40MnB与16MnR异种钢的焊接性试验及工艺评定
2012-11-14游胜辉
游胜辉
(方盛车桥(柳州)有限公司,广西 柳州 545006)
40MnB与16MnR异种钢的焊接性试验及工艺评定
游胜辉
(方盛车桥(柳州)有限公司,广西 柳州 545006)
40MnB是中碳合金结构钢,具有强度高、韧性好等性能,但其含碳量高,焊接性低,冷裂倾向大。16MnR属于低碳合金钢,具有良好的物理性能和工艺性能。两种钢在汽车上应用比较广泛。通过焊接接头无损检测、力学性能和组织金相分析,研究CO2气体保护焊40MnB和16MnR异种钢的焊接性能。结果表明,采用合适的焊接规范,所得的焊接接头各项性能良好,热影响区晶粒长大不严重,焊缝与母材熔合良好。
中碳合金结构钢;异种金属;焊接工艺;力学性能;微观组织
0 前言
40MnB具有较高的强度、硬度、耐磨性和良好的韧性,该钢价格适中,加工容易,经适当的热处理后可获得一定的韧性、塑性和耐磨性,在汽车工业应用广泛。但其含碳量高,调质后焊接性差,淬硬倾向大,具有高的冷裂纹敏感性。16MnR是低碳合金钢,焊接性较好。进行异种金属焊接时,由于不同金属的化学成分、组织结构、力学性能及物理性能存在较大差异,因此其焊接过程要比同种金属的复杂得多,焊接接头的可靠性问题也显得更加突出。在此主要研究40MnB与低合金高强钢16MnR的焊接性并进行工艺验证。
1 试验材料和方法
1.1 试验材料
试验母材为调质40MnB与16MnR,板厚10mm。试验母材的化学成分、力学和物理性能见表1。焊接材料为ER50-6实心焊丝,直径φ 1.6 mm,其化学成分和力学性能见表2。
1.2 焊接性分析
从化学成分角度,低合金钢16MnR含碳量较低,但Mn含量较高,且w(Mn)/w(S)=98.57,虽然16MnR母材中也含有少量的P、S等杂质元素,但一般不会形成低熔点共晶组织,即使形成低熔点共晶组织也不易出现在晶界上,凝固收缩量小,所以抗热裂纹性能较好。
