基于数控仿真系统的底座零件编程与加工
2012-10-08金江
金 江
(重庆科创职业学院机电工程系,重庆 永川 402160)
在数控技术专业中,有许多课程是建立在实践基础上的.其中,《数控加工编程与操作》就是一门操作性极强的专业技能课程,在职业教育中有着重要的地位.目前国内外开设该专业的职业学校中,有许多学校由于受到场地和设备的限制,购买数控机床的价格昂贵,设备更新速度快,加上“学生多,设备少,场地窄”,在实践教学过程中,不可避免地形成多个学生同时操作一台数控机床的场面,甚至有很多学生是“看得到,摸不到”,很难掌握对数控机床的实际操作能力.这对职业教育是很不利的,最终培养的学生将成为只懂理论、不懂实际操作的理论型人才,这有悖于职业教育的宗旨.本文试图通过数控仿真系统的应用改变这一现状.
1 零件图设计
绘制规范的底座零件工程图如图1所示.
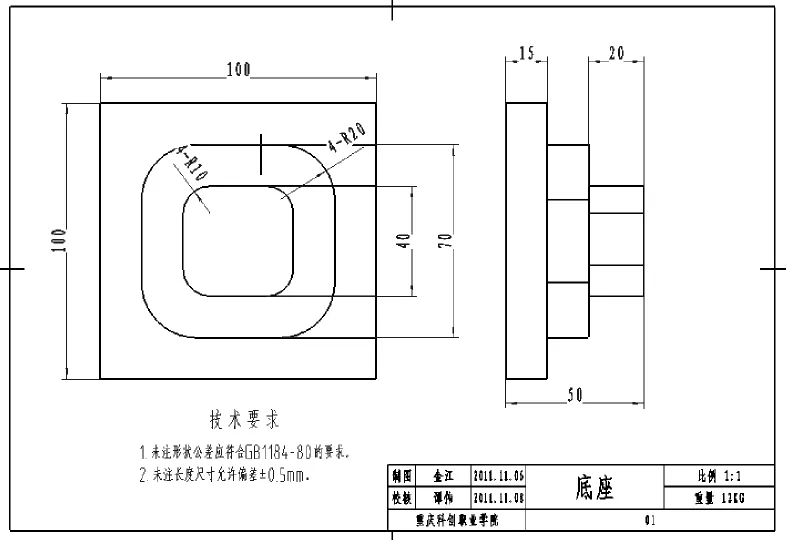
图1 底座零件图
2 底座零件的工艺分析
如图1所示,工件毛坯为100 mm ×100 mm×50 mm的零件,材料为硬铝,要加工成形为圆弧底座.可根据以下步骤对工、量、刃具进行选择.
步骤一:工具的选择
根据零件图分析,包含了平面、圆弧、外轮廓挖槽.工件选用机用平口钳装夹,校正平口钳固定钳口,使之与工作台X轴移动方向平行.在工件下表面与平口钳之间放入精度较高的平行垫块(垫块厚度与宽度适当),利用木锤或铜棒敲击工件,使平行垫块不能移动后夹紧工件.
利用寻边器找正工件X,Y轴零点.该零点位于工件上表面的中心位置,设置Z轴零点与机械零点重合.刀具长度补偿利用Z轴定位器设定[1].
步骤二:量具的选择
平面间距离尺寸用游标卡尺,表面粗糙度用样板检测,另用百分表校正平口钳及工件上表面.
步骤三:刃具的选择
1)面铣削应选用不重磨硬质合金端铣刀或立铣刀.一般采用2次走刀.第1次走刀最好用端铣刀粗铣,沿工件表面连续走刀.
2)削平面零件的周边轮廓一般采用立铣刀.
3)立铣刀主要参数的选择:立铣刀主切削刃的前角在法剖面内测量,后角在端剖面内测量,其前、后角依据工件材料和铣刀直径选取,具体参数如表1和表2所示[1].
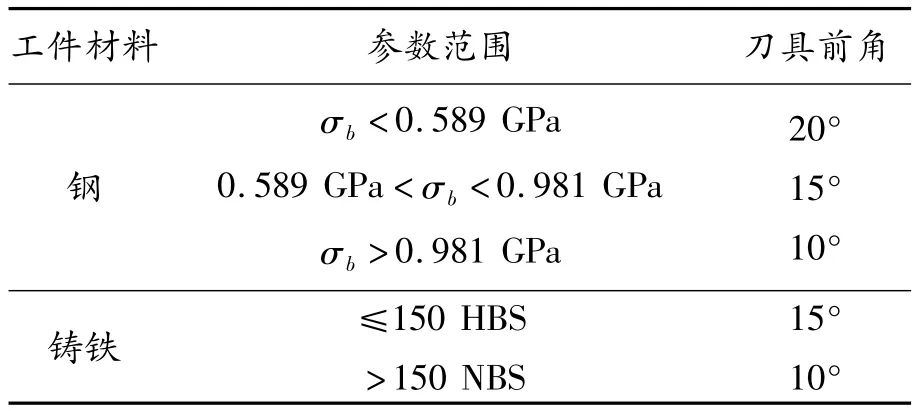
表1 工件材料及刀具前角参数表
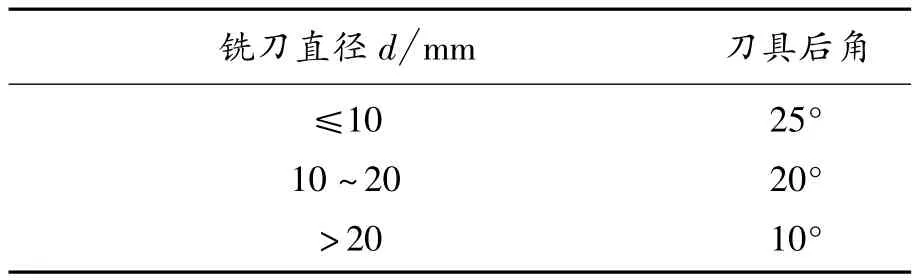
表2 刀具直径及后角参数表
3 底座零件的数控铣削编程
3.1 MastercamMill9 自动编程
步骤一:底座零件三维实体绘制
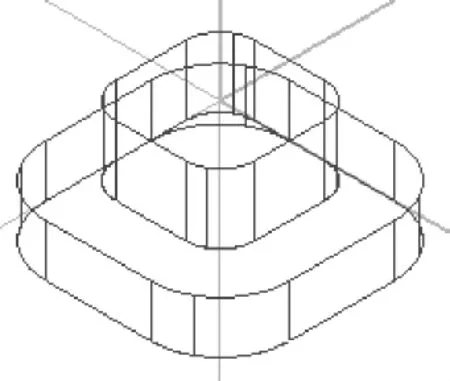
图2 底座零件台阶实体设计
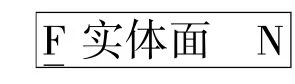
步骤二:创建刀具路径
步骤三:实体验证
点选“操作管理”→全选→实体验证→参数设定→手动设定→选择工作设定边界左上角、右下角→重置→确定→持续执行开始验证,最后形成实体图4.
