四锤头径向锻造装置受力分析
2013-05-31张营杰卫凌云范玉林房志远冯东晓
牛 勇,张营杰,卫凌云,范玉林,房志远,冯东晓
(金属挤压/锻造装备技术国家重点实验室,中国重型机械研究院股份公司,陕西 西安 710032)
0 前言
随着国民经济的高速发展,交通运输、船舶动力、电力电器和机械制造等行业对大型自由锻件的质量提出了更高的要求,对于高精度高强度难变形合金长轴类锻件的需求进一步加大。传统的自由锻造装备包括锻锤、锻造压力机等均利用上下型砧对坯料加载,坯料变形受锻造温度、锻造速度的影响,在不同的锻造工步出现不同的截面形状和轴向变化,无法准确控制,严重影响着锻造过程自动化的实现,无法高效快捷地锻造出高精度、高强度大尺寸难变形轴类零件[1-6]。
在传统自由锻造压机上采用四锤头径向锻造装置进行径向锻造是一种全新的自由锻造工艺,对长轴类锻件的锻造而言,坯料轴向截面变化有规律、轴向变化可预测,易于实现自动化控制;坯料变形过程中承受三向压应力,可以提高坯料塑性,改善成形锻件内部微观组织;可以减少锻造加热火次、提高生产效率,节约能源,特别适用于极端环境下使用的高强度难变形合金轴类件的锻造[7]。
本文讨论了四锤头径向锻造装置组成及技术特点,采用有限元分析软件ABAQUS建立了25 MN四锤头径向锻造装置受力分析模型,并对计算结果进行了讨论。
1 四锤头径向锻造装置组成及技术特点
1.1 四锤头径向锻造装置组成
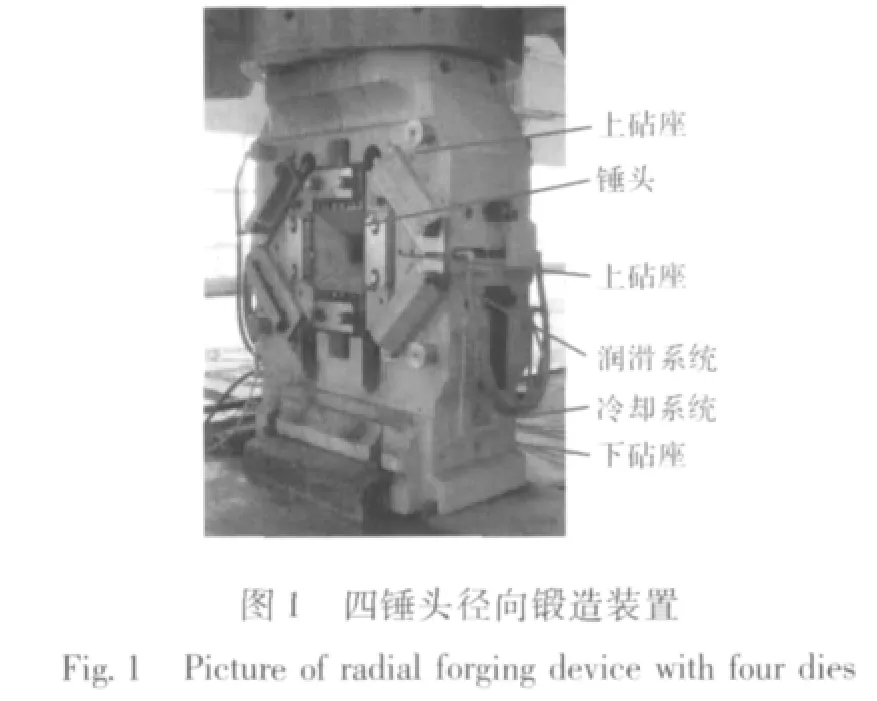
图1所示为一四锤头径向锻造装置,包括上砧座、下砧座、侧砧座、垂头、回程导轨、润滑系统和锤头冷却系统等。加载时,上砧座在压机作用下带动锤头向下运动,侧砧受上砧座和下砧座作用力向下向中心方向运动对坯料进行加载;回程时,压机带动上砧座向上运动,侧砧座沿回程导轨向上同时向两侧运动,图2所示为该装置原理。