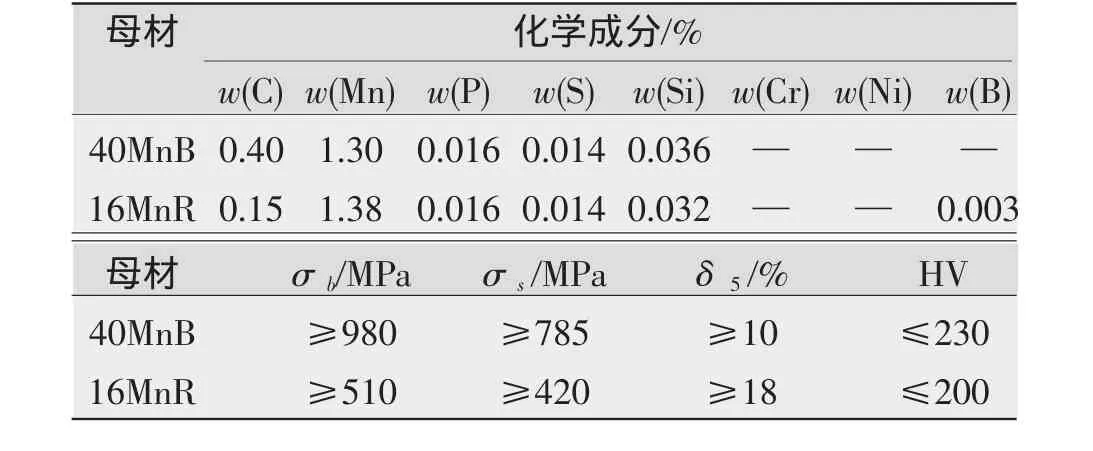
表1 试验母材的化学成分和力学性能

表2 焊丝ER50-6的化学成分和力学性能
根据国际焊接学会(IIW)推荐的碳当量计算公式,16MnR的碳当量和合金元素的冷裂纹敏感指数为[1]Ce=C+Mn/6+Cu/15+Ni/15+Cr/5+Mo/3+V/5=0.38% Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+ V/10+5B=0.229% 16MnR的碳当量Ce=0.38%,钢材在焊接时已具有一定的淬硬倾向,焊接性较好。焊接线能量的确定主要取决于过热区的脆化和冷裂这两个因素,过热区脆化是因线能量过大产生魏氏组织而造成的,所以通常应用小线能量进行焊接。若采用过小的线能量焊接,过热区易得到片状马氏体,有可能导致焊接冷裂纹。这时为了降低淬硬倾向,防止产生冷裂纹,焊接线能量应偏大一些,因此应根据板厚和结构形状等实际生产情况合理控制线能量。总体上,16MnR材料焊接性较好,只要控制好焊接线能量,在焊接过程中一般不会产生焊接冷裂纹和过热区脆化等缺陷。
40MnB碳当量和合金元素的冷裂纹敏感指数为Ce=C+Mn/6+Cu/15+Ni/15+Cr/5+Mo/5+V/5=0.61% Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+ V/10+5B(%)=0.427%
40MnB是中碳调质钢,碳当量Ce=0.61%,焊后热影响区容易产生硬度很高的马氏体,造成脆化。并且有着高的冷裂纹敏感性,因此焊接时尽可能地采用低氢或超低氢焊接材料。采用熔化极CO2气体保护焊时,所得焊缝的含氢量很低。中碳调质钢宜采用较低的热输入焊接,大热输入量将产生宽且组织粗大的热影响区,增大脆化倾向[2]。
1.3 焊接方法
采用半自动CO2气体保护焊进行焊接,带垫板的对接接头形式。坡口形式如图1所示,焊接顺序如图2所示,焊接工艺参数见表3。
