树脂结合剂金刚石磨粒把持固结行为分析*
2022-04-26刘永胜靳淇超刘瑞虎王家庆姬云霄明子航
刘永胜,郭 磊,靳淇超,刘瑞虎,王家庆,姬云霄,明子航
(长安大学道路施工技术与装备教育部重点实验室,西安 710064)
0 引言
目前,工业生产中常见的金刚石磨具结合剂基体材料有金属、陶瓷和树脂等[1],其中树脂结合剂磨具由于优异的自锐性与退让性,磨削过程一般具有材料去除效率高、表面及亚表面损伤较小的特点;因此,树脂结合剂金刚石磨料磨具被广泛应用于硬质合金、高温合金、玻璃、陶瓷等难加工材料的超精密制造过程。
相比金属结合剂与陶瓷结合剂磨具,树脂结合剂磨具受基体材料性能限制,其对金刚石磨粒的把持作用主要以机械包镶力为主[2-3]。科研人员长期以来对树脂结合剂磨具的磨粒固结把持行为开展了深入而广泛的研究,其研究方法可分为理论分析,仿真分析及实验3类。ZHAO、BULLOUGH 等[4-5]总结了基体对金刚石磨粒固结把持力的计算方法。这些研究以金属作为基体对固结把持力的理论公式进行分析,本研究在此类研究方法的基础上对树脂基固结把持力的理论计算方法加以优化;BOROWIECKA等[6]通过有限元仿真对钴基磨轮锯片进行仿真,发现随着金刚石磨粒出刃高度的增加,磨粒周围基体中的积累能量随之减少;魏俊磊等[7]通过有限元仿真研究了磨粒形状等因素对基体等效应力的定性影响,发现颗粒形状对基体热残余应力影响较大;LI等[8]研究发现温度在磨粒固化过程中对于磨粒的固结把持力有着重要的影响;崔晨等[9]通过划擦实验研究了纯光固化树脂和含氧化铝填料的光固化树脂对磨粒固结把持力的影响,发现磨粒的出刃高度是影响磨粒把持力的主要因素。而在工业生产中,各因素与固结把持力之间的具体规律及其产生原因还是较为模糊,不利于高精度磨具的制备,为此本研究通过理论分析与建模仿真相结合的方法量化分析固化温度,磨粒的出刃高度和磨粒形状与磨粒所受固结把持力之间的具体关系及产生原因,进而通过这些产生原因及规律优化磨具结构。
1 磨粒固结把持力
树脂结合剂金刚石磨具中磨粒的固结把持力是影响磨具性能的主要因素,该力包括磨具制造时基体与磨粒因温度而产生不同变形及二者间存在摩擦而产生的机械包镶力[5],磨粒与粘接剂发生化学反应而产生的化学作用力及磨粒与基体间存在物理吸附作用而产生的范德华力。本研究中因磨粒为原晶金刚石颗粒,在磨粒与基体结合界面处无化学反应故不存在化学作用力,范德华力相对机械包镶力小的多可以忽略,故本研究以机械包镶力作为磨粒的固结把持力[4]。在磨粒理论建模时将磨粒的液-固相变过程视作固态树脂的降温收缩模型[10],在对磨粒固结把持力理论计算时将磨粒模型视为球体[4,11]。
图1为单颗金刚石完全嵌入树脂基体局部示意图,中间磨粒为表面未镀覆涂层的原晶金刚石,外部均为树脂基体。当磨粒完全嵌入基体时,其受到基体包镶力P可利用磨粒与基体各个方向应变之间关系以及弹塑性力学相关理论进行量化表达[3]:
(1)
式中,a为磨粒外接球半径;b为基体球半径;R为基体塑性区球半径;E1为磨粒杨氏模量;E2为基体杨氏模量;α1为磨粒膨胀系数;α2为基体膨胀系数;μ1为磨粒泊松比;μ2为基体泊松比;ΔT为固结时的温度差。
因为R为磨粒周围基体的塑性区范围,而本研究中磨粒周围基体材料为树脂,所以R与b相等[2],有:
(2)

图1 金刚石树脂磨具简化示意图
上述理论模型仅考虑磨粒整体嵌于基体材料中的情况,而在实际生产过程中,磨具制备完成后往往需要进行刃磨、修锐方可投入使用,目的是为了将完全嵌入基体材料的磨粒露出,以提高磨具磨削性能。因此,当磨粒露出时其受到基体的把持力变化与其露出部分高度息息相关。
所以由式(2)及同等条件下磨粒粒径越大其所受固结把持力就越大[12],建立把持力与磨粒嵌入表面积关系,可列关系式:
(3)
式中,ρ为比例系数;P1为出刃高度在h时磨粒的包镶力;S1为磨粒与基体之间接触面积;S为磨粒表面积。
由于超精密磨削过程中,十二面体人造金刚石磨粒应用较为广泛,所以本研究中磨粒模型选为十二面体,如图2所示。

