分形理论在放电修整超硬磨料砂轮实验中的应用研究
2013-02-28蔡兰蓉阮文裕胡德金李敏
蔡兰蓉,阮文裕,胡德金,李敏
(1.天津职业技术师范大学 高速切削与精密加工重点实验室,天津300222;2.上海交通大学机械与动力工程学院,上海200030)
0 引言
超硬磨料(金刚石和立方氮化硼(CBN))砂轮具有异常优异的磨削性能,在国防、航空航天领域中的石英天线罩、球面光学镜、铝基光学镜等元器件、微电子制造中的精密模具、工程陶瓷加工刀具等的磨削加工中有着重要的应用[1]。超硬磨料砂轮制造后的整形及磨削中形成堵塞和磨损后的修锐技术,多年来一直是其在实际磨削生产应用中的关键技术。
电火花放电修整(EDD)超硬磨料砂轮避开修整工具直接作用和接触超硬磨粒,基于电物理学、热的熔气化机理去除砂轮结合剂,是很有发展前景的修整技术。当脉冲电压加到修整电极和砂轮之间时,相对间隙最小处或绝缘强度最低处的介质被击穿,形成局部火花放电,放电瞬时产生的热可以熔气化蚀除砂轮局部结合剂[2],使超硬磨粒露出砂轮表面,从而实现修锐砂轮。放电介质是实现放电修整砂轮不可缺少的要素,传统的电火花放电是在有一定绝缘性能的煤油等液体介质中进行。油类工作液易燃烧,加工时高温分解产生的烟气对大气污染严重。因此,很多学者[3-6]尝试采用新型工作介质如气体、雾状去离子水来进行放电加工。
由于放电过程的复杂性和随机性和对放电通道中带电粒子的运动特性、电磁特性和波动特性的认识不够,工作介质放电的物理状态和击穿机理未取得突破性进展。EDD 超硬磨料砂轮时,火花放电因金刚石的绝缘性不会直接发生于磨粒上表面,但放电高温会通过结合剂传递作用于磨粒。当磨粒温度超过其热稳定温度,则会发生氧化反应而丧失应有的磨削工作能力,因此控制砂轮表面的温度场是EDD 超硬磨料砂轮的关键问题[7]。分形几何概念是由Mandelbrot[8]于1975 年首先提出的,并迅速发展的一门新兴数学分支。它是一种研究和处理自然界与工程中不规则图形的强有力工具,如研究道路轮廓线、浮云形状、粗糙表面力学性能、金属沉积等[9-10]。气体、液体和气液混合介质的击穿会产生狭窄的放电通道,通道的树枝化趋势构成了复杂的随机图形,也表现出自相似性和分形特征。因此,可借助气体、液体和气液混合介质的放电路径分形图形及维数,研究3 种介质放电影响区的能量分布特征并预测砂轮的修锐质量。本文开展了液体、气体及雾状介质(气液混合)中EDD 金刚石砂轮实验研究并根据介质放电过程的仿真分形图形分析介质对金刚石砂轮修整质量的影响。
1 分形理论及介质放电模拟
放电加工中介质的放电通道强烈地显示出树枝分叉倾向,形成各种复杂的随机图案。分形几何是研究和处理自然界与工程中不规则图形的强有力数学工具。因此,用分形几何理论研究介质的放电图形及放电能量分布特征是可行的。
根据分形几何学,可将放电树枝总长度与放电半径关系[11]写成

式中:D 为分形维数;N(r)为放电树枝总长度;r 为放电半径。
对(1)式进行求导,可得

式中:n(r)为放电树枝密度。放电树枝的分形维数D 不仅与随机概率指数η 有关,而且也与放电场域的欧几里德维数d 有关,放电树枝的分形维数D 可写成D=D(η,d).
放电产生和发展的条件为电场不均匀区的场强E 高于放电起始场强Ei.此时,因碰撞电离或强场电子发射产生形成流注放电。流注放电的条件为