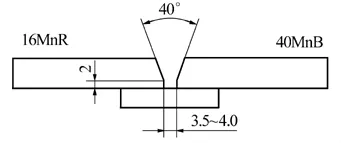
图1 坡口形式
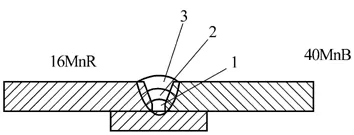
图2 焊接顺序
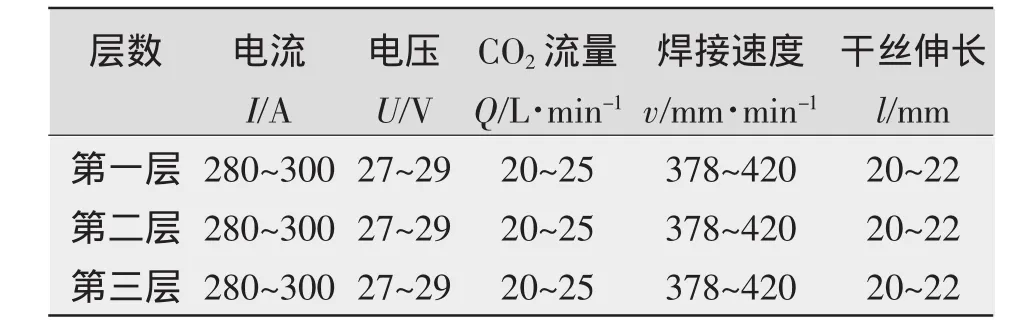
表3 焊接工艺参数
2 试验分析
(1)焊接接头抗拉强度试验。
按照国标GB6397-1986《金属拉伸试验试样》和GB2651-1981《焊接接头拉伸试验方法》将母材及接头加工成三块标准的拉伸试样,其中焊接接头的焊缝位于试样中心,如图3所示。在CMT5105型万能电子试验机上进行接头的拉伸强度实验。测试条件为:加载速率8 mm/min,加载载荷10 kN。测试结果见表4,断裂位置如图4所示。
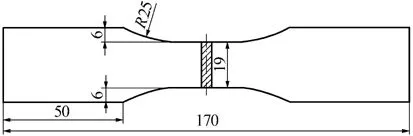
图3 接头拉伸试样
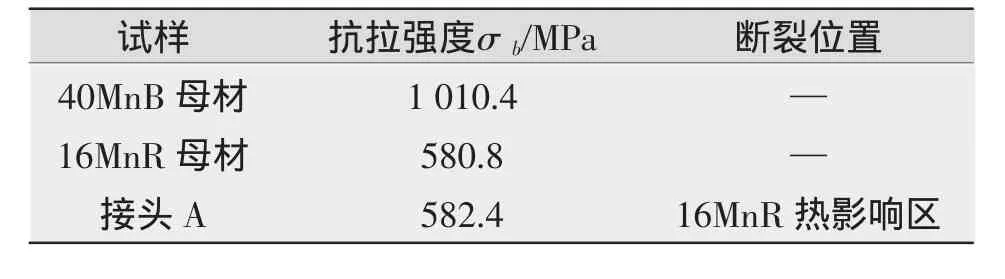
表4 焊接接头拉伸测试结果
由表4可知,焊接接头的抗拉强度为582.4MPa,达到母材的抗拉强度要求(16MnR母材抗拉强度大于等于510 MPa),完全可以满足实际使用要求。
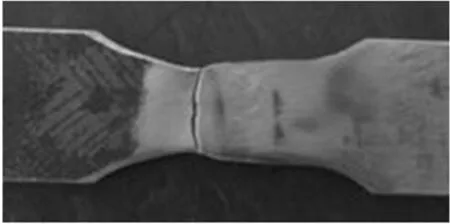
图4 焊接接头拉伸断裂位置
(2)焊接接头抗弯强度试验。
按照国标GB232-1988《金属弯曲试验方法》标准要求截取四块接头进行弯曲性能实验,其中面弯(FB)和背弯(RB)各两块。接头弯曲试样的尺寸形状如图5所示。
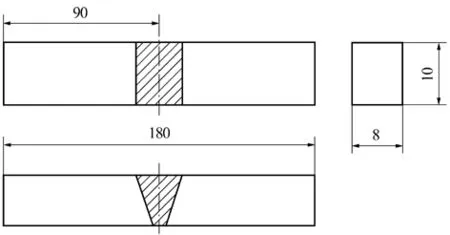
图5 接头弯曲试样
评定弯曲试样的性能好坏,一般要求在试样弯曲表面上的焊缝和熔合区域所发现的任何方向上的任一裂纹或其他缺陷尺寸必须小于等于试样壁厚的1/2。除非发现其他缺陷,由试样边缘上产生的裂纹长度在任何方向上的尺寸必须小于等于6 mm才算合格。几种焊接接头的弯曲试验结果如表5所示,接头A弯曲试验后的外形照片如图6所示。
