板坯连铸机扇形段驱动辊水冷剖分轴承设计
2013-05-31王长兴陈彦仲曲新静郭辉力
王长兴,陈彦仲,吉 微,曲新静,郭辉力
(1.河北银河轴承有限公司,河北 邯郸 056000;2.邯郸市轧机轴承工程技术研究中心,河北 邯郸 056700;3.洛阳大华重型机械有限公司,河南 洛阳 471000)
0 前言
板坯连铸机冶金长度较长,直到矫直区板坯都处于液芯状态。板坯从结晶器出来,由于鼓肚力的存在,必须获得足够的支承使其凝固成型。为了实现夹持和引导板坯的功能,二次冷却区支承装置采用支撑辊结构。板坯连铸机依靠驱动辊把结晶器内形成的具有一定厚度坯壳的板坯沿导向段拉出。板坯连铸机扇形段支撑辊主要有整体式分段辊、芯轴式辊、分段组合式辊[1-3]。为改善受力情况、增加辊子刚度、改善坯形,扇形段驱动辊要增加中间支承。
1 轴承选型及结构
板坯连铸机扇形段驱动辊传递扭矩较大,一般选用整体式分段辊、芯轴式辊,如图1所示。整体式分段辊辊身长,受力后易挠曲,影响辊缝及铸坯质量,因此需要增加中间支撑轴承。剖分式轴承主要用于无法安装普通轴承的多点支撑的长轴或曲轴上。由图1可知,整体式分段辊结构中间支承,只能采用剖分式轴承。连铸机扇形段驱动辊用剖分式轴承主要有剖分式调心滚子轴承和剖分式圆柱滚子轴承两种类型。
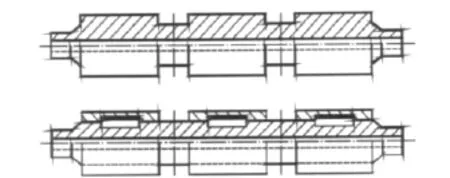
图1 驱动辊形式Fig.1 Forms of driving roll
剖分式调心滚子轴承外圈、内圈、滚动体都是球面,可自动补偿支撑辊运转过程系统的初始偏心和动态偏心,改善由于支撑辊挠曲造成的不利影响。调心滚子轴承本身不具有轴向调节功能,而是通过内圈与辊径松配合,依靠辊径和轴承内径的相对滑动来实现支撑辊膨胀伸长产生的轴向窜动。剖分式调心滚子轴承必须采用保持架才能正常运转,滚动体数量的减少降低了轴承的负荷性能。此外,调心滚子轴承由于其特有的结构,冷却通道面积较小,冷却效果不及圆柱滚子轴承。
剖分式圆柱滚子轴承外圈可以设计为外球面,从而补偿普通圆柱滚子轴承不具有的调心性能,且轴承采用外圈无挡边,内圈双挡边结构,轴承外圈与轴承座孔之间可以实现轴向的自由窜动,适应支撑辊的热膨胀。圆柱滚子轴承可以设计为满装结构,最大限度的提高轴承的承载能力,特别是连铸机驱动辊轴承低速重载、高温水气等恶劣工况下,更要求轴承有高的静载荷承载能力。
本文所述板坯连铸机扇形段驱动辊轴承为水冷剖分式满装圆柱滚子轴承。
2 轴承使用工况
连铸生产的连续性,使轴承长期在高温、重载、重污染的环境中运行。为保证轴承在满足连铸生产工况条件下可靠运行,设计的轴承需要考虑以下因素。
(1)连铸机辊子始终与温度高达1 000℃左右的铸坯直接接触[4-5]。
(2)连铸板坯的鼓肚力和铸坯矫直产生的反力[1],全部由辊子支承轴承承受,轴承载荷极大。
(3)板坯连铸机板坯工作拉速不高于2 m/min[6],支撑轴承转速约 1 ~3 r/min,轴承转速低。
(4)驱动辊为整体辊,受温度影响会产生较大轴向膨胀,要求轴承具有轴向窜动能力[7]。
(5)辊子同轴度偏差、过钢时产生辊子挠曲要求轴承具有调心性能[8]。
(6)铸坯要进行水冷却,轴承在大量水分、高温蒸汽和氧化屑环境中运行。
3 轴承设计
因为轴承转速较低,近似工作在静止状态,轴承的动态承载能力可不考虑,轴承设计主要考虑静载荷能力,采用满装滚动体设计方案可以在有限小的设计空间实现高载荷,满足连铸机重载荷工况的需要。
3.1 结构设计
水冷剖分式满装圆柱滚子轴承装配图如图2所示,主要由轴承座、两半内圈、半外圈、滚动体、夹紧圈及密封装置组成。两半内圈通过夹紧圈夹紧与驱动辊辊颈配合,同时夹紧圈夹紧定位后还起到轴承内圈挡边的作用,用以引导滚动体正常运转。
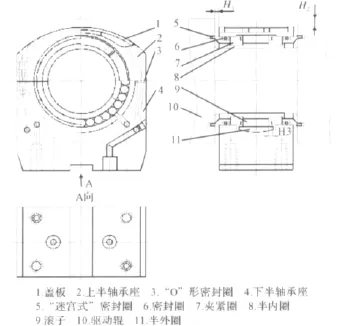