式中:α 为电子碰撞电离系数;η 为电子附着系数;K为常数。
在流注放电过程中,碰撞电离系数α 大小又与电场强度E 有关[12-13]。

式中:E 为电场强度;Ei为放电起始场强;C 为常数。
放电树枝各个方向发展的概率p 由各个方向的撞电离系数决定,即

(5)式表明,放电树枝沿各方向发展的概率最终是由树枝端部的局域电场强度和放电起始场强决定的。局域电场强度一定时,起始场强越小,满足要求的放电点就越多,放电的分枝数也越多,则分形维数越大,放电树枝也越稠密;反之,分形维数越小,放电树枝也越稀疏。
电火花放电工作介质的放电起始场强存在差异,以两极极间距0.1 mm 为例,空气介质的放电起始场强为102.5 kV/cm;雾状介质的放电起始场强为34 kV/cm,是纯气体放电起始场强的1/3 左右;煤油介质的放电起始场强为50 kV/cm[14].图1 为针板电极中空气、煤油及雾状去离子水3 种介质放电的仿真图形。从图中可看出,雾状介质起始场强最小,分形维数D 最大,放电路径分枝最多,放电树枝最稠密。相反,空气介质起始场强最大,满足要求的放电点最少,分形维数D 最小,放电路径分枝最少,放电树枝最稀疏。
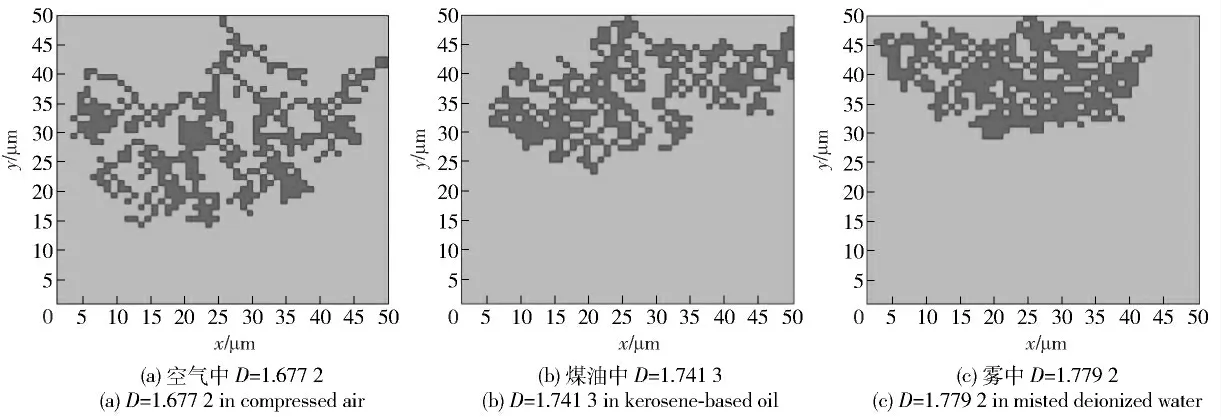
图1 针板电极中不同介质放电的仿真图形及分形维数Fig.1 Simulated discharge channel with various mediums
EDD 金刚石砂轮时,对于给定的脉冲电流Ie和电流脉宽ton,单个脉冲放电所释放的能量一定,脉冲放电热能分布状态取决于放电树枝的形态。放电路径分枝越少,放电树枝越稀疏,放电区域的热量分布就越集中。如果放电点局部区域的热能过于集中会引起金刚石或CBN 磨粒发生氧化反应失去磨削能力;反之,则不能有效蚀除金属结合剂使磨粒露出表面恢复磨削能力。因此,电火花放电介质是影响金刚石砂轮修锐质量的关键因素之一。
2 放电修整砂轮实验
2.1 实验条件
实验在北京安德建奇电火花成形机床上进行,工具电极为紫铜电极,采用的工作放电介质是电火花专用煤油、高压空气和雾状去离子水。利用VHX-1000 三维数字显微镜观察EDD 前后金刚石砂轮表面的微观形貌。
实验用砂轮为青铜基金刚石(MBD)砂轮,砂轮平均磨粒尺寸100 μm,浓度100%,砂轮直径100 mm.修整时,电源极间放电电压为120 V,脉冲间隔toff为10 μs,砂轮接电源正极,工具电极接电源负极。
2.2 实验结果及分析
图2 为修锐前MBD 砂轮表面形貌。图2(a)、图2(b)分别为MBD 砂轮磨钝后的表面形貌和表面轮廓测量结果。从图2(a)可看出砂轮表面金刚石颗粒脱落,没有突出的金刚石磨粒;从图2(b)可看出,砂轮表面的表面轮廓曲线近似为水平直线,波峰、波谷高度差小,表明金刚石颗粒磨损大或砂轮堵塞,砂轮失去容屑空间及磨削能力,对此砂轮必须进行修整才能恢复其磨削能力。

