汽车空调压缩机吸入管钎焊工艺设计
2012-11-14王红宾付春坤
王红宾,白 钢,付春坤
(1.西北工业大学 凝固技术国家重点实验室,陕西 西安 710072;2.西北工业大学 陕西省摩擦焊接重点实验室,陕西 西安 710072)
汽车空调压缩机吸入管钎焊工艺设计
王红宾1,2,白 钢1,2,付春坤1,2
(1.西北工业大学 凝固技术国家重点实验室,陕西 西安 710072;2.西北工业大学 陕西省摩擦焊接重点实验室,陕西 西安 710072)
吸入管与压缩机连接处的制冷剂泄漏是汽车空调系统的常见问题,制冷剂泄漏严重影响压缩机效率,并增加能耗、污染环境。在现有钎焊工艺的基础上,结合生产实际,设计和优化钎焊工艺参数,改善钎焊接头性能,提高焊接质量,解决汽车空调压缩机吸入管的泄漏问题。利用UG三维软件设计效率更高、更便捷的钎焊工装夹具,以提高生产效率。
压缩机吸入管;泄露;钎焊工艺
0 前言
汽车空调压缩机是汽车空调制冷系统的核心和心脏。制冷剂泄漏是空调系统最常见的问题,其泄漏的部位通常在压缩机与高低压管的结合处。制冷剂泄漏对压缩机效率的影响很大,容易造成环境污染。由于汽车运行环境恶劣,空调在运行过程中会受到比较大的震动和冲击,将加剧制冷剂的泄漏[1],如果钎焊工艺不当、焊接质量不好,极有可能造成焊缝处制冷剂泄漏,从而导致汽车空调系统不能正常工作。
为解决汽车空调压缩机的泄漏问题,在此对钎焊工艺方法、钎焊工装夹具等进行研究、设计,得到可用于工程实际的钎焊工艺参数,提高钎焊质量,获得较高的产品合格率,提高原材料和燃料的利用率,降低生产成本,使工厂效益最大化。
1 母材
在全球化的激烈竞争下,在质量和成本上对汽车空调都有更高的要求。考虑到汽车轻量化和降低成本的要求,结合铝合金的各种优点,用铝合金代替铜来加工压缩机吸入管,如图1所示。
1.1 压板接头和低压充注阀
采用铝合金K70A作为压板接头和低压充注阀的原材料,K70A的力学性能如表1所示。

表1 K70A力学性能
1.2 铝管
选用铝合金6063-T4作为铝管的原材料。铝合金6063-T4塑性变形能力强,容易通过塑性加工获得所需的形状;焊接性好,适合钎焊连接;成本低,有利于提高效益。其力学性能如表2所示。
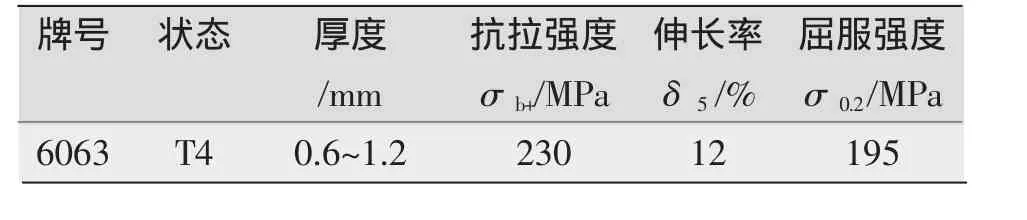
表2 6063铝合金拉(轧)制无缝管的力学性能
2 钎焊方法
火焰钎焊是我国目前应用最广泛的钎焊方法之一。利用可燃气体与氧气在焊炬内混合喷出燃烧的火焰将母材金属加热到钎焊温度,然后加入钎剂钎料。
焊接压缩机吸入管的接头时需局部加热,而且加热温度不易控制。因此,焊接压缩机吸入管时选用通用性强、操作方便、可进行局部加热、价格便宜的手工火焰钎焊。
3 钎焊工装夹具
焊接工装夹具是将焊件准确定位和可靠夹紧,便于焊件进行装配和焊接、保证焊件结构精度方面要求的工艺装备。在焊接生产中使用与产品结构相适应的工装夹具,对于提高焊接质量、减轻工人的劳动强度等起着十分重要的作用。
压缩机吸入管的钎焊件装配如图2所示,焊接压缩机吸入管最初使用的工装夹具如图3所示。该工装夹具能够保证产品质量,可用于单件、小批量生产,但是焊接效率低,不能满足现阶段的生产需求。因此必须对该工装夹具进行优化设计。
优化设计的工装夹具如图4所示,它是一个连续组合工装夹具,一次可焊接10件,大大节省了钎焊时间、提高了工作效率。这套工装夹具不仅能够保证产品质量,而且生产效率高,能够满足现阶段的生产需要。