图2 水冷剖分式满装圆柱滚子轴承装配图Fig.2 Assembly drawing of water-cooled split bearing with cylindrical rollers
如图3所示,轴承采用半外圈设计,外径面为外球面,相对应的下半轴承座相应的安装位置设计为内球面。上半轴承座内径面作为轴承上半外圈滚道,上半轴承座即是轴承上半外圈。连铸机工作时,为防止高温板坯与轴承座直接接触,轴承座顶部要与板坯有安全距离,如图2左视图H2所示。同一根驱动轴,若轴承不采用半外圈结构设计,轴承总高就要加大,为防止接触,就必须减小滚动体,这样势必会降低轴承的承载能力,若减小辊径则会降低驱动辊的整体强度。半外圈结构设计可以降低轴承座高度和驱动辊直径,便于安装更大直径的辊子。
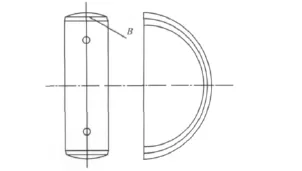
图3 半外圈Fig.3 Half outer ring
上半轴承座与半外圈平面B的配合面,如图4所示,与半外圈外球面结构相结合,使轴承能够适应驱动辊或轴承座变形造成的偏心,本轴承设计的抗偏心能力最大可达3°。轴承与辊子两轴肩间隔H1≈10 mm,半外圈采用无挡边设计,滚道比滚动体直径宽2×H3,滚动体可以在外滚道上轴向游动,适应驱动辊受热膨胀伸长。

图4 上半轴承座平面局部剖视图Fig.4 Part sectioned view of upper-half bearing seat
连铸机工作时,轴承受到高温板坯热辐射以及来自辊子传递的热量,良好的冷却才能保证轴承的正常运转。通过辊子冷却系统实现轴承内圈冷却[9]。剖分轴承设计了轴承座专用冷却水循环系统,如图5所示。轴承座通过驱动辊支座提供冷却水,冷却水按图示箭头方向循环。上、下轴承座水路接口处利用“O”形密封圈密封,防止漏水。上半轴承座顶部水冷腔面积,大为防止生锈堵塞,轴承座盖板采用不锈钢材质焊接到轴承座上。通过循环水冷却,轴承温度能保持在60~80℃左右,大大改善了轴承在高温环境下的运行条件。剖分调心滚子轴承外圈滚道为球面,水冷腔处厚度薄厚不均,冷却效果相对圆柱滚子轴承较差。

图5 水冷却循环Fig.5 Circular path of cooling water
轴承座底部均布着四个螺纹孔,如图2中A向视图所示,用于将轴承固定在驱动辊支座上,其中两个对角分布的螺纹孔兼作润滑油输送接口用,下轴承座底部键槽用于轴承定位。轴承润滑油路,如图6所示,润滑油直接向轴承滚道润滑,提高了润滑效果。
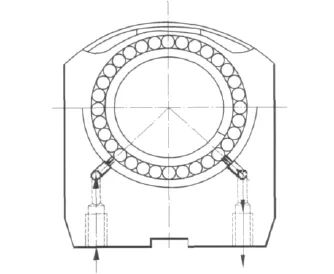
图6 润滑油路Fig.6 Circular path of lubrication oil
水冷剖分式轴承采用多重密封结构,如图2左视图所示。铜制“迷宫式”密封圈是第一道密封,采用剖分式结构。安装在铜制“迷宫式”密封上的密封为利用弹性圈组成的螺旋缠绕迷宫式密封、氟橡胶唇式密封或者两者组合密封。多重密封结构使轴承在高温环境中阻止水分、水汽或氧化铁屑等对轴承的污染,保证润滑及清洁,延长了轴承寿命。
3.2 轴承润滑[10]
水冷剖分式轴承的润滑有脂润滑和油气润滑两种方式,用户根据设备状况选用不同的润滑方式。
(1)脂润滑。扇形段驱动辊支撑轴承长期在高温、低转速状态下运转,轴承滚子与滚道间润滑油膜很难形成[10]。水冷剖分轴承润滑脂必须有足够高的黏度才能在运行中将滚动体与滚道分开,使轴承能保持较长的使用寿命,润滑脂基础油黏度要求为ISO VG 1500,并在润滑脂中添加极压添加剂,高粘度润滑剂还有助于密封。连铸机的润滑一般采用润滑脂自动配送系统,为各个连铸机支撑轴承提供润滑脂,其对轴承的润滑特点为泵送次数频繁,单次输送量相对较少,润滑脂的输送量通常少于5 mL,输送频率一般在6~10次/h,间隔时间不得大于10 min。这样既为轴承提供了新鲜的润滑脂,又清除了老化油脂和污垢。