图2 MBD 砂轮修整前表面形貌Fig.2 Surface topographies of MBD wheel before dressing
图3~图5 分别为使用专用煤油、雾状去离子水和空气作为工作介质EDD 砂轮后得到的砂轮表面微观形貌。由图3(a)、图3(b)可见,在雾状去离子水中采用2 组放电参数都可使青铜结合剂熔化形成一定的容屑空间,大量具有磨削刃的金刚石磨粒裸露出来均匀地分布在砂轮表面并且保持良好的形状特征。这说明2 组实验工艺条件合适,放电区域的热量分布均匀,既熔化了青铜结合剂又有效控制了金刚石磨粒发生碳化反应失去磨削能力。由图4(a)、图4(b)可见,在专用电火花煤油中采用2组放电参数都可使磨粒周围的青铜结合剂熔化形成一定的容屑空间。2 组放电参数修整的砂轮表面金刚石磨粒都出现了烧焦、发生石墨化的现象,但图4(b)所示砂轮表面的金刚石磨粒发生碳化反应的程度要高于图4(a)所示砂轮。说明图4(b)所示实验的脉冲放电能量过高,部分磨粒的温度超过其热稳定温度(740℃~840 ℃),部分金刚石磨粒烧焦碳化失去应有的磨削能力。

图3 雾状去离子水中EDD 后MBD 砂轮表面形貌Fig.3 MBD wheel surface topographies with misted water
由图5(a)、图5(b)可见,在空气中采用2 组放电参数进行修整实验时,青铜结合剂都没有明显被去除。而且2 组放电参数修整的砂轮表面金刚石磨粒都出现了严重的烧焦现象而丧失原来的形状特征,砂轮表面几乎所有的金刚石磨粒都失去了磨削刃。说明输入砂轮表面的放电热能过于集中,磨粒的温度超过其热稳定温度(740 ℃~840 ℃),发生了氧化反应。

图4 专用煤油中EDD 后MBD 砂轮表面形貌Fig.4 MBD wheel surface topographies with kerosene-based oil

