13MnNiMoR钢板焊接性研究
2012-11-14陈延清许良红隋鹤龙董现春牟淑坤
张 熹,陈延清,章 军,许良红,隋鹤龙,董现春,张 楠,牟淑坤
(1.首钢技术研究院 用户技术研究所,北京 100041;2.首钢技术研究院 宽厚板研究所,北京 100041)
13MnNiMoR钢板焊接性研究
张 熹1,陈延清1,章 军1,许良红1,隋鹤龙2,董现春1,张 楠1,牟淑坤1
(1.首钢技术研究院 用户技术研究所,北京 100041;2.首钢技术研究院 宽厚板研究所,北京 100041)
采用热模拟技术测定13MnNiMoR钢板焊接连续冷却转变曲线,确定焊接热影响区粗晶区组织转变规律;通过最高硬度试验、斜Y坡口试验确定了最佳焊前预热温度和再热脆化温度敏感温度区间;粗晶区热模拟试验确定了该钢种的焊接工艺适应性;结果表明13MnNiMoR钢板具有良好的焊接性,该结果对制定合适的焊接工艺有重要参考意义。
低合金高强钢;热影响区;组织转变;焊接性
0 前言
13MnNiMoR钢作为一种低合金高强钢广泛应用于锅炉气泡等压力容器的制造。为保证其常温和中温性能,13MnNiMoR钢合金元素含量较高,淬硬倾向较高,热影响区易形成淬硬组织,在焊接时易形成延迟冷裂纹,焊前需预热;由于13MnNiMoR钢通常在中温长期工作,为保证其热强性需加入较多Mo、Cr、Nb等合金元素,这些合金元素均为碳化物形成元素,在焊后去应力处理时,该碳化物易在晶界偏聚从而导致再热裂纹的出现,因此有必要确定其再热裂纹温度敏感区间,避免出现再热裂纹[1-9]。压力容器在焊接后和去应力处理后都要进行严格的无损检测,以检测各种裂纹,因此研究热影响区组织转变规律并确定合适的预热温度和去应力热处理温度是非常必要的。此外,锅炉气泡对焊接接头力学性能有一定要求,焊接热输入对焊接接头最薄弱环节——粗晶区的影响,直接了决定该钢种的焊接工艺适应性,对制定合理的焊接工艺有着重要的参考价值。
1 试验材料
试验钢板为厚55 mm 13MnNiMoR合金容器钢板,该钢板的化学成分和力学性能如表1、表2所示。母材金相组织如图1所示,为贝氏体+珠光体组织。
2 粗晶区组织转变规律
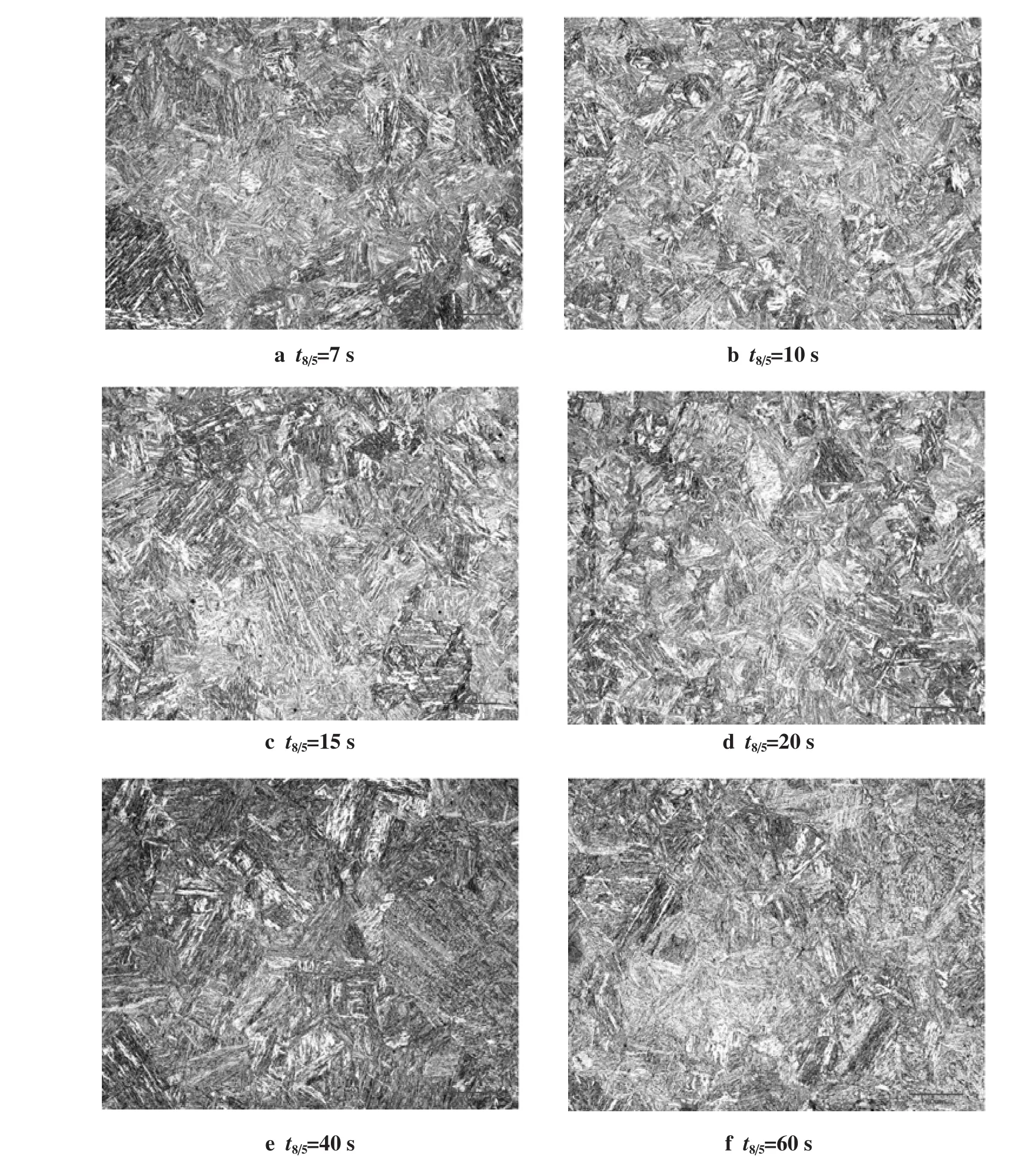
利用Gleeble2000热模拟试验机测定焊接连续冷却转变曲线,设计了14种冷却速率,热模拟后通过金相观察得到热影响区粗晶区组织转变与t8/5的关系,如图2、图3所示,各相比例随t8/5的变化规律如图4所示。
表1 母材化学成分Tab.1 Chemical content %

表2 母材力学性能Tab.2 Mechanical property
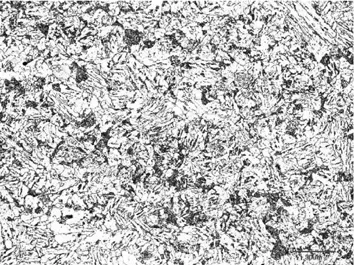
图1 母材金相组织Fig.1 Metallurgical structure