(2)油气润滑。利用压缩空气驱动油膜,经配送管道输送至轴承,如图7所示。该系统连续运转,在清洁轴承的同时保证新鲜的润滑剂流向轴承。采用油气润滑系统可大大降低润滑剂的消耗。油气系统使用1/100的润滑剂,预先加压使轴承内杂质排除。

图7 轴承油气润滑系统Fig.7 Oil-air lubrication system of bearings
4 轴承使用要求
(1)轴承负荷比应满足Cor/P>3.5,P为轴承当量静负荷,Cor为轴承额定静负荷。轴承负载区域与轴承承受的负荷大小及轴承游隙有关,在确定的游隙条件下根据承载负荷可计算出负载区域,从而确定轴承选用是否合适。计算过程可参考相关资料。水冷轴承采用半外圈设计,轴承运转时负载区应该分布在半外圈(图8所示阴影部分),负载区不允许超过180°。当轴承负荷区小于120°时,负荷比可适当减小,此时轴承的静态载荷利用率较高。
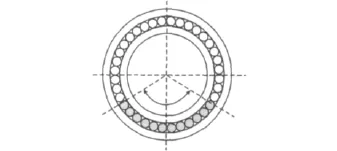
图8 轴承负荷区Fig.8 Bearing load area
(2)轴承游隙大小直接影响轴承的载荷分布、振动、磨损以及运转精度等。游隙选择合适与否直接影响轴承的使用寿命,根据水冷剖分式轴承的使用工况推荐选用C3组游隙。
(3)轴承配合。水冷剖分式圆柱滚子轴承用于扇形段驱动辊的中间支撑,由于驱动辊的长度会随温度的变化而改变,轴承必须适应中间支撑位的浮动。因此,轴承内圈与辊径采用间隙配合或过渡配合安装,使辊径能够在轴承孔内前后浮动,且轴承的更换过程也大大简化。轴的加工要求一般为h7。
(4)驱动辊与轴承座两端面距离H1的值应根据驱动辊受热轴向膨胀量确定,一般H1约为10 mm;轴承座盖板与驱动辊辊面距离H2大于10 mm。
(5)同一根驱动辊的中间支撑轴承安装辊径需要控制同轴度,防止轴承承载不均导致轴承过早损坏。
(6)轴承工作现场可将冷却水循环加压到约1.2 MPa进行冷却效果测试。
5 结束语
水冷剖分圆柱滚子轴承采用满装滚动体设计,最大化了轴承承载能力;冷却循环水路设计使得轴承能够在60~90℃运转;多重密封结构阻止了外界水分、氧化铁屑等杂质对轴承的侵蚀;轴承座特殊结构设计使轴承能够实现±3°自动调心,保证了轴承与驱动辊的协调;半外圈设计可以降低轴承座高度和辊子直径;润滑方式的设计保证了轴承在极低转速下润滑油膜的形成。水冷剖分圆柱滚子轴承能够适应连铸机对轴承正常运转的苛刻要求。
[1]周保鸿.板坯连铸机扇形段辊子的选择与设计[J].重型机械,2010(S1):208-211.
[2]蒋军.板坯连铸机扇形段辊子设计的研究[J].重型机械,2008(5):29-33.
[3]黄文磊.连铸机扇形段驱动辊改造[J].中国高新技术企业,2009(3):79-80.
[4]夏华刚,张菊根.宽厚板连铸机扇形段驱动辊改造[J].中国军转民,2010(12):74-75.
[5]林生,王吉航,李翔.板坯连铸机用轴承的使用特性与应用研究[J].中国冶金,2016,16(8):34-38.
[6]李万国,连铸机工艺设计若干问题的认识[J].连铸,2010(3):16-22.
[7]Nigel A.Los,John H.Rhodes,Geoge Daberger.板坯连铸机专用轴承的创新和改进[J].中国钢铁业,2011(9),32-34.
[8]尹秀锦,扇形段轴承损坏原因分析[J].冶金设备,2009(S1):26-27.
[9]田宝胜,徐文强.板坯连铸机扇形段辊座冷却水管路改造[J].中小企业管理与科技,2001(16):303-304.
[10]赵维鹏,张军,谭海港,等.润滑脂在轴承润滑中的作用[J].润滑油,2003,18(6):18-22.