图5 空气中EDD 后MBD 砂轮表面形貌Fig.5 MBD wheel surface topographies after dressing with compressed air
对比图1 所示的3 种介质放电轨迹仿真图形和修锐后砂形轮表面形貌可看出:在相同工况下,基于分形几何学的放电分析结果与实验修整的金刚石砂轮表面轮廓质量基本符合。不同介质放电路径分析结果显示:局域电场强度、单个脉冲放电能量相同时,雾状介质起始场强最小,满足要求的放电点最多,分形维数D 最大,放电树枝最稠密,放电区域的热量分布最均匀;相反,空气介质起始场强最大,满足要求的放电点最少,分形维数D 最小,放电树枝最稀疏,放电区域的热量分布最集中。从实验修整的砂轮表面轮廓形貌也可看出:在空气中修整的砂轮表面因温度过高,磨粒发生氧化反应,其受损程度最严重;在煤油中修整的砂轮表面磨粒受损程度次之;而雾状去离子水中修整的砂轮表面磨粒则较好,保持原有的形状特征。
3 结论
1)放电工作介质是实现EDD 砂轮不可缺少的要素,其放电击穿通道的树枝化趋势表现出自相似性和分形特征,可基于分形理论模拟出介质的放电轨迹并掌握放电能量的分布特征。
2)本文的模拟结果获得了空气、煤油及雾状去离子水3 种介质放电树枝的分形特征,雾状去离子水介质放电路径分枝最多,分形维数最大,放电区域的热量分布最均匀。
3)雾状去离子水中EDD 的砂轮表面磨粒能保持原有的形状特征,修锐质量最好。金刚石砂轮实验修锐质量与放电路径模拟结果特征基本符合,证明了基于分形理论模拟放电轨迹并基本掌握介质放电能量分布特征的可行性,但砂轮修锐质量与分形维数的对应关系仍需进行深入研究。
References)
[1]陈明君,董申,张飞虎,等.超精密非球曲面磨削系统中砂轮修整技术的研究[J].兵工学报,2002,23(2):238 -241.CHEN Ming-jun,DONG Shen,ZHANG Fei-hu,et al.Wheel truing technique in ultra-precision aspheric grinding system[J].Acta Armamentarii,2002,23(2):238 -241.(in Chinese)
[2]Suzuki K,Uematsu T,Nakagawa T.On-truing/dressing of metal bond grinding wheels by electro-discharge machining[J].Annals of the CIRP,1997,36(1):115 -118.
[3]Xie J,Tamaki J.An experimental study on discharge mediums used for electro-contact discharge dressing of metal-bonded diamond grinding wheel[J].Journal of Materials Processing Technology,2008,208(1):239 -244.
[4]Cai L R,Jia Y,Hu De-jin.Dressing of metal-bonded superabrasive grinding wheels by means of mist-jetting electrical discharge technology[J].Journal of Materials Processing Technology,2009,2(2):799 -784.
[5]Kao C C,Tao J,Shih A J.Near dry electrical discharge machining[J].International Journal of Machine Tools & Manufacture ,2007,47 (15):2273 -2281.
[6]苏树朋,张勤河,张建华,等.超声辅助气中电火花铣削加工研究[J].中国机械工程,2008,19(18):2227 -2230.SU Shu-peng,ZHANG Qin-he,ZHANG Jian-hua,et al.Investigation of ultrasonic vibration electrical discharge milling in gas[J].China Mechanical Engineering,2008,19(18):2227 -2230.(in Chinese)
[7]蔡兰蓉,贾妍,胡德金.电火花修整金刚石导电砂轮温度场分析和实验研究[J].中国机械工程,2008,19(9):1009 -1012.CAI Lan-rong,JIA Yan,HU De-jin.Analysis of temperature field and experimental validation for electrical discharge dressing and truing of electrical diamond grinding wheel[J].China Mechanical Engineering,2008,19(9):1009 -1012.(in Chinese)
[8]Jr Witten T A,Sander L M.Diffusion-limited aggregation,a kinetic critical phenomenon[J].Physical Review Letters,1981,47(19):1400 -1403.
[9]刘枫,巩亚东,单玉桥,等.砂轮约束磨粒喷射精密光整加工外圆表面分形维数的研究[J].兵工学报,2009,30(1):100 -104.LIU Feng,GONG Ya-dong,SHAN Yu-qiao,et al.The fractal dimension of cylindrical surfaces for abrasive jet finishing restricted by grinding wheel[J].Acta Armamentarii,2009,30(1):100 -104.(in Chinese)
[10]肖乐勤,李煜,左海丽,等.可燃药筒孔结构的分形维数研究[J].兵工学报,2011,32(5):569 -574.XIAO Le-qin,LI Yu,ZUO Hai-li,et al.Fractal dimension of pore structure of combustible cartridge cases[J].Acta Armamentarii,2011,32(5):569 -574.(in Chinese)
[11]Niemeyer L,Pietronero L,Wiesmann H J.Fractal dimension of dielectric breakdown[J].Physical Review Letters,1984,52(12):1033 -1036.
[12]Femia N,Niemeyer L,Tuccl V.Fractal characteristics of electrical discharges experiments and simulation[J].Journal of Physics D:Applied Physics,1993,26(4):619 -627.
[13]陈庆国,张乔根,邱毓昌,等.SF6 气体放电通道的分形特征及计算机模拟[J].西安交通大学学报,2000,34(4):1 -4.CHEN Qing-guo,ZHANG Qiao-gen,QIU Yu-chang,et al.Fractal characteristics and computer simulation of the discharge channel in SF6 Gas[J].Journal of Xi'an Jiaotong University,2000,34(4):1 -4.(in Chinese)
[14]李明辉.电火花加工理论基础[M].北京:国防工业出版社,1989.LI Ming-hui.Electrical discharge machining theory[M].Beijing:National Defense Industry Press,1989.(in Chinese)
