铝轮镶块翻边压槽复合模结构设计与改进
2012-10-08冯勇
冯 勇
(重庆工业职业技术学院机械工程学院,重庆 渝北 401120)
铝轮镶块是汽车铝合金轮毂制造中的一个重要零件.图1所示的铝轮镶块是一个板材翻边零件,零件上有一个半径为138 mm圆弧边,圆弧边的高度为30 mm,圆弧边的背面有两个支脚,两支脚与圆弧边的结合处均有一条深1.5 mm的三角槽.铝轮镶块的生产工艺一般有以下几种:
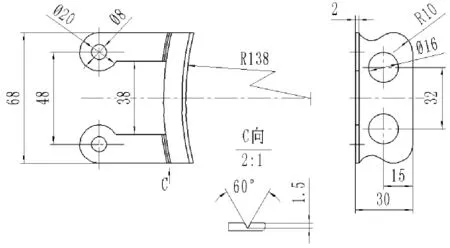
图1 铝轮镶块零件图
1)单工序模具成形工艺.采用落料、冲孔、压槽后成形的方法加工铝轮镶块.该工艺的模具结构简单、制造成本低,但工序分散、生产周期较长.
2)多工位级进模成形工艺.该工艺生产效率高,但模具精度高、结构复杂、制造成本高,而且模具设计制造周期较长.
3)简单复合模成形工艺.采用先冲孔、落料再压槽、成形的方法加工铝轮镶块.该工艺的模具结构简单、制造成本低,既克服了单工序模具成形工艺工序分散、生产周期较长的缺点,又解决了多工位级进模成形工艺模具精度高、结构复杂的问题.铝轮镶块翻边压槽复合模就是压槽、成形工序所用的简单复合模具.
1 模具结构设计
在激烈的市场竞争环境下,用相对简单的模具结构,相对低廉的模具制造成本,制造出相同精度要求的冲压零件,已经成为主要从事冲压加工的企业提高自身市场竞争力的有力手段.铝轮镶块翻边压槽复合模,就是本着模具结构简单、制造成本低廉的原则,设计的一种简易复合模具.如图2所示,该复合模的上模部分由自带模柄的上模座9、圆柱销8和加工有压槽齿尖的凸模7组成,下模部分由下模座1、用螺钉3固定在下模座1上的凹模5、设置在凹模5型腔孔内的校形垫块4、用螺钉11固定在凹模5上的定位板11、设置在下模座中孔内的用于传递气垫压力的气垫顶杆2组成.该复合模没有设置导柱、导套来对模具进行导向,而是采用凸模7与凹模5自身的结合来保证上、下模正确的相对位置关系.铝轮镶块6的翻边工作由凸模7和凹模5完成,压槽校形工作则由凸模7和校形垫块4完成,成形毛坯的定位由定位板11和校形垫块4完成,模具的卸料工作由气垫顶杆2和校形垫块4完成.
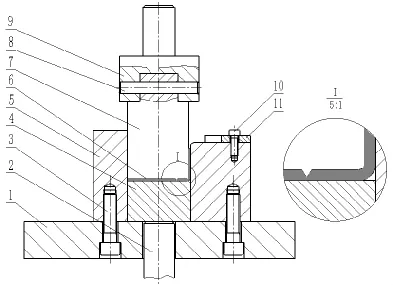
图2 铝轮镶块翻边压槽复合模
2 模具工作原理及存在的问题
2.1 模具工作过程
图2所示的铝轮镶块翻边压槽复合模,是一种利用凸模和凹模工作时自动导向来保证模具的上、下模相对位置精度的简易复合模具.该模具工作时先将模具安装在压力机上,起动压力机后在压力机气垫的作用下,气垫顶杆2将校形垫块4顶至凹模5上表面高度,将上道工序产出的铝轮镶块毛坯放在导向弯曲凹模5和校形垫块4上,并用定位板11对其进行定位(图3所示).凸模7下行时先进入凹模5型腔完成模具的自动导向过程后,再与校形垫块4一起将坯件夹紧,凸模7继续下压对坯件进行翻边,当校形垫块4与下模座1接触后对已翻边的坯件实施压槽校形,凸模7回程时气垫顶杆2通过校形垫块4将已成形的铝轮镶块6顶凹模5的型腔.

