超声振动磨削放电复合加工SiCp/Al 试验研究
2013-09-10李铠月张云鹏杨光美
李铠月,张云鹏,杨光美,闫 妍
(西北工业大学机电学院,陕西西安 710072)
SiCp/Al 复合材料具有高强度、高硬度和低热膨胀系数等优点,在工程领域具有广泛的应用前景。但由于SiCp/Al 复合材料中的增强相SiC 颗粒硬度非常高,采用传统机械加工方法加工该材料的工件时,刀具磨损剧烈,加工成本高。如采用单一特种加工方法加工该材料的工件,也存在加工难度大、加工表面质量差等缺点。加工技术的不成熟已经限制了SiCp/Al 复合材料的应用,因此,探索新的高质量、高效率的加工方法很有必要。
针对SiCp/Al 复合材料的难加工性,本文提出一种超声振动磨削放电复合加工的方法。该方法以放电加工去除金属基体材料为主,在电极头端部镶嵌金刚石磨条,给工具电极施加超声振动并辅以旋转运动,以机械磨削作用去除SiC 增强相颗粒为辅。超声振动磨削放电复合加工实质上是在放电加工的基础上,在工具电极上叠加一个超声振动,以改善放电加工条件。同时,在电极磨条的机械磨削作用下,能起到强制去除硬质颗粒的作用,并可改善加工表面粗糙度。因此可认为:超声振动磨削放电复合加工是在超声振动的辅助作用下,主要由电火花加工与磨削加工组合而成的复合加工方法。
为了评判超声振动磨削放电复合加工方法的可行性,同时进行了SiCp/Al 复合材料电火花加工试验。利用扫描电镜分析了两种加工方法加工SiCp/Al 复合材料的表面形貌和重熔层的差异,利用X 射线衍射法分析了两种加工方法加工的SiCp/Al复合材料的表面成分。对比结果表明:采用超声振动磨削放电复合加工方法的加工稳定性更好,SiCp/Al 复合材料的加工表面质量更优。本文的研究为SiCp/Al 复合材料工件的加工提供了一种可行的技术方法。
1 试验装置及条件
试验装置是在EDM JMDY-50II 精密电火花加工机床上组合了超声振动装置而构成的,其结构简图见图1。
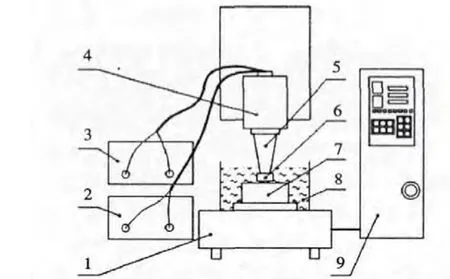
图1 超声振动磨削放电复合加工试验装置结构简图
试验中,用螺钉将金刚石磨条固定在工具电极上,为使电极头在超声振动时不碰到工件,且放电加工能顺利进行,需根据放电间隙调整紧固螺钉,以控制磨条伸出电极端面的高度。工具电极示意图见图2。
超声振动磨削放电复合加工试验所用工作液为煤油,工具电极为专用电极,工件材料为SiC 质量分数为30%的SiCp/Al 复合材料。加工方式选择负极性加工,超声振动频率为20 kHz,振幅为0.05 mm,放电脉冲间隙t0=50 μs。
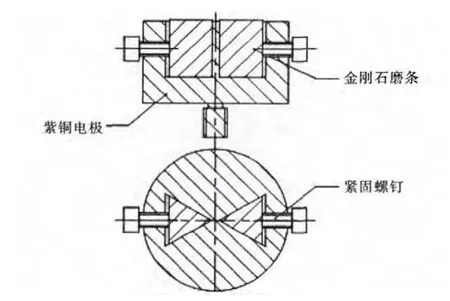
