快换冲头冷冲压模具装置设计
2015-06-07李耀辉
李耀辉
(苏州市职业大学 机电工程学院,江苏 苏州 215104)
0 前言
凸模、凹模都属于冲压模具中的易损零件,尤其是对于形状复杂、局部薄弱的小型凸、凹模,生产中经常需要维修、更换[1]。传统冲压生产中,凸模多采用压入式带肩结构,当凸模发生磨损或断裂需更换时,往往需要将模具从压力机上卸下并拆开,费时费力,增加了工人的劳动强度,降低了生产效率,甚至造成停产等严重后果。
因此,如何在保证模具零件连接可靠、模具正常工作的前提下,从结构上实现方便、快捷拆装,对于提高冲压生产效率、保证正常生产具有非常重要的意义。快换凸模指用简单工具即可实现快速拆装和更换的凸模。对于批量生产的冲压成形而言,若能采用快换结构,其实际意义和产生的效益是非常显著的。
1 常用冲压凸模结构形式及拆卸方法
目前冲压生产中常用的凸模结构形式及连接方式主要有阶梯式(压入式带肩凸模)的台肩固定和直筒式的铆接固定[2],如图1所示,尤其以压入式带肩凸模应用最多。当凸模磨损或断裂时,需把模具从压力机上卸下并拆开上模各装配部件,费时费力。虽然目前也有一些快换式结构,如球锁式快换凸模、螺栓紧固式快换凸模[3]等,但都存在一些缺陷,如球锁式快换凸模结构太复杂;螺栓紧固式快换凸模对于尺寸较小凸模(一般在25mm以上)不太适用,等。

图1 常见凸模固定方式
2 实现快速换修的凸模装置
2.1 结构设计及实施方式
本文设计了一种快换冲头冲压模具装置。具体创新点在于凸模的结构及固定方式不同于传统的通过台肩固定的阶梯式凸模或采用铆接固定的直通式凸模,而是在凸模的侧面上开设矩形挂槽[4],凸模的固定端为直筒形不需加工台肩,凸模结构如图2所示。凸模在固定板上装配后,其矩形槽正好处于凸模固定板底面,通过垫圈和螺钉即可将凸模固定在固定板上。
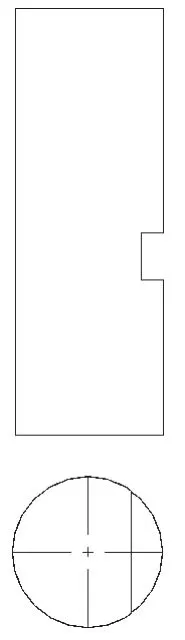
图2 挂槽式快换凸模
为使该快换凸模装置具有通用性,即不仅适用于刚性卸料方式的单工序模和连续模(开模后凸模固定板下无其他接触的模具零件,如图1所示),也适用于当开模后凸模固定板下有其他相关零件,如图3所示的倒装复合模结构中,凸模固定板下安装有凹模,导致凸模拆装时螺钉的操作空间受到限制。
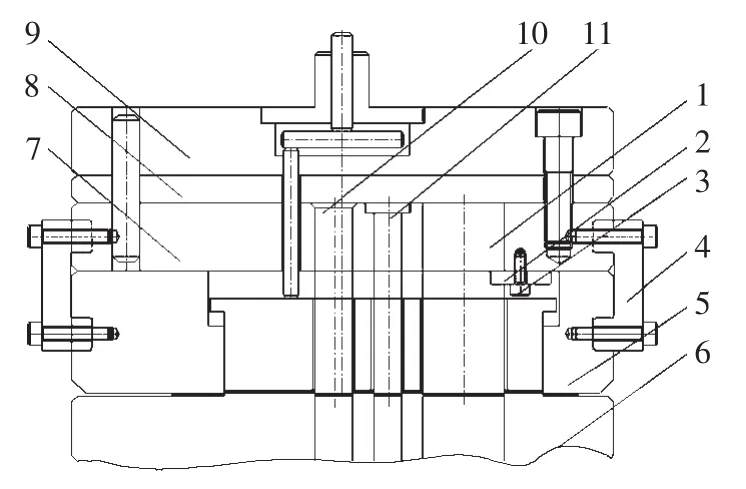
图3 快换凸模装配形式
为解决此问题,设计时上模有关模具零件的连接固定方式不同于常规的螺钉连接,而是借助于挂钩将拆装时需分开的模具零件(如凹模或卸料板、止挡板等,具体依模具结构不同而异)与其他零件进行连接。在图3的复合模结构中,上模座板、上垫板和凸模固定板通过螺钉连接,凹模和上述三者通过挂钩进行连接。挂钩结构如图4所示。
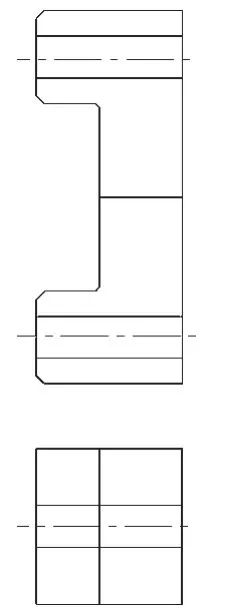
图4 挂钩块结构
挂钩的数量视模具大小而定,一般可横向、纵向各设置2~4个。当凸模需要修配更换时,只需在模具合模状态下将挂钩块侧边的螺钉松开,上模回程后凹模或卸料板、止挡板等零件留在下模部分,将凸模侧边的螺钉拧开后取出垫圈,即可将凸模从固定板中拉出,从而实现冲头的快速更换与修配。
若上模部分凸模固定板下没有安装别的模具零件则可省掉挂钩块,采用传统的螺销钉实现上模有关模具零件的连接与定位。
此装置可实现模具不下机台情况下凸模的快速修配、更换作业,从而解决因易损凸模的经常更换而造成的工作强度增加、生产效率降低甚至临时停产而造成经济损失。
2.2 有关设计参数
快换凸模装置设计中,应注意垫圈高度和凸模上所开槽口高度要适应,装配后达到0.1mm左右的间隙即可,槽的宽度视凸模大小而定,一般2mm~5mm左右。若凸模直径较大,为保证装配的可靠性,可在凸模两侧对称开槽。挂钩中间所开槽的高度和宽度尺寸要和相应凸模固定板及凹模上的槽尺寸相对应,装配后达到0.1mm左右的间隙即可,挂钩数量视模具大小一般可横向纵向各设置2~4个。
3 结语
本文所设计的快换凸模装置,在维修及更换凸模时,不必拆卸固定板及模座等零件,模具制造简单,安装和更换方便,模具工作可靠。采用该结构的凸模既可保证冲压制品质量,又降低劳动强度和模具生产成本,提高生产效率。尤其适用于凸模形状复杂、局部薄弱、需要经常维修、更换的冲压场合,具有很好的应用前景。
[1]陆元三.冲压模具结构的安全技术措施[J].锻压装备与制造技术,2010,45(3):62-64.
[2]刘建超,等.冲压模具设计与制造[M].北京:高等教育出版社,2010.
[3]安文宝,等.快换凸模的结构特点与设计应用[J].模具工业,2001,(6):30-34.
[4]李耀辉.簧片冲压成形分析与模具结构创新设计[J].锻压装备与制造技术,2013,48(6):84-86.