根据以上试验结果可以得到如下结论: (1)在研究的冷却速率下,粗晶区只存在M+B、 B、B+F(M为马氏体,B为贝氏体,F为铁素体)三种组织转变。

图2 粗晶区组织随t8/5的转变规律Fig.2 Relationship between coarse grain zone microstructure and t8/5
(2)t8/5<150 s时,发生M+B组织转变,且随着t8/5的增加,M比例减少,B比例增加;150 s<t8/5<600 s时,只发生B组织转变,且随着t8/5的增加B组织粗化;t8/5>600 s时,发生B+F组织转变,随着t8/5的增加,F比例有所增加,B组织减少。
(3)在常规热输入范围内,即t8/5<20 s时粗晶区硬度大于临界值350 HV10,具有较高的淬硬倾向,需要进行焊前预热。

图3 焊接连续冷却转变曲线Fig.3 Welding continuous cooling transformation curve
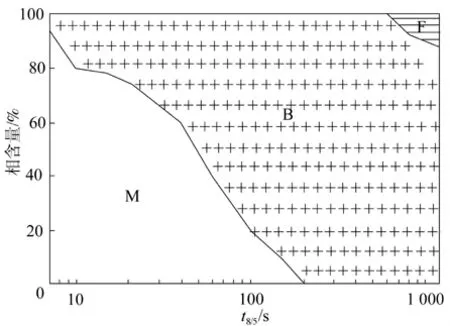
图4 相比例随t8/5的变化规律Fig.4 Relationship between phase proportion and t8/5
3 冷裂纹敏感性
3.1 Ceq和Pcm的计算
按照日本焊接协会推荐的碳当量和冷裂纹敏感指数计算公式,计算得到Ceq=0.53%和Pcm=0.26%,分别大于临界值0.40%和0.20%,表明该钢种具有较高的淬硬倾向和冷裂纹敏感倾向。
3.2 最高硬度试验
对厚55 mm 13MnNiMoR钢板进行了热影响区最高硬度试验。试验环境:室温7℃,相对湿度30%。分别进行室温不预热、预热100℃和150℃三种试验条件下热影响区最高硬度试验,试验用试板的加工方式和硬度测定按GB 4675.5-2008《焊接性试验-焊接热影响区最高硬度试验方法》标准进行。
试验用电焊条为四川大西洋生产的φ 4.0 mm CHE607Ni焊条(焊前进行350℃×2 h烘干)。焊接工艺参数和试验结果如表3所示。焊后试板经解剖,以切于焊接熔合线底部切点为0点,左右每隔0.5 mm作为硬度的测定点,两侧各测试七个以上点(载荷为10 kg)。

表3 最高硬度试验工艺参数及结果Tab.3 Welding parameters and results of maximum hardness test
试验结果:13MnNiMoR钢板的淬硬倾向较大,室温7℃不预热下施焊,最高硬度为389 HV10,大于国际焊接协会规定的临界值350 HV10;经过预热100℃和150℃后进行施焊,热影响区最高硬度分别降到376 HV10和372 HV10,热影响区的最高硬度仍较大,说明焊前预热对降低其淬硬倾向有一定的作用,但预热150℃后该钢淬硬倾向仍较高。
3.3 斜Y冷裂纹敏感性试验