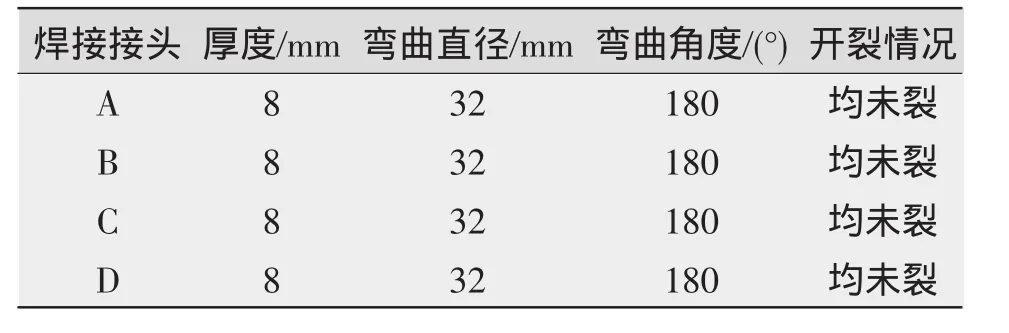
表5 接头弯曲结果
由试验结果可知,焊接接头弯曲性能合格。
(3)金相组织观察。
对获得的接头进行磨制、抛光和腐蚀后制成金相试样,采用4XB光学显微镜观察焊缝接头试样金相组织,结果如表6所示,均为合格的金相组织。
3 结论
(1)采用CO2气体保护焊焊接中碳调质钢40MnB与低合金高强钢16MnR,选用低氢的焊接材料,选择合适的热输入量,焊缝未发现裂纹、气孔等缺陷,强度和塑性良好,焊接效果好。
(2)焊缝与母材熔合良好,焊接热影响区晶粒长大不严重,金相组织合理,焊缝金属力学性能良好。
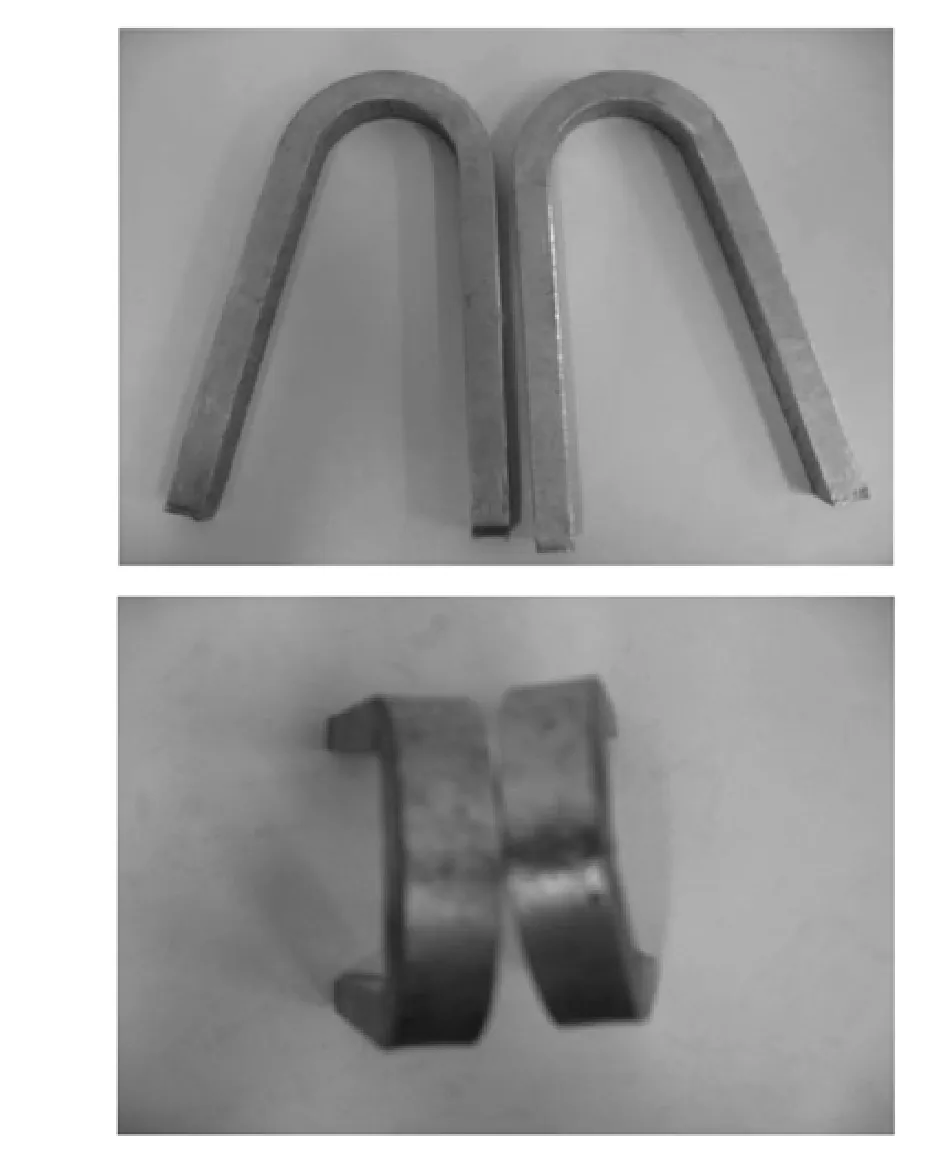
图6 接头A面弯后外形照片
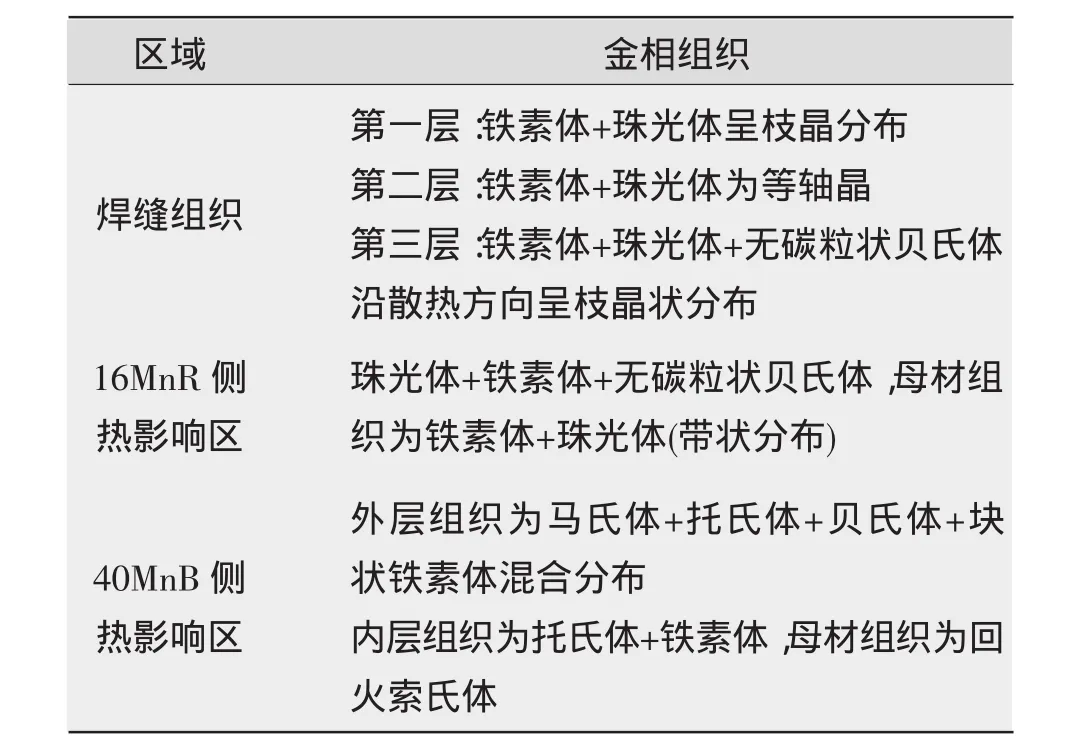
表6 接头弯曲试验结果
[1]中国机械工程学会焊接学会.焊接手册(第2版).北京:机械工业出版社,2001.
[2]周振丰.焊接冶金学(金属焊接性)[M].北京:机械工业出版社,2005:22-23.
Weldability test and welding technology of dissimilar steel between 40MnB and 16MnR
YOU sheng-hui
(Fangsheng Axle(LIUZHOU)Co.,Ltd.,Liuzhou 545006,China)
The medium carbon steel 40MnB has advantage physical properties such as high strength and good toughness,but its high carbon content lead to bad weldability and high cold cracking tendency.The low alloy high strength steel 16MnR has good physical properties and weldability.The dissimilar welding joints between 40MnB and 16MnR are widely used in automobile industry.The dissimilar steel between 40MnB and 16MnR are welded by Carbon dioxide gas shielded arc welding.The microstructures and properties of welded joints are analyzed by means of optical microscope,mechanical properties and nondestructive testing.Results show that grain growth is not serious in Heat-Affected Zone and good fusion between weld and base material.Based on the present work,it is concluded that Carbon dioxide gas shielded arc welding is the suitable welding procedure for dissimilar metals between steel between steel 40MnB and 16MnR.Key words:Medium carbon steel;dissimilar metal;welding technology;microsturcture
TG457.11
B
1001-2303(2012)07-0065-03
2012-03-06;
2012-07-10
游胜辉(1984—),男,湖北麻城人,学士,主要从事焊接技术研究工作。