图3 铝轮镶块毛坯定位
2.2 生产中存在的问题及原因分析
1)冲件翻边高度尺寸不稳定.如图4所示,当凸模7的压槽齿尖与铝轮镶块坯件6表面接触后,由于压力机气垫的压力较大,凸模7的齿尖一部分切入铝轮镶块坯件6表面使被切开的材料向两侧移动,这样就使得定位板11在铝轮镶块坯件6频繁的推力作用下产生错位,从而导致冲件翻边高度尺寸发生变化.
2)凸模上的齿尖受横向力作用.凸模7压槽齿尖的一部分切入铝轮镶块毛坯6表面使被切开的金属材料向两侧移动,而定位板11阻止了铝轮镶块毛坯材料的移动,迫使金属材料在齿尖处产生变形,从而打破了压槽齿尖处的力平衡,使压槽齿尖受到定位板11造成的横向力作用.
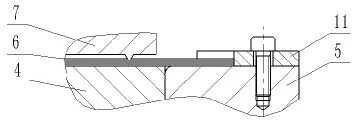
图4 凸模与坯件接触时的示意图
3 改进措施
3.1 采用固定式定位板
将可调式定位板11改为固定式固定板.如图5所示,在凹模5上设置一个凸台挡住定位板11,使定位板11在受到铝轮镶块毛坯6冲击时无法后退,从而有效地保证了翻边高度尺寸的稳定.固定式定位板的应用虽然解决了铝轮镶块翻边尺寸不稳定的问题,但这种方法使凸模7上的压槽齿尖受到的横向作用力有增无减.

图5 固定式定位板结构图
3.2 采用自动复位定位装置
1)自动复位定位装置.自动复位定位装置是在原模具的基础上,对凹模的结构进行修改后,用一个L形的可实现自动复位的定位板,取代了原模具上的可调式定位板而构成的一种定位装置.该定位装置的具体结构如图6所示,在凹模5的右上角加工一个缺口,缺口的侧面加工两个螺纹孔,将L形定位板10放置在凹模5的右上角缺口处,将垫圈12和弹簧11套在内六角圆柱头轴肩螺钉13上,再用内六角圆柱头轴肩螺钉13将L形定位板10固定在凹模5上,构成模具的自动复位定位机构.
2)自动复位定位机构的工作过程.如图6所示,当凸模7的压槽齿尖与铝轮镶块坯件6表面接触后,由于压力机气垫压力作用,使凸模7压槽齿尖的一部分切入铝轮镶块坯件6内,被切开的金属材料向齿的两侧移动,推动定位板10向右移动.如图7所示,凸模7与校形垫块4一起将坯件夹紧后,继续下压对坯件进行翻边时,在弹簧11的作用下,定位板10复位.

图6 自动复位定位装置结构图
3)修复磨损的定位板.L型定位板10磨损后可按图8所示的部位进行修理,恢复其原有的定位精度.
4 结语
铝轮镶块翻边压槽复合模是一种结构简单,制造成本低廉的简易复合模.图7是经过改进的铝轮镶块翻边压槽复合模,该模具采用了图6所示的自动复位定位装置,不仅解决了原模具存在的铝轮镶块翻边尺寸不稳定的问题,而且大大减小了凸模压槽齿尖受到的横向作用力,改善了模具的工作条件,有效地提高了模具寿命.

图7 铝轮镶块翻边压槽复合模

图8 定位板修整部位
[1]王孝培.冲压手册[M].北京:机械工业出版社,2004.
[2]夏巨谌.中国模具工程大典[M].北京:电子工业出版社,2007.