斜Y坡口焊接裂纹试验按GB4675.1-84《斜Y坡口焊接裂纹试验方法》进行。焊前试板分别进行100℃和150℃预热,每种预热温度焊接试样两块,试样尺寸示意如图5所示。试板焊后经48 h自然冷却后,检测试验焊缝表面,均未发现表面裂纹。然后将每块试板的试验焊缝切成四片,对五个断面进行裂纹检查,采用光学显微镜(放大倍数200×)观察裂纹率,试验结果如表4所示。
试验结果表明:两种预热制度下表面裂纹率均为0;预热100℃后施焊,两块试样断面裂纹率分别为19.8%和10.7%;预热150℃后施焊,两块试样断面裂纹率均为0%。因此,为避免该钢种施焊后出现冷裂纹,厚55 mm 13MnNiMoR钢板施焊前应预热150℃以上。
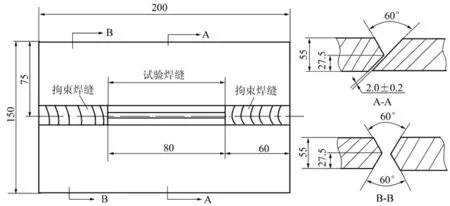
图5 斜Y坡口试样尺寸示意Fig.5 Schematic plan of Y-Groove crack sensitivity experiment

表4 斜Y裂纹敏感性试验的工艺参数及结果Tab.4 Welding parameters and results of Y-Groove crack sensitivity experiment
4 再热裂纹敏感性
为了评价13MnNiMoR合金容器钢热影响区再热裂纹敏感性,采用斜Y坡口试样法进行研究。斜Y坡口试样按照如表5所示的焊接工艺参数进行施焊,共焊接斜Y坡口试样六块,为避免出现焊接冷裂纹影响再热裂纹的测定,施焊前预热200℃。焊接后将六块试样分为三组,每组两块,分别按580℃×2.5 h、620℃×2.5 h、660℃×2.5 h进行焊后热处理,解剖热处理后的试样,检测断面裂纹率,试验结果如表6所示。

表5 斜Y坡口试样焊接工艺参数Tab.5 Welding parameters of Y-Groove specimen
试验结果表明:在580℃、620℃进行焊后热处理,断面裂纹率为0%;焊后热处理温度为660℃时,平均断面裂纹率为0.41%,有一定的再热裂纹倾向,但低于临界值20%。试验结果表明,该钢种的再热裂纹敏感性较低,为安全起见,其焊后热处理温度应控制在620℃以下。
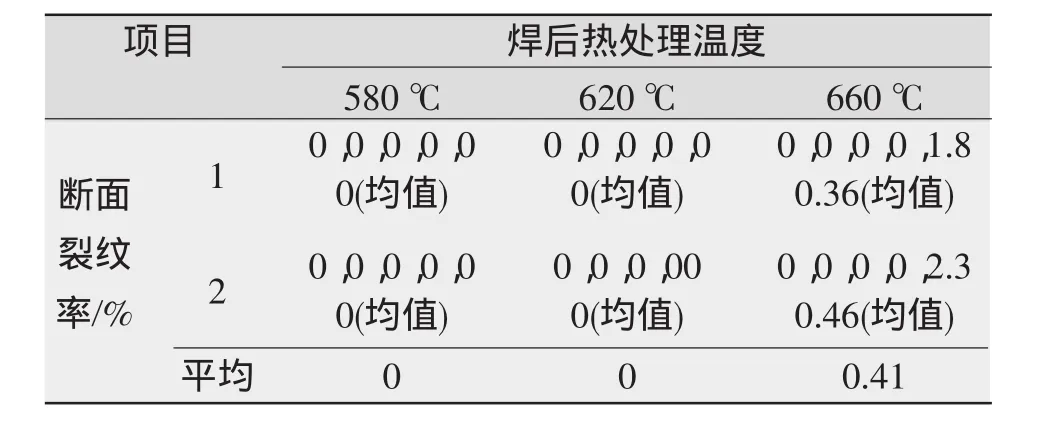
表6 再热裂纹试验结果Tab.6 Reheat crack results
5 粗晶区热模拟试验
粗晶区热模拟试样取自距轧制表面2 mm处,热模拟工艺参数和试验结果如表7、图6所示。
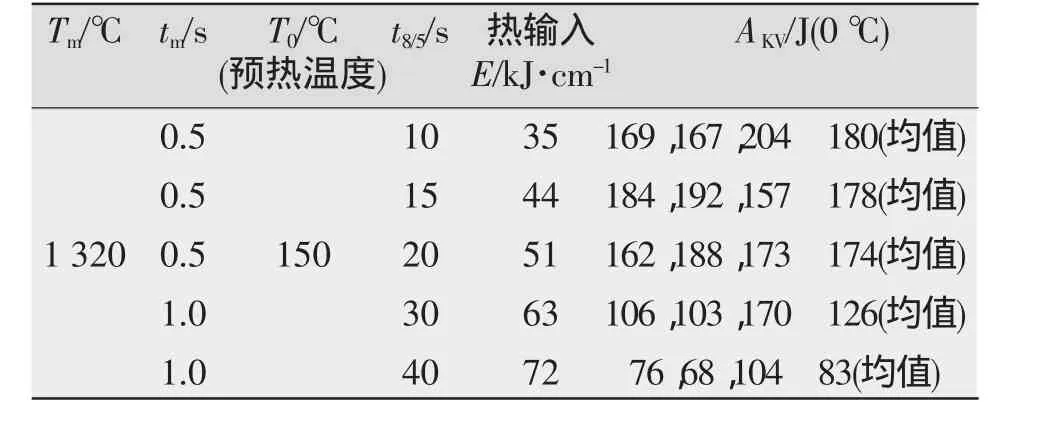
表7 热模拟工艺及试验结果Tab.7 Thermal simulation craft and test results
试验结果表明:在t8/5=10~40 s,即焊接热输入在35~72 kJ/cm时,焊接接头最薄弱的环节——粗晶区的0℃冲击功虽然随t8/5的增加而呈下降趋势,特别是当焊接热输入大于63 kJ/cm时,粗晶区冲击功显著下降,但焊接热输入在35~72 kJ/cm范围内粗晶区冲击功均能满足使用要求(大于等于41 J),说明该钢种焊接热输入适应性较高,可以在较大热输入下进行施焊。
