热塑性塑料激光穿透焊接技术的研究
2013-09-10焦俊科江桦锐张文武
焦俊科,江桦锐,张文武
(1.中国科学院宁波材料技术与工程研究所,浙江宁波 315201;2.广州中国科学院工业技术研究院,广东广州 511458)
热塑性塑料以其优越的性能在汽车、电子、医疗等领域被广泛使用。同时,现代工业对塑料焊接的强度、精度、洁净度、美观度等都提出了更高的要求。近年来,采用激光对热塑料进行焊接成为研究的热点,国外众多学术研究机构对塑料的激光焊接理论、焊接工艺、激光微焊接等方面进行了深入广泛的研究,为塑料激光焊接技术的发展与工业推广奠定了基础。从21 世纪初开始,国内的一些科研机构对塑料激光焊接技术进行了研究[1-7],主要集中在单一的焊接工艺或数值模拟上,无论是理论分析还是工艺研究等方面都与国外存在一定的差距。
本文对PMMA 材料的激光焊接技术进行系统的分析,在充分考虑穿透层与吸收层激光吸收的基础上建立数学模型,利用ANSYS 对焊接温度场和应力场进行了计算分析,从理论上找到了焊接参数对焊缝的影响规律。同时进行了PMMA 焊接的实验研究,对焊接时出现的物理现象进行了分析,找到了最佳焊接工艺参数,实现了良好的焊接封装。
1 理论模型
1.1 传热数学模型
热塑性塑料激光穿透焊接过程中,90 %以上的能量穿过穿透层被吸收层吸收。为简化数学模型,一般都是把激光热源作为面热源来处理[8-10],但这与实际情况有些出入。为了使数学模型更贴近实际,本文把穿透层内的激光作为体热源处理,而到达吸收层的激光作为面热源来处理,在此基础上,建立了热塑性塑料激光穿透焊的数学模型:
式中:ρ、c、k 分别为塑料的密度、比热、热传导系数;q 为塑料内体热源的生热率;T和t 分别为温度和时间;R 为塑料表面对激光的反射率;α 为吸收系数;P为激光功率;r 为光斑半径;z0为塑料板厚度。
其他表面满足对流的边界条件:

式中:h 为表面热对流系数;T0为环境温度,也是塑料的初始温度;Tn为塑料表面的温度。
塑料激光穿透焊接的热量分布及传递见图1。在穿透层,一部分激光能量在塑料内部传输过程中被吸收并转换为热量,以内部生热率的形式加载给塑料,该部分的激光能量符合Lambert 定律。在吸收层,穿过上层的激光被涂在吸收层表面的吸收剂完全吸收,转化为热量并以热传导的形式迅速向上下层塑料扩散,使其熔化。
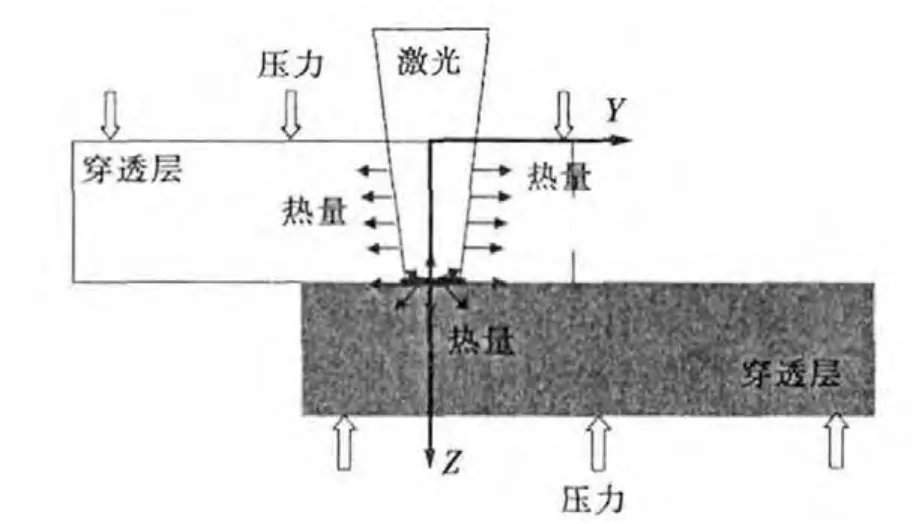
图1 热塑性塑料激光穿透焊接示意图
1.2 热应力数学模型
热塑性塑料激光穿透焊接过程中,激光能量被吸收层吸收,产生的热量通过热传导的方式向吸收层和穿透层内部传输。热量传递过程中,材料内部的温度分布是不均匀的,由于各处的温度不同,每一部分因受到不同温度的相邻部分的影响,不能自由伸缩,就会产生热应力。热应力方程为:

