板坯热送转弯辊道的设计计算
2019-05-13杨智军
王 欢 杨智军
(中冶赛迪工程技术股份有限公司,重庆401122)
热送辊道是用于接受铸坯并将铸坯送往轧钢车间的最简单、投资最少、效率最高的一种运输方式。以前国内钢厂的热送辊道都是直线的,这种辊道设计比较简单。我们为福建某钢厂设计时,由于地形和厂房之间的位置关系,必须采用转弯辊道才能达到要求,基于这个要求,我们设计了转弯辊道,铸坯宽900 mm,长9000 mm,厚210 mm,温度约为700℃,辊道采用干油集中润滑,单独电机传动,在侧面设置了侧导板和保温罩等装置,以满足铸坯运输的要求。
1 主要参数与结构形式
1.1 主要技术参数
辊子尺寸:长锥辊∅316 mm×1950 mm
辊子材质:35
驱动方式:单独传动,变频
润滑方式:干油集中润滑
1.2 结构与组成
该段辊道为圆弧形布置,辊道中心的圆弧半径为40 000 mm。辊子结构为长锥辊型式,单独传动。切割前辊道主要由辊子装配、驱动装置、辊道架、润滑管路、侧导板及保温罩系统等组成。
2 主要参数设计计算
2.1 热送转弯段辊子宽度

图1 转弯段辊子宽度计算示意图Figure 1 Calculation diagram of roll width in turning section
如图1所示,热送转弯段辊子宽度B用下式计算为:
(1)
式中,R为转弯半径,单位为mm;W为铸坯宽度,单位为mm;L为铸坯长度,单位为mm;ΔB为转弯段宽度裕量,一般情况下为50 mm~100 mm。计算所得结果应圆整。
2.2 确定辊子间夹角
由于铸坯的底面平硬,如图1所示,设计时要对单个辊子承载能力进行校核,对于初始段,还需要考虑冲击载荷的影响,必要时需缩小辊子间夹角。
2.3 单个辊子上的载荷
作用在单个辊子上的载荷F按下式计算:
F=Gm′
(2)
式中,G为铸坯总重量;m′为有效承载辊子数,一般取m′=0.7m;m为铸坯下面的辊子数。
根据计算的F值,从设计手册上查出单个辊子许用载荷[F],使得F<[F]。
2.4 圆锥辊子的锥度计算
圆锥辊子沿圆心O点做旋转运动,见图2。