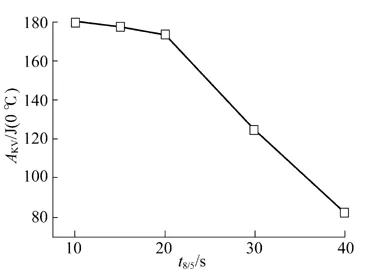
图6 粗晶区冲击功随t8/5的变化规律Fig.6 Relationship between impact energy and t8/5
6 结论
(1)焊接连续冷却转变曲线测定结果表明:t8/5<150 s时,发生M+B组织转变,且随着t8/5的增加,M比例减少,B比例增加;150 s<t8/5<600 s时,只发生B组织转变,且随着t8/5的增加B组织粗化;t8/5>600 s时,发生B+F组织转变,随着t8/5的增加F比例有所增加,B组织减少;在常规热输入范围内,即t8/5<20 s时,粗晶区硬度大于临界值350 HV10,具有较高的淬硬倾向,需要进行焊前预热。
(2)冷裂纹敏感性试验结果表明:为避免该钢种施焊后出现冷裂纹,厚55 mm的13MnNiMoR钢板施焊前应预热150℃以上。
(3)该钢种的再热裂纹敏感性较低,为安全起见,其焊后热处理温度应控制在620℃以下。
(4)粗晶区热模拟试验结果表明:焊接热输入在35~72 kJ/cm范围内,粗晶区冲击功均能满足使用要求(大于等于41 J),说明该钢种焊接热输入适应性较高,可以在较大热输入下进行施焊。
[1]姚 钦.HQ-80钢再热裂纹机理[J].焊接学报,2004,25(6):77-81.
[2]白世武,李午申,邸新杰,等.07MnNiCrMoVDR钢焊接粗晶热影响区的韧化机理[J].焊接学报,2008,29(3):25-28.
[3] ADONYI Y.Heat Affected Zone Characterization by Physical Simulations[J].Welding Journal,2006,85(10):42-47.
[4]Pedro Verson.A case study for reheat crack[J].Materials at High Temperatures,2006,23(3):219-223.
[5]TURSKI M,SHERRY A H,BOUCHARD P J,et al.Residual Stress Driven Creep Cracking in Type 316 Stainless Steel[J].Journal of neutron research,2004,12(1):45-49.
[6] Makhnenko V I,Velikoivanenko E A,Pochinok V E,et al.Numerical methods for the predictions of welding stresses and distortions[J].Welding and surfacing reviews,1999(13):1-146.