图2 超声振动磨削放电复合加工工具电极示意图
2 试验结果及讨论
2.1 超声振动对加工稳定性的作用
电火花加工SiCp/Al 复合材料工件时,由于SiC含量较大,刚开始加工时放电过程连续,加工一段时间后,电火花加工变成了断续加工,不稳定的断续电火花加工一段时间后,放电过程又变为连续电火花加工,200 μs 脉宽下出现了短暂的拉弧现象。而超声振动磨削放电复合加工SiCp/Al 复合材料工件时,即使在长脉宽条件下,也没有出现拉弧放电现象,整个过程始终有稳定的火花放电,加工过程连续,加工稳定性提高。
分析认为,在超声振动的影响下,工作液会做紊流流动,采用ANSYS 分析超声振动对工作液流场的影响,工具电极以最大速度向上和向下运动时的流场分布情况见图3。

图3 工具超声振动对工作液流场的影响
分析结果表明,工具运动速度向上时,工作液填充到工具与工件之间的区域,靠近工件壁面上端的位置出现流场速度最大值37.6 m/s;工具运动速度向下时,工作液被挤压出去,靠近工件端面外侧的位置出现流场速度最大值56.7 m/s。超声振动挤压工作液的作用大于吸收工作液的作用,两极间的放电蚀除产物易排出,起到了强迫冲油的作用,有利于提高加工过程的稳定性。
2.2 加工参数对加工速度的影响
图4 是加工参数对加工速度的影响曲线。加工速度是指单位时间内去除的工件材料的体积或重量,试验中采用质量去除率。通过测量加工前后工件质量的变化及加工时间,从而获取加工速度。
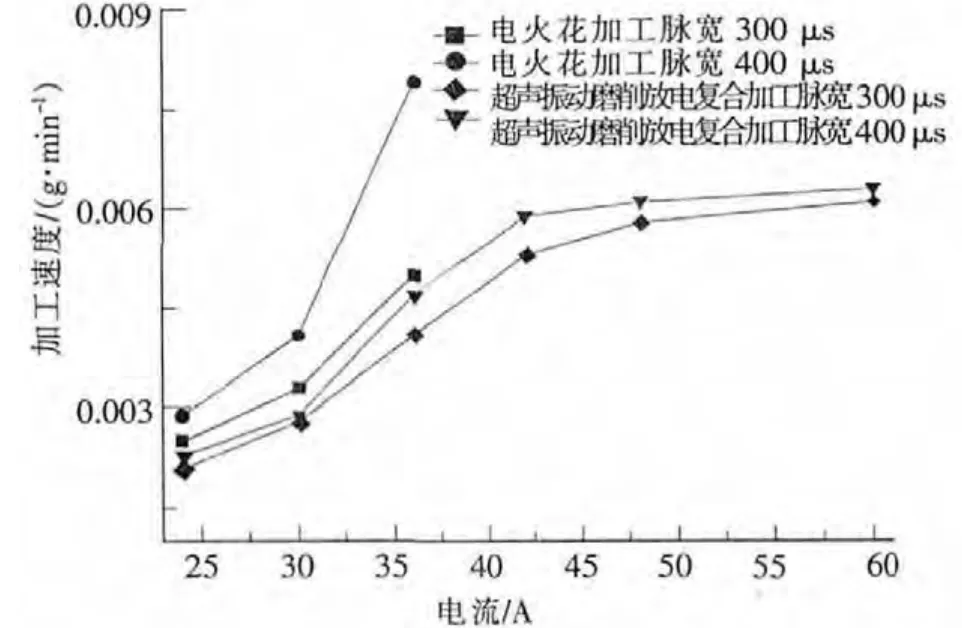
图4 加工参数对加工速度的影响
由图4 可知,同等脉宽条件下,峰值电流越大,加工速度越高;峰值电流一定时,脉冲宽度越大,加工速度也越高。超声振动磨削放电复合加工速度虽小于同等电参数条件下的电火花加工,但可通过增大电流强度获得较高的加工速度。
分析超声振动磨削放电复合加工速度低的原因,一方面是由于超声振动对放电间隙和放电时间的影响,实际放电作用的时间小于同等条件下电火花加工的放电作用时间,使加工速度降低,超声振动对放电间隙及放电时间的影响见图5;另一方面,超声振动磨削放电复合加工所用电极加入了不导电的金刚石磨条,使能够进行放电加工的有效面积减小,因此放电作用削弱,加工速度降低。
2.3 加工参数对加工表面粗糙度的影响
图6 是加工参数对加工表面粗糙度的影响。很显然,由于机械磨削及超声辅助作用的影响,与电火花加工方法相比,超声振动磨削放电复合加工可获得更好的SiCp/Al 复合材料加工表面粗糙度,且该特性能在较宽的峰值电流强度范围内得以保持。
2.4 超声磨削复合作用对加工表面形貌的影响

图5 超声振动对放电间隙及放电时间的影响示意图