式中:σi(i=x,y,z)为正应力;γij为剪应变;τij为剪应力;Δt 为温度改变量;β 为材料的膨胀系数;E 为杨氏模量(拉压弹性模量);υ 为泊松比;G 为剪切弹性模量。
2 数值分析
本文使用ANSYS 对PMMA 激光穿透焊接过程中的温度场和应力场进行计算分析。两块长、宽、厚分别为40、20、3 mm 的PMMA 板搭接在一起进行穿透焊接,有限元模型单元为8 节点6 自由度的三维实体单元solid70,单元大小为0.6 mm×0.6 mm。另外,计算中用到的PMMA 物理特性见表1。
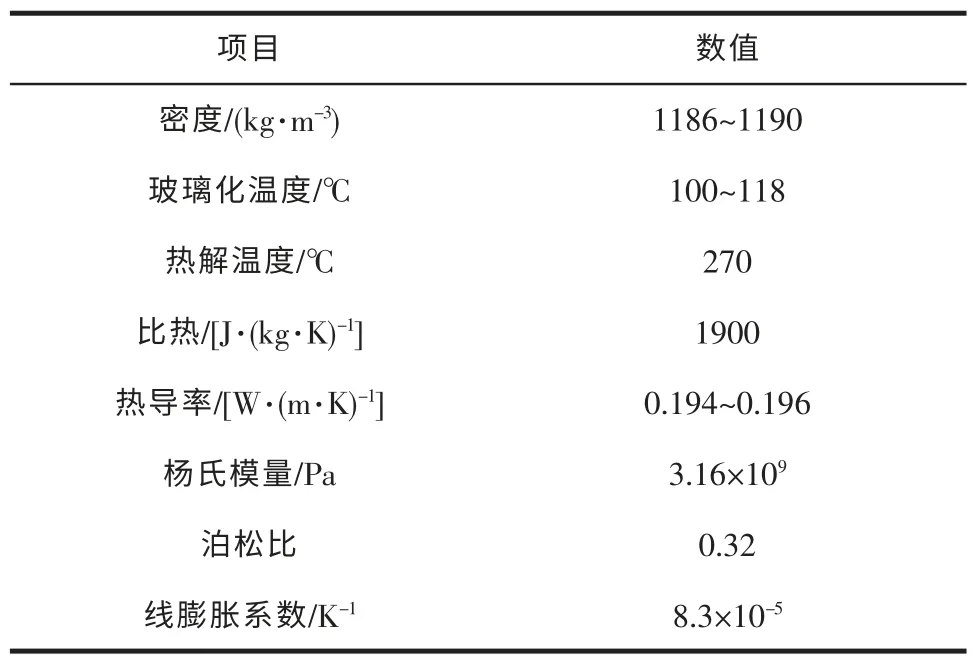
表1 PMMA 的物理特性参数
焊接时选用的激光参数为:P=50 W,r=2 mm,v=10 mm/s。焊接过程中,一部分激光能量以体热源生热率的形式被穿透层吸收,形成一个沿深度方向分布的温度场,温度最高达65 ℃左右。而在吸收层,穿过穿透层的激光在表面被完全吸收,产生大量的热量,这些热量以热传导的形式向上下两层塑料内部传递,最终形成一个高斯分布的温度场(图2)。图3 是焊接过程中的温度和热应力分布云图,在穿透层与吸收层的接触面附近,最高温度达到400 ℃,远高于PMMA 的熔化温度,能够实现焊接。

图2 焊接温度场分布

图3 温度及应力分布
在对亚克力板进行激光穿透焊接过程中,会伴随着热应力的产生,热应力的大小和分布同样会影响焊接质量。在吸收层表面上选取一点a,分析其温度和热应力随时间变化的趋势。从图4 可看出,该点的温度和热应力变化大致经过以下3 个过程:
(1)激光来临前,该点的温度基本上处于常温状态,拉应力逐步增加。
(2)激光到来后,由于高能量密度的激光作用,使该点的温度急剧上升达到最高值400 ℃,材料在高温下膨胀,产生较大的压应力。

图4 扫描路径上a点温度、热应力随时间的变化趋势
(3)激光从该点移走后,热量在热传导的作用下逐步向塑料内部传递,温度缓慢降低,直至焊接完成到常温状态。在这个冷却过程中,压应力逐步转化为拉应力。
在焊接过程中,压应力一般不会对焊接效果产生影响,但拉应力的存在可能导致焊缝产生裂纹。从图4 可看出,拉应力的最大值也只有0.0025 MPa,远小于亚克力板的破坏应力。因此,在该组焊接参数下,热应力对焊接质量的影响几乎可忽略。
焊接过程中,激光参数及焊接速度对焊接质量的影响非常大。通过对不同参数的焊接情况仿真分析,得到以下影响规律:
(1)焊缝宽度受光斑半径和单位时间、单位面积吸收的激光能量的共同影响。在光斑半径不变的情况下,单位时间、单位面积吸收的能量越高,焊缝宽度越大;在单位时间、单位面积吸收的能量不变的情况下,光斑半径越大,焊缝宽度越大。
(2)焊接深度只受单位时间、单位面积吸收的激光能量的影响。单位时间、单位面积吸收的激光能量越高,焊接深度越大,焊接强度也越大。
3 实验分析
PMMA 激光穿透焊接实验在光纤激光加工系统上进行。系统由光纤激光器、六轴机器人、气流系统、中央控制系统及自主开发的软件系统构成(图5),能进行多种金属、非金属材料的平面、三维切割和焊接。为方便实验,设计制作了塑料焊接二维工装系统,能对焊接时的夹具压力进行实时调节。