[7]朱 平,史元春,杨 松,等.焊后热处理对HCM2S钢焊接接头韧性的影响[J].热力发电,2008,37(1):121-124.
[8]赵时璐,李 友.P460NL1钢焊接热影响区再热脆化的研究[J].机械设计与制造,2006(2):115-116.
[9]袁 超,齐义辉,孙晓峰,等.无裂纹钢的焊后热处理与再热脆性[J].辽宁工学院学报(自然科学版),2001,21(1):4-7.
Study on the weldability of 13MnNiMoR steel plate
ZHANG Xi1,CHEN Yan-qing1,XU Liang-hong1,ZHANG Jun1
(1.Application Technology Dept.,Shougang Research Institute of Technology,Beijing 100041,China;2.Width-thickness Plate Dept.,Shougang Research Institute of Technology,Beijing 100041,China)
The welding continuous cooling transformation curve has been mensurated by thermal simulation technology and the microstructure transformation regulation of heat affected zone has been determined.Through maximum hardness test and Y-groove type cracking test,optimal preheat temperature and reheat embitterment sensitive temperature have been determined.The welding technology adaptability has been valued by coarse grain zone thermal simulation.The results indicated that the weldability of 13MnNiMoR steel plate was well and the results were helpful for determining welding technology.
low alloy high strength steel;heat affected zone;microstructure transformation;weldability
TG457.11
A
1001-2303(2012)07-0017-06
2012-02-29
张 熹(1980—),男,天津人,工程师,硕士,主要从事板材焊接性及焊接材料的研发工作。