1.2 四锤头径向锻造装置技术特点
(1)锻件质量高。采用四锤头锻造装置上进行锻造时,锻件整个截面会产生大的变形量,可以消除金属铸造组织的内部缺陷;金属表面处于三向压应力状态,可以减少表面缺陷,增加合格锻件的产出量。
(2)生产效率高。采用四锤头锻造装置上进行锻造时,坯料轴向截面变化有规律、轴向变化可预测,易于实现自动化控制;单次加载金属塑性变形量大,这使得金属能够在最佳温度范围进行锻造,减少加热火次;与两锤头锻造相比,采用四锤头可以提高生产效率38%[7]。
2 25 MN四锤头径向锻造装置受力分析
2.1 有限元模型的建立
采用ABAQUS软件建立有限元模型一般包括几何模型建立、材料属性定义、网格划分、分析步建立、边界条件和载荷确定、计算以及结果处理等。根据理论分析,25 MN四锤头径向锻造装置上下砧座A、B、C、D四处为应力较高区域;压机达到满吨位,侧砧座离中心最远时应力值最大,针对该工况对该装置进行静态受力分析,采用ABAQUS几何建模模块建立了该装置几何模型,如图3所示。网格划分质量的好坏直接影响求解精度和求解时间,不合理的网格甚至会导致求解过程的中断,所以网格划分应该是分析过程中需要重点注意的一个环节。运用ABAQUS强大而便捷的网格划分功能,通过在模型上设置全局种子的方法合理地控制网格密度,在应力集中部位进行网格细分。ABAQUS软件提供了数量众多的单元种类以满足各种分析类型的需要,模型采用C3D8R单元,即8节六面体线性减缩积分单元,在应力集中部位进行网格细化。
根据几何模型和受力状况的对称性,取1/4模型进行有限元计算。根据实际工作情况,在对称面进行对称约束,在上下砧座和侧砧接触区域定义接触,在上下砧座与压机接触区域进行Y向约束,在锤头与锻件接触面施加面压力,如图3所示。

图3 四锤头径向锻造装置有限元模型Fig.3 FEM of radial forging device with four dies
2.2 结果分析与讨论
应力分布云图如图4所示。分析表明,上下砧座A、B、C、D四处为应力较大部位,上砧座A出最大应力为283 MPa,B处最大应力为177 MPa,下砧座C处应力为215 MPa,D处应力为115 MPa,其他部位应力都低于100 MPa。考虑上下砧座选用的材料和制造工艺,上下砧座设计满足要求。
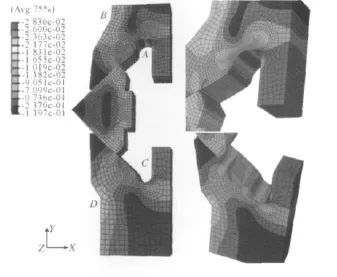
图4 应力分布云图Fig.4 Nephogram of stress distribution
装置的刚度影响成形锻件的精度,该装置位移分布云图如图5所示。分析表明,加载时,侧砧横向移动1.4 mm,刚度满足设计要求。

图5 位移分布云图Fig.5 Nephogram of displacement distribution
3 结论
在传统自由锻造压机上采用四锤头径向锻造装置进行径向锻造是一种全新的自由锻造工艺。本文讨论了四锤头径向锻造装置组成及技术特点,以ABAQUS有限元分析软件为平台,建立了25 MN四锤头径向锻造装置受力分析模型,并对计算结果进行了讨论。结果表明,该装置的设计满足强度和刚度要求。
[1]高峰,郭为忠,宋清玉,等.重型制造装备国内外研究与发展[J].机械工程学报,2010,46(19):92-107.
[2]蔡墉.我国自由锻液压机和大型锻件生产的发展历程[J].大型铸锻件,2007(1):37-44.
[3]徐宇谨,韩大卫,黄新,等.快速锻造油压机组主机结构形式与选型[J].重型机械,2004(6):45-47.
[4]李贵闪,何晓燕,荣兆杰.我国液压机行业的现状及发展[J].锻压装备与制造技术,2006(4):17-19.
[5]高俊峰.我国快锻液压机的发展与现状[J].锻压技术,2008(6):1-5.
[6]范玉林,张营杰,卫凌云,等.45/50 MN快锻油压机本体结构设计分析[J].锻压装备与制造技术,2011(4):24-26.
[7]王玉宝,任胜利.四锤头锻造原理及实施效果分析[J].大型铸锻件,2012(1):44-47.