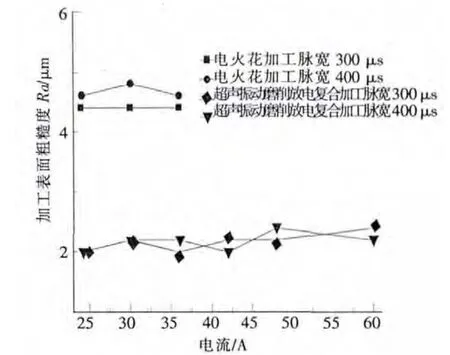
图6 加工参数对加工表面粗糙度的影响
在脉冲宽度为400 μs、脉冲间隔为50 μs、峰值电流为36 A 条件下,采用超声振动磨削放电复合加工和电火花加工SiCp/Al 复合材料工件。图7 是两种加工方法获得的工件扫描电镜的表面形貌。可看出,超声振动磨削放电复合加工表面的电蚀凹坑明显减少,其原因是在超声振动磨削作用下,放电加工产生的电蚀凹痕凸边被机械磨削去除,加工表面不平凸起减少,放电加工产生的无方向性小坑在机械磨削的作用下基本被磨平。

图7 SiCp/Al 复合材料试件的表面形貌
2.5 超声磨削复合作用对重熔层的影响
在脉冲宽度为400 μs、脉冲间隔为50 μs、峰值电流为36 A 的条件下,采用超声振动磨削放电复合加工和电火花加工SiCp/Al 复合材料工件。通过扫描电镜反映出的加工断面组织结构见图8。可看出,虽然两种加工方法加工的工件表面都出现了重熔层,但超声振动磨削放电复合加工表面的SiC 颗粒比材料内部的SiC 颗粒细碎,机械磨削在破碎SiC 颗粒方面起了作用(图8a)。而电火花加工表面裸露的SiC 颗粒上粘接了Al 金属,对重熔层的产生起到了促进作用(图8b)。
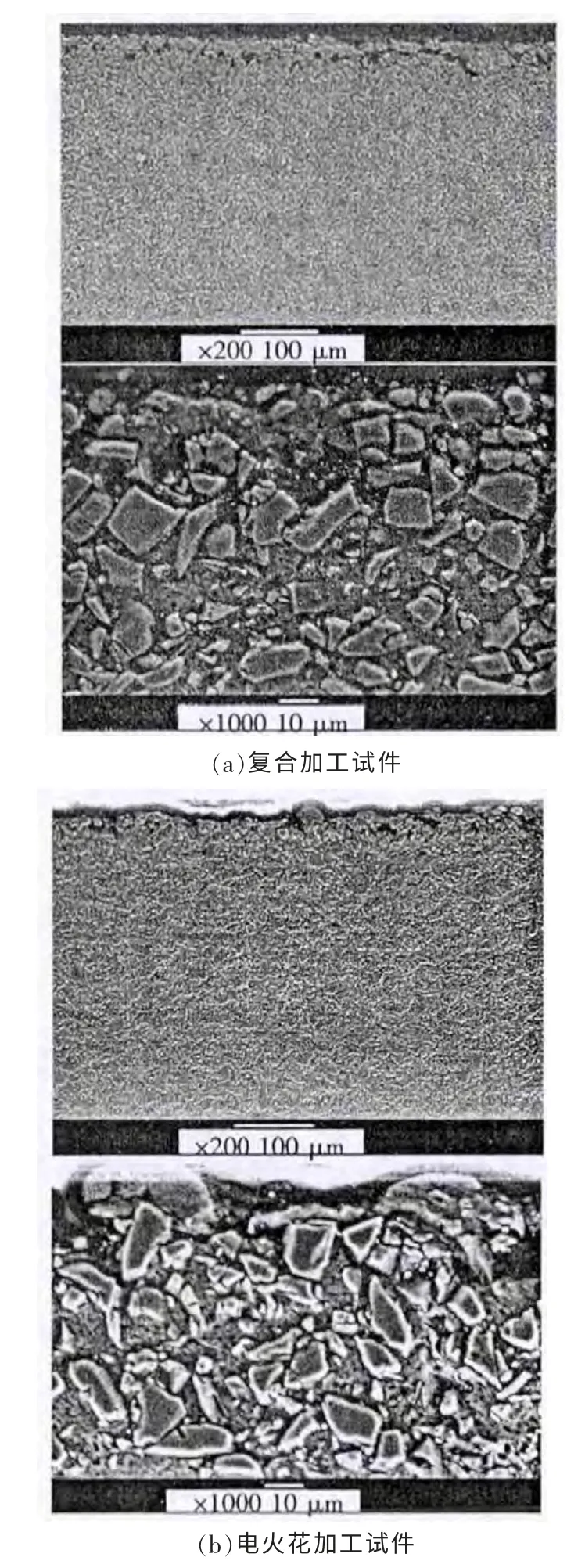
图8 SiCp/Al 复合材料试件的加工断面组织
2.6 试件表面成分分析
在脉冲宽度为400 μs、脉冲间隔为50 μs、峰值电流为36 A 的条件下,采用超声振动磨削放电复合加工和电火花加工出的SiCp/Al 复合材料工件表面能谱图见图9。可看出,放电过程的高温条件促进了Al 金属基体与工作液中的氧气发生氧化反应,工件表面生成了具有很高耐磨性的Al2O3,增加了工件表面的耐磨性。从图9b 还可发现,电火花加工表面的C 成分比超声振动磨削放电复合加工更多,其原因与电火花加工时产生的拉弧烧伤有关,从而导致材料表面产生了C 黑膜。
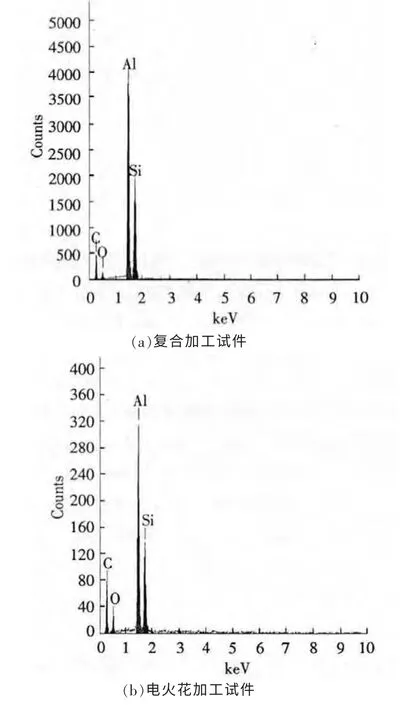
图9 SiCp/Al 复合材料工件表面能谱图
3 结论
本文通过实验研究,探索了脉冲宽度和峰值电流对SiCp/Al 复合材料工件加工速度和表面粗糙度的影响,同时对比了电火花加工与超声振动磨削放电复合加工在相同试验参数下试验结果的差异。加工试验研究表明,与电火花加工相比,超声振动磨削放电复合加工的稳定性更好,加工工件的表面质量更高,扫描电镜和能谱分析的结果也支持了超声振动磨削放电复合加工的优越性。
[1]张国政,吕栋腾,吴治明.碳化硅颗粒增强铝基复合材料的制备及应用的研究[J].新技术新工艺,2010(11):60-62.
