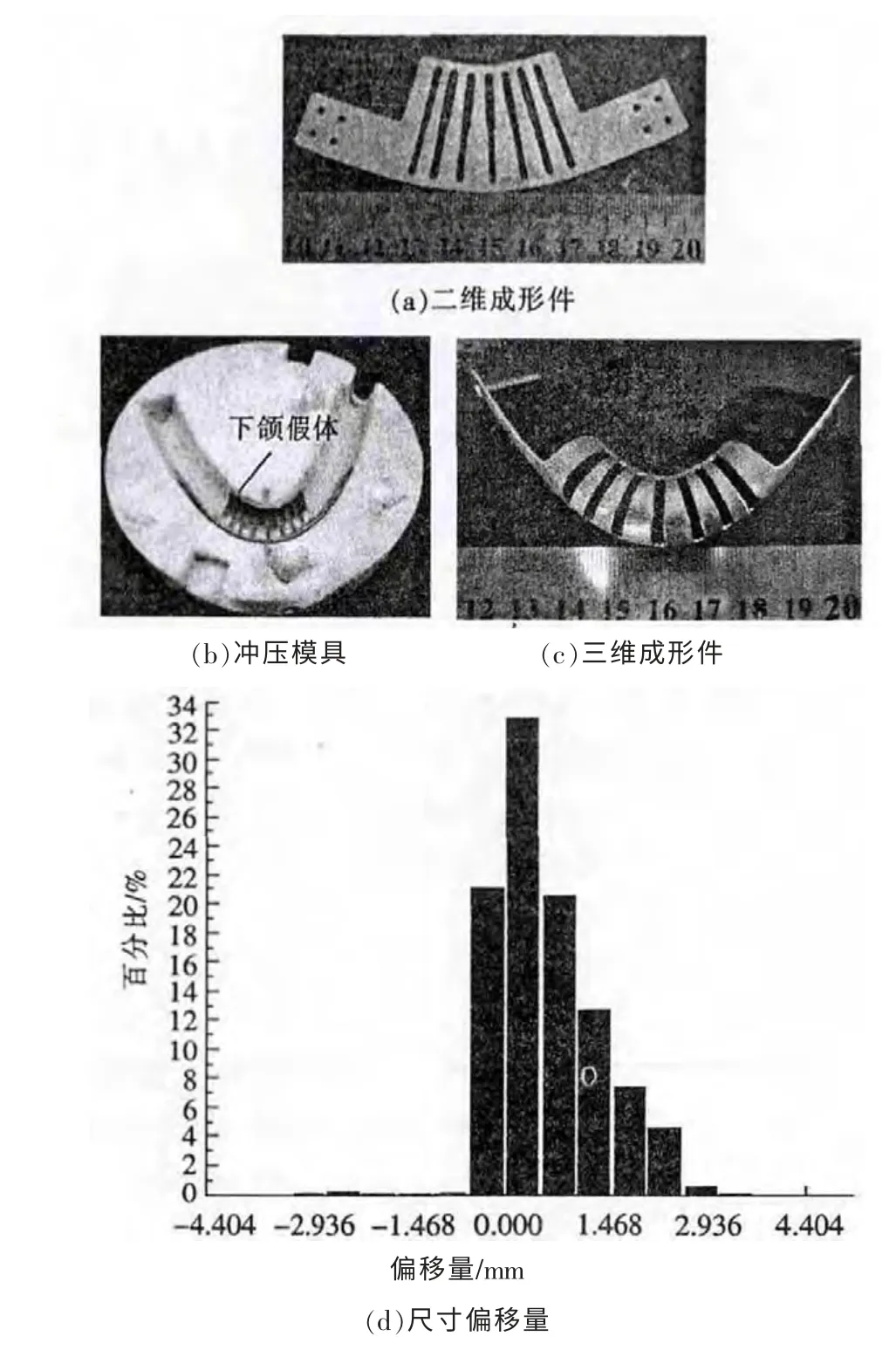
图4 下颌假体
基于精铸工艺和快速模具的定制化钛合金下颌假体提供了新的治疗方案,但仍存在生产周期长、假体应力屏蔽效应等问题,难以满足临床需要。通常,定制型下颌假体的设计周期为1~4 周,制造周期为4~20 周,实际上从概念设计到手术台的周期一般不低于30 周。因此,缩短加工周期是定制化人工假体走向临床应用的重要内容。本文提出的冲压加工钛板成形工艺的加工周期不超过2 周,可大大降低生产制造周期。
本文以曲率变化较大的颏部缺损为对象,研究该类下颌假体的冲压工艺。在Dynaform 软件下计算钛板下料的最佳初始结构,进而分析其变形结果和破裂极限,为冲压加工过程保证获得完整的下颌假体提供了必要的理论支持。
采用增材制造及其快速模具技术形成的树脂壳体/金属树脂填料冲压模具,具有高效、低成本的特点,大大节省了制造成本。所完成的三维下颌假体表面质量良好,结构维持性好,结构尺寸偏移量平均为0.5 mm。因此,柔性化结构的下颌假体可采用效率更高、成本更低的钣金冲压加工方法。本文所提出的完整的冲压加工工艺路线,对下颌修复的实际应用具有一定的指导意义。
[1]Tuerxun Y,Xu L Q,Zhang C Q,et al.Biomechanical evaluation of reconstruction plate for fixation of mandibular prosthesis [J].China Journal of Oral and Maxillofacial Surgery,2007,5(4):261-264.
[2]Wang Dongmei,Wang Chengtao,Zhang Xiujuan,et al.Design and biomechanical evaluation of a custom lateral mandible titanium prosthesis[C]//27th Annual International Conference of the IEEE Engineering in Medicine and Biology Society.2006.
[3]罗智斌,丁学强,李似聪.低弹性模量纯钛种植体的生物力学测试——在体实验研究[J].中国口腔种植学杂志,2004,9(2):51-53.
[4]刘葳,李涤尘,周丽斌,等.定制化柔性下颌骨钛替代物的有限元优化分析及动物试验 [J].机械工程学报,2010,46(5):133-138.
[5]刘葳,李涤尘,靳忠民,等.基于有限元方法的柔性钛下颌骨替代物的结构设计准则[J].中国康复医学杂志,2008,23(9):836-838.
[6]Sekou S,Li D,Lu B,et al.Design and fabrication of custom mandible titanium tray based on rapid prototyping[J].Medical Engineering &Physics,2004,26(8):671-676.
[7]Lethaus B,Poort L,Bockmann R,et al.Additive manufacturing for microvascular reconstruction of the mandible in 20 patients [J].Journal of Cranio-Maxillofacial Surgery,2012,40(1):43-46.
[8]Li J H,Hsu Y C,Luo E,et al.Computer-aided design and manufacturing and rapid prototyped nanoscale hydroxyapatite/polyamide (n-HA/PA) construction for condylar defect caused by mandibular angle ostectomy[J].Aesthetic Plastic Surgery,2011,35(4):636-640.
[9]Hou J S,Chen M,Pan C B,et al.Immediate reconstruction of bilateral mandible defects∶management based on CAD/CAM rapid prototyping technology in combination with vascularized fibular osteomyocutaneous flap[J].Journal of oral and maxillofacial Surgery,2011,69(6):1792-1797.
[10]康利轲.基于骨应力重建的下颌假体柔性结构设计与优化[D].西安:西安交通大学,2007.