图5 光纤激光加工系统及控制界面
焊接时,把待焊接的塑料工件放进气动夹具装置里,通过调节气压来调节夹具的压力,夹紧塑料焊件,而后启动光纤激光加工系统。激光焊接头固定在机器手的末端,通过中央控制系统控制机器手按照既定路径进行焊接,焊接参数通过人机交互界面进行设置,并写入数据库。实验原理见图6。

图6 塑料焊接实验原理图
焊接过程中,较高的激光功率密度导致塑料熔化,会产生一些气泡和烟雾,并沿着与焊接方向相反的熔化路径排出,在焊缝上留下一条排气通道(图7a),一定程度上影响了焊接强度。排气通道的大小与焊接时产生气雾的多少有关,激光能量密度越大,焊接时熔化产生的气雾越多,排气通道越大,对焊接质量的影响也越大。因此,焊接时应选择合适的能量密度,在保证焊接深度的同时,尽量减少产生的气雾量。另外,如果焊接过程中产生的气雾不能有效地排出,则在焊缝周边会形成大量的气泡(图7b),同样影响焊接强度。

图7 PMMA 激光穿透焊接
通过实验能找到焊接参数对焊接时气雾量的影响规律。通常,在其他两个参数不变的情况下,光斑半径越小,焊缝材料的熔化深度和熔化量越大,气雾量也越大;激光功率越大,熔化量越大,气雾量也越大;焊接速度越慢,熔化量越大,气雾量也越大。利用这个规律,针对3 mm 厚的PMMA 材料的焊接,找到了一组最佳焊接参数:r=1.2 mm,P=30 W,v=10 mm/s,并进行了PMMA 的封装实验(图8)。

图8 PMMA 封装焊接样品
4 总结
(1)对塑料穿透焊接的传热过程进行了分析,在考虑穿透层的体热源和吸收层的面热源的情况下,建立了传热数学模型和有限元模型,利用有限元法对焊接过程中的温度场进行了计算分析,找到了焊接参数对焊缝的影响规律。
(2)在多功能光纤激光加工平台上进行PMMA的激光穿透焊接实验,研究分析了焊接过程中的物理现象,找到了焊接强度与焊缝材料的熔化量及气雾量的大小的关系,以及熔化量、气雾量与焊接参数之间的关系。
(3)在理论计算的指导下,通过实验研究,找到了焊接参数对焊接质量影响的一般规律,并针对厚度为3 mm 的PMMA 材料,找到了最佳焊接参数,实现了焊接封装。
[1]袁晖,赖建军,何云贵.热塑性塑料的激光焊接试验研究[J].光学与光电技术,2005(1):18-21.
[2]王又良,崔瑛,王健超,等.塑料的激光焊接工艺[J].应用激光,2006(2):93-96.
[3]王霄,张惠中,丁国民,等.吸收剂对激光塑料透射焊接质量影响的研究[J].应用激光,2007(4):314-317.
[4]刘会霞,张惠中,丁国民,等.HDPE 激光透射焊接工艺的研究[J].材料工程,2008(11):13-18.
[5]王健超,秦丽明,李姣.PMMA/ABS 热塑性塑料激光透射焊接工艺研究及微观分析 [J].应用激光,2008(4):287-291.
[6]王霄,杨昆,张惠中,等.两种不同热塑性塑料之间的激光透射焊接试验[J].焊接学报,2009(5):97-100.
[7]刘会霞,邢安,张惠中,等.聚录乙烯激光透射焊接温度场的有限元模拟[J].中国激光,2008,35(11):1801-1807.
[8]Potente H,Korte J,Becker F.Laser transmission welding of thermoplastics∶analysis of the heating phase[J].Journal of Reinforced Plastics and Composites,1999,18(10):914-920.
[9]Becker F,Potente H.A step towards understanding the heating phase of laser transmission welding in polymers[J].Polymer Engineering and Science,2002,42(2):365-374.
[10]Potente H,Fiegler G,Haferkamp H.An approach to model the melt displacement and temperature profiles during the laser through transmission welding of thermoplastics[J].Polymer Engineering and Science,2006,46(11):1565-1575.