7050铝合金搅拌摩擦焊接头微观组织及力学性能分析
2012-11-14姜玉恒刘金合周卫涛
姜玉恒,刘金合,周卫涛
(西北工业大学 材料学院,陕西 西安 710072)
7050铝合金搅拌摩擦焊接头微观组织及力学性能分析
姜玉恒,刘金合,周卫涛
(西北工业大学 材料学院,陕西 西安 710072)
采用搅拌摩擦焊焊接厚12 mm的7050铝合金,分析接头的微观组织和力学性能。研究结果表明,焊核区由于热循环作用形成细小的等轴再结晶组织;热机影响区受机械和热的双重作用组织发生了较大程度的变形,在热循环的作用下发生回复反应;热影响区仅受热循环的作用,组织稍微有粗化现象。力学试验表明:旋转速度400r/min、焊接速度180mm/min时,接头的抗拉强度可以达到391 MPa,为母材的77%;焊接速度200 mm/min,旋转速度450 r/min时,接头的抗拉强度可以达到376 MPa,为母材的74%。断口形貌分析显示,接头断裂模式为穿晶和沿晶混合型断裂。
搅拌摩擦焊;7050铝合金;微观组织;力学性能;断口形貌
0 前言
7050属高强度可热处理合金,具有极高的强度及抗剥落腐蚀和抗应力腐蚀断裂性能。常用于飞机结构件的中厚板挤压件、自由锻打件和模锻件。
1 试验材料和方法
试验材料选择12mm厚的7050铝合金轧制板,规格为300 mm×100 mm,其主要化学成分如表1所示。试验在中国搅拌摩擦焊中心自主研制的FSW-1DB-025型悬臂式搅拌摩擦焊机上进行,沿试样轧制方向进行对接试验。焊接前,将两块待焊铝合金厚板刚性固定在钢垫板上,焊接倾角2.5°,压入量充分。焊接前用粗砂纸对焊接区域进行打磨,并用丙酮擦拭试样表面[1]。
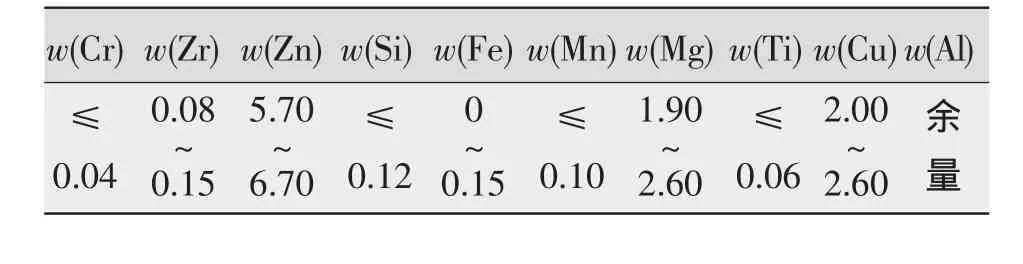
表17050 铝合金主要化学成分 %
焊接时,搅拌头高速旋转插入待焊板材接缝,当搅拌头轴肩压实铝板后,沿接缝前进以完成焊接过程。搅拌头旋转速度300 r/min,搅拌头沿焊缝方向的焊接速度150mm/min。焊接后,在拼焊板上沿焊缝横向分别取样,在Z100电子万能材料试验机上进行拉伸试验;沿垂直焊接方向截取试样,经粗磨、细磨和机械抛光后,使用柯氏试剂对试样进行腐蚀,在OLYMPUS-PMG3光学显微镜下观察微观组织,然后使用HX-100硬度计测量横截面和焊核区厚度方向的显微硬度;最后用VEGA-Ⅱ型(SEM)扫描电镜观察微观端口形貌[2]。
2 试验结果和讨论
2.1 接头微观组织分析
在搅拌头转速300 r/min、焊接速度150 mm/min的焊接工艺条件下,7050铝合金板焊缝横截面的宏观形貌如图1所示。

图1 7050铝合金焊缝宏观横截面形貌
由图1可见,焊缝区上宽下窄,呈“V”字形,焊缝上部近似与搅拌头轴肩等宽。宏观组织的光泽存在明暗差异,有较明显的界线。在轴肩影响区下方为焊核区,其形状、大小与搅拌针相似;焊核区与热机影响区交界处两侧呈现不同的宏观形貌,前进侧呈现明显的拐角,而后退侧平滑过渡,这是由于前进侧在焊接过程中发生了较大的塑性变形。可将焊接接头分四个组织性能区:焊核区WNZ(weld nugget zone)、热机影响区TMAZ(thermo-mechanically affected zone),热影响区HAZ(heat affected zone)、母材区BM (base metal),如图2所示。

图2 7050铝合金焊缝微观组织和区域