[2]刘晋春,白基成,郭永丰.特种加工[M].5 版.北京:机械工业出版社,2008.
[3]葛英飞,徐九华,杨辉,等.碳化硅增强颗粒含量和尺寸对铝基复合材料超精密车削表面的影响[J].机械工程材料,2007,3l(6):l2-l4,l8.
[4]Yue T M,Lau W S.Pulsed Nd∶YAG laser cutting of Al/Li/SiC metal matrix composites[J].Material and Manufacturing Process,1996,11(1):17-29.
[5]闫鹏,张建华,张洪丽,等.超声振动辅助磨削脉冲放电复合加工工艺研究[J].中国机械工程,2008,19(16):1986-1989.
[6]闫鹏.超声振动辅助磨削-脉冲放电复合加工及其控制技术研究[D].济南:山东大学,2009.
[7]徐文文.超声振动辅助磨削-脉冲放电复合加工控制系统设计及应用[D].济南:山东大学,2009.
[8]梁志强,王西彬,吴勇波,等.超声振动辅助磨削技术的现状与新进展[J].兵工学报,2010(11):1530-1535.
[9]张宏,武高辉,胡富强,等.混粉电火花加工SiCp/Al 复合材料的工艺研究[J].机械制造,2008,47(1):42-44.
[10]周家林,黄树涛,左庆新,等.SiCp/Al 复合材料的电火花加工试验研究[J].制造技术与机床,2008(9):l09-ll2.
[11]张云鹏,赵伟,孙广标,等.超声电火花复合加工钛合金表面质量研究[J].电加工与模具,2009(1):22-25.
[12]徐明刚,张建华,张勤河,等.超声振动辅助气体介质电火花加工机理研究[J].电加工与模具,2005(6):34-37.
[13]Xu M G,Zhang J H,Li Y,et al.Material removal mechanisms of cemented carbides machined by ultrasonic vibration assisted EDM in gas medium [J].Journal of materials processing technology,2009,209(4):l742-l746.
[14]Zhang Xiangwu,Quitino L,Allum C,et al.A Simple approach to estimate surface tension of liquid metal[J].Journal of Northern Jiaotong University,l996,20(4):424-428.