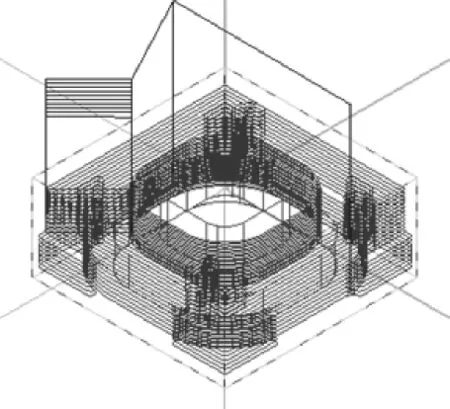
图3 底座零件刀路生成

图4 底座零件模拟加工三维效果
3.2 自动生成加工程序
点选操作管理→全部选择→后处理→后处理程式,在NC档案中勾选NC档案、询问、编辑确定储存自动加工程序并修改程序获得下面NC程序[3-4].
O1122
N104G92X0Y0Z20
N106G0X-49Y-49S1527M3
N110Z6.8
N112G1Z-0.2F305.4(加工 40mm 凸台)
N114Y49.F610.8
N116X49
N118Y-49
N120X-49
N122X-39.Y-39
N124Y39
N126X39
11月30日,乐车邦宣布已与汽车零部件供应商法雷奥签署战略合作协议。据内容显示法雷奥将在条件许可的情况下充分利用乐车邦合作和托管的4S店渠道资源,并为4S店客户提供产品和服务;乐车邦有意与法雷奥进行多层次的战略合作;在合作期间双方将就提升各方在服务客户的专业能力和水平上,开展交流合作。
N128Y-39
N130X-39
N132X-29.Y-29
N134Y-18.912
N136G3X-18.913Y-29.R21.041
N138G1X-29
N142G2X-31.Y-10.014R21.041
……
未完
该程序生成后,为了检验程序的正确性,可以通过仿真系统将该程序导入数控仿真系统中,通过虚拟数控机床的操作与加工,将程序的加工结果在电脑上先行仿真,而后再进行真实加工.
4 底座零件的仿真加工
步骤一:铣床的选择、定义毛坯、刀具
选择华中数控进行仿真加工,定义毛坯尺寸100 mm×100 mm×50 mm,选择直径φ20的平底铣刀.
步骤二:试切法对刀、从磁盘调用自动加工程序
1)打开华中数控仿真系统,定义100 mm×100 mm×50 mm毛坯,放置100 mm×100 mm×50 mm毛坯,安装直径φ20的平底铣刀.打开紧急停止按钮,机械回零.移动毛坯用试切法定义毛坯上表面中心为原点,点击MDI→MDI运行→输入G92X0Y0Z0F0确定,再执行“单段启动”完成对刀[5].
2)按键盘F1自动加工→磁盘程序→选择对应磁盘的G代码程序确定→F9显示方式→F6显示模式→F3正文→点击自动循环启动开始加工,最后完成加工后形成所需底座零件,如图5所示[6].
图5 底座零件数控仿真加工效果
5 结语
本文充分利用数控仿真系统,配合CAD/CAM软件进行自动编程,将数控机床虚拟化,对数控机床的操作过程可在电脑上进行,大大增加了学生动手的时间,对提高学生数控机床编程与操作技能有着积极的作用;同时,克服了场地和设备的制约,节约了学生实训的材料,避免了刀具浪费,确保了生产安全.对于数控加工企业来说,也有校验数控加工程序的积极作用.
[1]武马群.AutoCAD2004实用教程[M].北京:北京工业大学出版社,2008:26-27.
[2]李文,林若森.机械制图教程[M].北京:清华大学出版社,2004:36-37.
[3]黄爱华.Mastercam基础教程[M].北京:清华大学出版社,2009:66-67.
[4]包宋建,孟杨,许艳英,等.基于XC2S600E的MJPEG编码器研究与实现[J].重庆文理学院学报:自然科学版,2011,30(4):42-45.
[5]朱明松,王翔.数控铣床编程与操作项目教程[M].北京:机械工业出版社,2007:46-47.
[6]曹凤.数控编程[M].重庆:重庆大学出版社,2008:52-53.