焊核区WNZ由于受到搅拌棒强烈的机械搅拌作用,以及由剧烈摩擦产生的局部高温作用,组织发生动态再结晶。该区受搅拌棒机械作用的影响最大,发生再结晶的晶粒来不及长大就在搅拌的作用下发生破碎,形成细小的等轴晶组织(见图2a)。热机影响区TMAZ在搅拌头的剧烈搅拌作用引起的塑态铝的粘附作用下,在接近焊核区的小部分区域发生了局部破碎和粘附长大现象,而其他部分的组织发生了较大程度的弯曲变形,在板条状组织内形成了回复晶粒组织,并在焊接热循环作用下发生回复和再结晶,其晶粒相比焊核区要大些(见图2b)。热影响区HAZ是没有受到搅拌头机械搅拌作用的区域,但在焊接过程中由于受到的焊接热循环的作用比焊核区弱,仅仅发生回复反应,相对于母材,该区内组织发生粗化(见图2c)。母材没有受到热机械作用,晶粒组织仍成板条状,沿轧制方向分布(见图2d)[4]。
2.2 接头力学性能分析
2.2.1 拉伸性能分析厚12 mm的7050铝合金FSW接头力学性能如图3所示。由图3a可知,当旋转速度400 r/min、焊接速度150~200 mm/min时,随着焊接速度的增加,接头抗拉强度和断面伸长率呈先上升后下降的趋势。由图3b可知,当焊接速度200 mm/min、转速度400~500 r/min时,接头抗拉强度和断面伸长率同样呈先上升后下降的趋势。
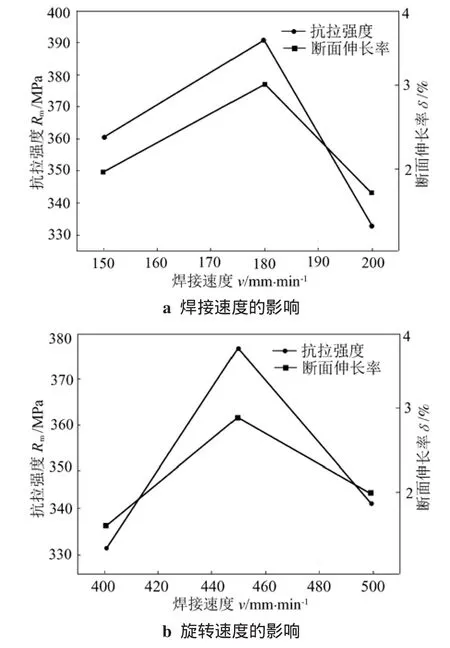
图3 焊接参数对接头拉伸性能的影响
2.2.2 接头显微硬度分析
当旋转速度300r/mm、焊接速度150mm/min时,7050铝合金搅拌摩擦焊接接头微观硬度分布如图4所示。由图4可知,焊核区微观硬度较高,热影响区微观硬度相对较低。焊核区经历较高温度的焊接热循环,并在搅拌针作用下发生剧烈塑性变形,组织为再结晶晶粒,晶粒细小,显微硬度较高。热影响区由于强化相发生聚集现象,使热影响区温度较低,产生过时效现象,降低显微硬度[4]。

图47050 铝合金FSW焊接接头的显微硬度分布
2.3 接头断口分析
7050铝合金搅拌摩擦焊接接头断口形貌如图5所示,试件断裂于焊接热影响区与热机影响区交界处,因为这两部分金相组织过渡不平滑,易产生应力集中。从图5a体形貌来看,断口表面光滑平整,局部区域有少量的纤维状特征。从图5b的微观断口形貌可以发现大量的等轴韧窝和撕裂棱,部分区域有解理断裂和沿晶断裂的特征。从断口形貌分析,接头断裂模式穿晶和沿晶混合型断裂[5]。
3 结论
(1)7050铝合金搅拌摩擦焊接接头焊核区发生动态再结晶,组织为等轴晶组织,微观显微硬度较高,而热影响区组织粗化,并受强化相聚集的影响,该区域微观显微硬度较低。焊接接头显微硬度整体趋势呈现“W”形。
(2)当旋转速度400 r/min、焊接速度180 mm/min时,接头抗拉强度和断面伸长率接近母材的抗拉强度和断面伸长率,接头的抗拉强度可以达到391 MPa,为母材的77%;当焊接速度200 mm/min、旋转速度450 r/min时,接头抗拉强度和断面伸长率接近母材的抗拉强度和断面伸长率,接头的抗拉强度可以达到376 MPa,为母材的74%。
(3)7050铝合金搅拌摩擦焊接接头断口处于热影响区和热机影响区交界处,属于穿晶和沿晶混合型断裂。
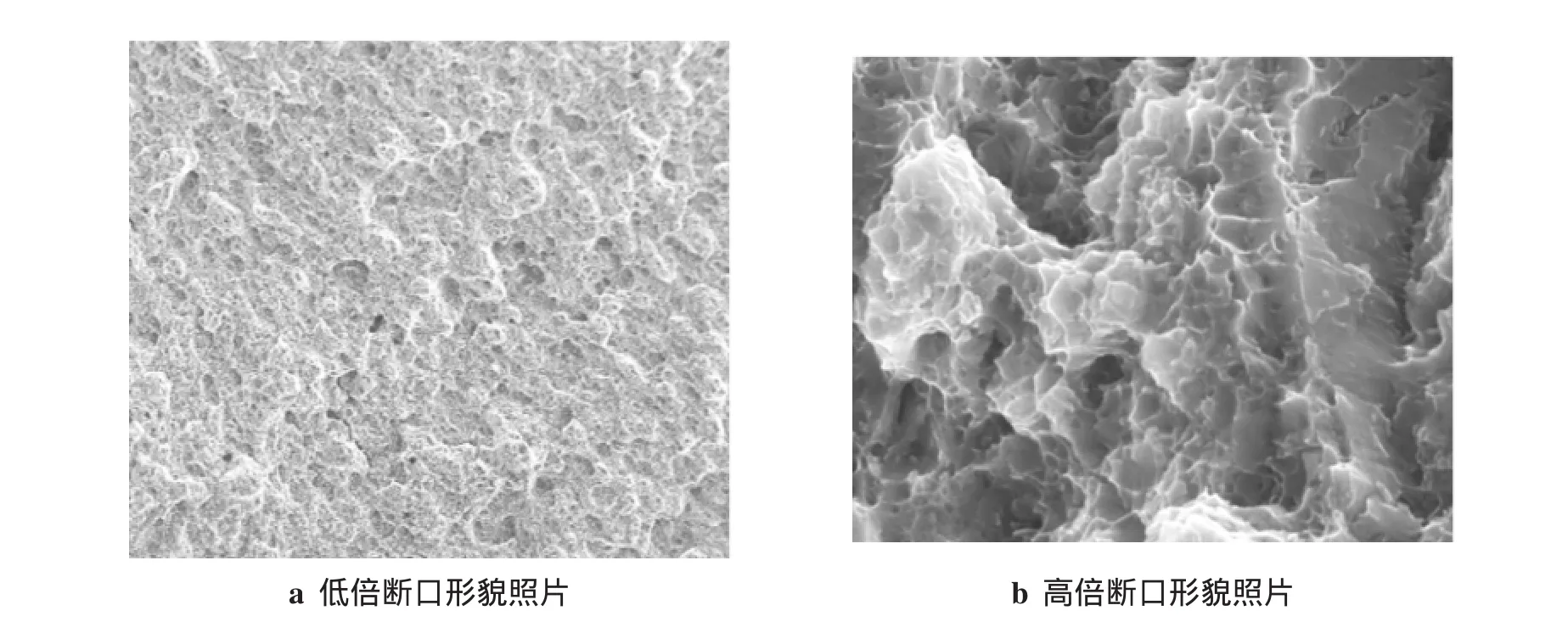
图5 接头断口形貌
[1]周万盛,姚君山.铝及铝合金的焊接.北京:机械工业出版社,2006.
[2]柯黎明,邢 丽.搅拌摩擦焊工艺及其应用[J].焊接技术,2000,29(2):7-8.
[3]王庆国,赵衍华.铝合金的搅拌摩擦焊接[M].北京:中国宇航出版社,2010.10.
[4]徐韦锋,刘金合,架国红,等.厚板铝合金搅拌摩擦焊接头显微组织与力学性能[J].金属学报,2008,44(11):1404-1408.