图2 钎焊件装配

图3 原始工装夹具
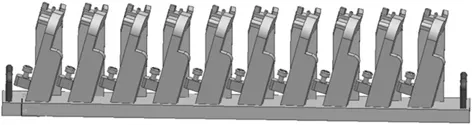
图4 优化设计的工装夹具
4 钎剂和钎料
4.1 钎料
只有正确选择钎料才能获得优质的钎焊接头,钎料应具有合适的熔点、良好的润湿性和流动性、较强的毛细作用,获得的焊接接头应具有一定的机械性能和物理、化学性能,必须能够满足抗腐蚀性、延展性和导热性,还要求钎缝颜色尽可能接近被焊金属。
根据钎焊对钎料的要求以及压缩机吸入管原材料的特点,以保证焊接质量、降低焊接成本为原则,采用铝合金钎料ER4047。铝基钎料ER4047的漫流性好,获得的钎缝形状美观。
4.2 钎剂
钎剂应有适当的活性温度范围,在焊料熔化前开始起作用,在钎焊过程中有效地清除氧化膜、降低液态焊料表面张力。钎剂的熔点应低于焊料的熔点,但又不能相差太多。钎剂应有良好的热稳定性,其密度小于液态焊料的密度,能够均匀地覆盖在焊料和被焊金属表面,有效地隔绝空气。钎剂的残留物应容易清洗,不能析出有害气体。
采用QJ201钎剂作为钎焊压缩机吸入管的钎剂。QJ201熔化速度快,祛除钎缝表面氧化膜的能力强,能够快速均匀地在钎缝表面铺展开来,并能获得较美观的钎缝。
5 焊炬和焊嘴
5.1 焊炬
焊炬又称焊枪,是火焰钎焊的主要工具。焊炬的好坏直接影响气焊的焊接质量,因而要求焊炬应具有良好的调节氧气与可燃气体比例和火焰能率的性能。还要求焊炬轻便,使用时操作方便、安全可靠。
压缩机吸入管的直径小、壁薄,根据国家标准和钎焊实践选择H01-6型射吸式焊炬。
5.2 焊嘴
火焰钎焊的焊嘴是根据焊炬尺寸、被加热工件尺寸和选择的燃气来确定的。焊接较薄的铝件时,要选择比焊接相同厚度的钢板小一些的焊嘴,否则容易烧穿铝件。焊接较厚的铝件时由于其散热快,要选择比焊接相同厚度的钢板大一些的焊嘴。
压缩机吸入管为小直径、薄壁铝管,选用与H01-6型射吸式焊炬匹配的2号焊嘴。焊接时注意将火焰指向厚度大的一侧进行加热,防止产生工件过热、烧损等焊接缺陷。
6 钎焊热源
用氧液化石油气火焰代替氧乙炔火焰作为钎焊热源,既节约成本又提高了焊接质量。氧液化石油气火焰温度接近实际钎焊温度,有利于钎焊件均匀加热。而且氧液化石油气运输、存储方便,回火性小,使用安全性高。
焊接时氧气压力0.5~0.8 MPa,液化石油气压力0.2~0.5 MPa。
7 钎焊工艺流程
钎焊前必须清理焊件表面,将焊缝表面的油污、杂物和氧化膜除净。将清洗干净的焊件依次装配到钎焊工装夹具上。
点燃焊枪并调节火焰为中性焰,用中性焰尾端均匀加热钎缝。用钎料试探性的触碰加热接头处来判断接头温度,当钎料能迅速熔化时接头即达到了钎焊温度,然后扫动焊枪以保持接头温度。加热时要偏重压板接头,防止薄管烧损。用火焰外层预热钎料,然后用钎料蘸取钎剂并添加到钎缝,用接头处的热量使钎料熔化,通过毛细作用使钎料填充钎缝。不能用火焰直接加热使钎料熔化。待液态钎料填满钎缝后,移开钎料并拉开火焰焰心与焊件的距离。液态钎料均匀饱满地填满钎缝后移去热源,停止加热。钎焊接头应在静止状态下冷却,以防止液态钎料冷却结晶时受到振动而影响钎焊质量。
8 焊后处理
钎焊后将焊缝表面残留的焊剂、熔渣清除干净。焊缝表面应整齐、美观,无气泡和夹渣现象。
通过气密性试验检验吸入管各连接部位是否有泄漏现象,防止冷剂泄露。
9 结论
结合生产实际对汽车空调压缩机吸入管的钎焊工艺进行设计和优化。优化设计的结果如下:
(1)压缩机吸入管以K70A作为压板接头和低压充注阀的材料,铝合金6063-T4作为铝管的材料;钎焊方法选择手工火焰钎焊;用H01-6型焊炬配合2号焊嘴焊接工件。钎焊材料为ER4047铝硅共晶型钎料和QJ201钎剂;钎焊热源为氧液化石油气火焰。
(2)优化设计了工装夹具,可实现焊件的连续组合装配,节约了钎焊时间,提高了钎焊效率和生产效益。
(3)此钎焊工艺在产品的实际生产中获得了较好的应用效果,提高了产品的可靠性,降低了产品成本,提高了产品质量。
[1]加藤聪(日).采用空气循环制冷机的ICE客车用空调[J].国外铁道车辆,2003,40(4):21-24.
Design of soldering process for suction pipe in automobile air conditioning compressor
WANG Hong-bin1,2,BAI Gang1,2,FU Chun-kun1,2
(1.State Key Laboratory of Solidification Processing,Northwestern Polytechnical University,Xi'an 710072,China,Shaanxi Key Laboratory of Friction Technologies,Northwestern Polytechnical University,Xi'an 710072,China)
The leakage of refrigerants which seriously impact on the compressor efficiency and increase energy consumption and environmental pollution is the common problems of automotive air conditioning system in the place that the suction pipe and compressor connection.Based on the existing brazing process,combining with practices,this paper designs and optimizes brazing process parameters to improve the performance of brazing joint and brazing quality and solve problems that the suction pipe of automobile air-conditioner compressor leaks.Using UG 3D software,designs brazing jig that is more efficient and convenient to improve production efficiency.
compressor suction pipe;leaks;brazing process
TG454
A
1001-2303(2012)07-0080-03
2012-01-19
王红宾(1987—),男,河南开封人,在读硕士,主要从事钎焊与摩擦焊方面的研究工作。