图2 磨粒嵌入面积计算原理图
计算S1有:
(4)
(5)
将式(5)处理为S1关于h的表达式:
(6)
依据式(5)令h=0可得:
(7)
磨粒形状为正十二面体时磨粒包镶力与其出刃高度关系为:
(8)
由式(2)推出磨粒固结把持力与制备过程固化温度的关系成正比,可表达为:
P1∝ΔT
(9)
因此,磨粒所受固结把持力与磨粒出刃高度之间的函数关系可表达为:
(10)
式中,γ=2πP/S;λ=2πR2P/S。
当研究磨具制备过程中固化温度对磨粒固结把持力的影响时,固结把持力可以表示为:
P1=KΔT+MT
(11)
式中,K为:
MT表示在不同温度下基体由于交联作用差异使基体强度发生变化而产生的力,由于该力大小具有随机性,故本研究中不考虑该力,主要考虑温度变化时基体与磨粒发生变形及二者之间由于产生相对运动趋势由摩擦而产生相互作用力。
所以由理论公式可知,当磨粒为正十二面体时,固结把持力与出刃高度之间为二次关系;在仅改变温度时,磨粒的固结把持力随温度呈线性递增关系。
2 磨粒形状特征
磨粒形状对树脂-磨粒固化过程影响较大,主要是因为磨粒形状不同,其磨粒棱数及棱角等均不相同,使得磨粒在树脂基体中固化收缩时产生不同的应力集中区域。
本研究对树脂结合剂金刚石磨具制备过程中单颗磨粒及包围基体单元固化收缩过程进行仿真,磨粒外接球粒径相等的不同形状磨粒,参数设置如表1所示,场域温度初始为200 ℃,最终温度为20 ℃。式(1)中a为25 μm,b为40 μm。
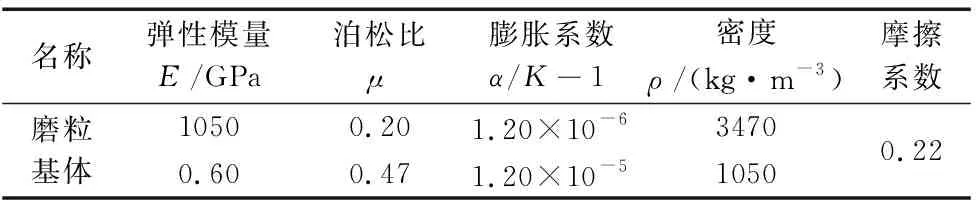
表1 仿真参数设置
仿真模型网格划分原理图如图3所示。仿真求解,其结果应力云图如图4所示。对仿真结果数据加以整理,结果如表2所示。

图3 仿真模型网格划分原理图

图4 不同形状磨粒固结应力云图
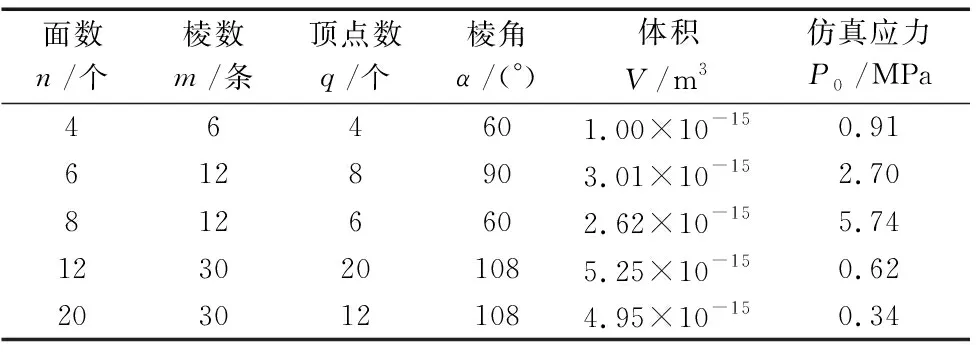
表2 不同形状磨粒数据
表2中P0表示磨粒的平均固结把持力值,绘制面数与固结力关系曲线图如图5所示,可以看出相等粒径的磨粒正八面体时固结把持力最大,正二十面体的固结把持力最小,且八面体结构的磨粒所受固结把持力要远大于其它形状的磨粒,最小把持力约为同等条件下最大把持力的十分之一。文献[13]提出形状因子并描述磨粒形状越偏离球状,在同等条件下其研磨性越小,结合表2可得到,八面体形状棱角锐利,在固化过程中磨粒周围基体变形趋势相对更大,从而基体对其产生的固结力更大,研磨性更好。