[5]赵衍华,林三宝,申家杰,等.2014铝合金搅拌摩擦焊接头的微观组织及力学性能[J].航空材料导报,2006,26(1):67-70.
Microstructure and mechanical properties analysis of welding joint 7050 Aluminum alloy in friction stir welding
JIANG Yu-heng,LIU Jin-he,ZHOU Wei-tao
(School of Materials and Engineering,Northwestern Polytechnical University,Xi'an 710072,China)
The butt joints of 7050 aluminum alloy plates with thickness of 12 mm were obtained by friction stir welding with optimizal parameters,and the microstructure and Mechanical properties of the joints were analyzed.The results indicate that weld nugget zone is the formation of small equiaxial recrystallization organization.Thermo-mechanically affected zone with machine and hot dual role organization has undergone great degree of distortion,under the action of thermal cycle,happened reply response.Heat affected zone only the function of the heat cycle,coarse grains were found in heat affected zone.Mechanics test shows that the rotation speed is 400 r/min,welding speed is 180 mm/min,joint tensile strength can reach 391 MPa,the 77%of mother material and the Welding speed is 200 mm/min,rotation speed is 450 r/min,joint tensile strength can reach 376 MPa,the 74%of the mother materials.The fracture morphology analysis show joint fracture mode is wear crystal and the intergranular mixed fracture.
friction stir welding;7050 aluminum alloy;microstructure;mechanical properties;fracture morphology
TG457.19
A
1001-2303(2012)07-0086-04
2012-01-30
姜玉恒(1978—),男,甘肃庆阳人,硕士,主要从事搅拌摩擦焊工艺和模拟的研究工作。