图2 铸坯做圆弧旋转运动示意图
铸坯外沿点速度为:V1=ωR1
铸坯内沿点速度为:V2=ωR2
式中,ω为铸坯沿半径R运动时的角速度;R1为铸坯外沿和辊子接触点处旋转半径;R2为铸坯内沿和辊子接触点处旋转半径。得出:
V1V2=ωR1ωR2=R1R2
(3)
就单个辊子而言,在铸坯外沿点的速度Vg1=πngd1,在铸坯内沿点的速度Vg2=πngd2,因此在半径为R的圆中的速度和单个辊子的速度是相同的。s单个锥辊子的速度示意图如图3所示。
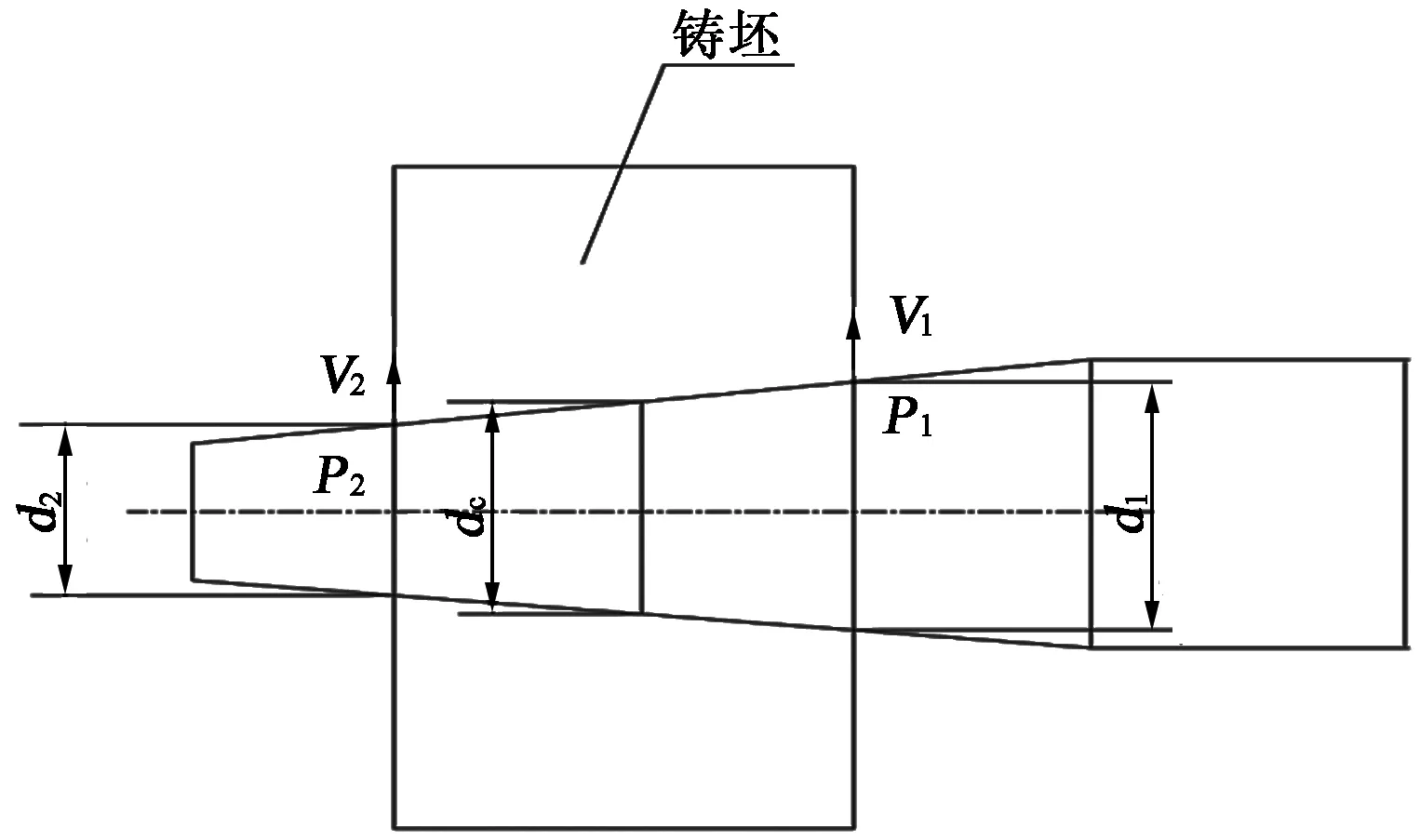
图3 单个锥辊子的速度计算示意图Figure 3 Diagram of velocity calculation of single tapered roller
故有V1=Vg1,V2=Vg2
V1V2=πngd1πngd2=d1d2
(4)
式中,ng为辊子转速,单位rmin。
由式(3)和式(4)可得:
V1V2=Vg1Vg2=R1R2=d1d2
如果锥辊的中心直径为dc,则:
d1=2dcR1(R1+R2)
d2=2dcR2(R1+R2)
2.5 电机功率计算
圆锥辊的辊子采用单独电机驱动的方式,为便于控制,电机采用变频控制。
2.5.1 输入参数
dc为锥辊中径,单位为mm;Pg为单个辊子的重量,单位为kN;n为辊子数量;Vc为锥辊中心的线速度,单位为ms;G为铸坯总重量,单位为kN。
2.5.2 驱动辊道所需电机功率
驱动辊子自重需要的力矩为:
Tc=Pgnμ1dc2
(5)
输送板坯时需要的静力矩为:
Tw=G(μ1db+μ2dc)2
(6)
输送铸坯时辊道所需的静力矩为:
T=Tc+Tw=Pgnμ1dc2+G(μ1db+μ2dc)2
(7)
式中,Tc为驱动辊子自重产生的阻力矩,单位为kN·mm;Tw为板坯重量产生的阻力矩,单位为kN·mm;db为轴承的平均直径,db=0.5(内径+外径),单位为mm;T为输送铸坯时辊道要克服的静阻力矩;μ1为轴承的摩擦系数,对于滚动轴承,取μ1=0.02;μ2为铸坯和辊子表面之间的摩擦系数,对于滚动轴承,取μ2=0.04。
故辊子所需电机的功率为:
N=KTng9.55×η
(8)
式中,ng为辊子转速,ng=60v(πD),单位为rmin;η为效率,η=0.85;K为工况系数,K取值1.5~2。
根据公式(8)计算的功率值,选定电机的额定功率。根据选定的电机功率,必要时可对电机的热功率进行校核。
2.6 减速机速比
减速机速比i按下式计算:
i=nmng
(9)
式中,nm为电机额定转速,rmin。

1—轴承座自由侧 2—铸坯 3—轴承座固定侧 4—辊道架
3 结构特点
板坯热送转弯辊道的辊子上表面水平安装,有利于铸坯的输送,由于连铸板坯的宽度比小方坯要大得多,故不宜采用上表面倾斜的结构,为使辊子上表面水平,辊子装配采用倾斜安装,而辊道架的连接面设计成平面,降低其制造成本,在轴承座和辊道架之间加一个斜垫块,来满足辊子装配斜装的要求。如图4所示。
4 结语
板坯热送转弯辊道输送铸坯速度快,成本低,自动化程度高,因此在冶金行业能够广泛推行应用,和汽车、火车运输相比,设备投资小,生产运营成本低。