图5 不同形状固结力曲线图
在式(10)以球体为模型时理论值P1为1.18 MPa,正十二面体仿真值P0为0.62 MPa,所以可以在公式中引入形状系数,形状系数是用来描述磨粒形状偏离球体的趋势。
对式(10)和式(11)加以修正,有:
(12)
(13)
可以确定当磨粒为正十二面体时其理论公式中的形状系数η可以取值0.5,所以以此值为参考进行温度及出刃高度对磨粒所受固结把持力影响的分析。
3 固化温度
温度对树脂-磨粒固化过程有着重要的影响,主要是不同温度时,树脂基体的收缩变形及自身固化时由于树脂基体中交联密度产生差异,导致基体强度大不相同。已知树脂基磨粒固化时其温度一般是180~200 ℃,为分析仅改变温度时固结把持力的变化情况,仅改变固结温度,仿真结果如表3所示,应力云图如图6所示。
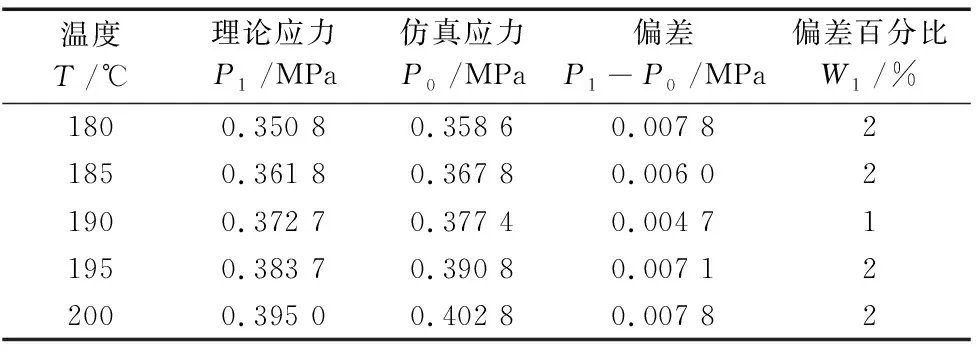
表3 不同固结温度下的磨粒分析结果

图6 不同温度磨粒固结应力云图
表3中W1表示P1与P0的偏差百分比;P0为Mises应力平均值。根据第四强度理论,不同面所受的应力均值可以算出来,磨粒固结把持力取应力云图中所有面中平均应力的最大值。
表3中W1值为1%~2%,表明形状系数η取值0.5合理,根据表3中的数据可作图7表明温度与固结把持力之间的理论拟合曲线(theoretical fitting curve,TFC)和仿真拟合曲线(simulation fitting curve,SFC)。由图7知,在树脂的固结温度范围内,当磨粒固化温度按5 ℃的变化量递增时,固结把持力变化量约为2%,磨粒所受的固结把持力随固化温度的增大而增大,并且仿真值总体上是大于理论值的,这是由于在理论建模时未考虑到摩擦的存在,但在仿真时考虑到了摩擦力的影响。

图7 磨粒在不同温度下的固结力曲线
4 磨粒出刃高度
磨粒出刃高度对磨粒所受固结把持力的影响也很大,因为出刃高度不同磨粒嵌入基体中的磨粒面积,磨粒的棱数及棱角也不相同,由此使得磨粒在树脂基体中固化冷却收缩时受到的固结把持力也随之改变。同等条件下,仅改变磨粒出刃高度,仿真结果应力云图如图8所示,数据如表4所示。

图8 不同出刃高度磨粒固结应力云图

表4 磨粒不同出刃高度固结力结果

续表
表4中W1为2%~23%,考虑到摩擦及误差的存在,故W1变化合理。此外,图9表明十二面体磨粒所受固结把持力与磨粒出刃高度为二次关系,随出刃高度增加而减小且曲线趋势与推论相符,表4中ΔP0与ΔP1则表明在出刃高度以2.5 μm递增时,磨粒所受固结把持力变化量随露出顶点数而波动,尤其在一半出刃高度附近时波动较大。这是因为磨粒所受固结把持力与出刃高度之间的关系实质是固结力和磨粒与基体接触面积的关系,而在一半出刃高度仿真值变化量出现波动则是因为磨粒所受固结力不仅与磨粒与基体的接触面积相关,而且也与磨粒嵌入基体中的顶点数目相关,在一半出刃高度时,由于嵌入基体中的顶点影响所以数值波动较大,而理论值并未考虑到顶点的影响所以数值波动不大。对规则形状磨粒而言,磨粒所受固结把持力与磨粒出刃高度之间的关系可以视作是磨粒出刃高度与磨粒和基体接触面积之间的关系,如正十二面体为二次关系。

图9 不同出刃高度磨粒固结力仿真曲线
5 结论
(1)同等条件下,由于八面体形状具有棱角锐利,棱数较多,形状偏离球状趋势大等特征,因此八面体形状磨粒在树脂基体中受到的固结把持力远大于其它形状的磨粒。
(2)在树脂的固化度范围内,磨具制备固化温度与磨粒在基体中受固结把持力基本线性关系,当固化温度以5 ℃变化量递减时,固结把持力以2%的变化量减小,相对形状而言温度对磨粒所受固结把持力影响较小。
(3)磨粒所受固结把持力与磨粒出刃高度之间的关系在不考虑磨粒顶点影响时可以视作是磨粒出刃高度与磨粒和基体接触面积之间的关系,对于规则形状磨粒,磨粒与基体接触面积可以计算如正十二面体为二次关系。
